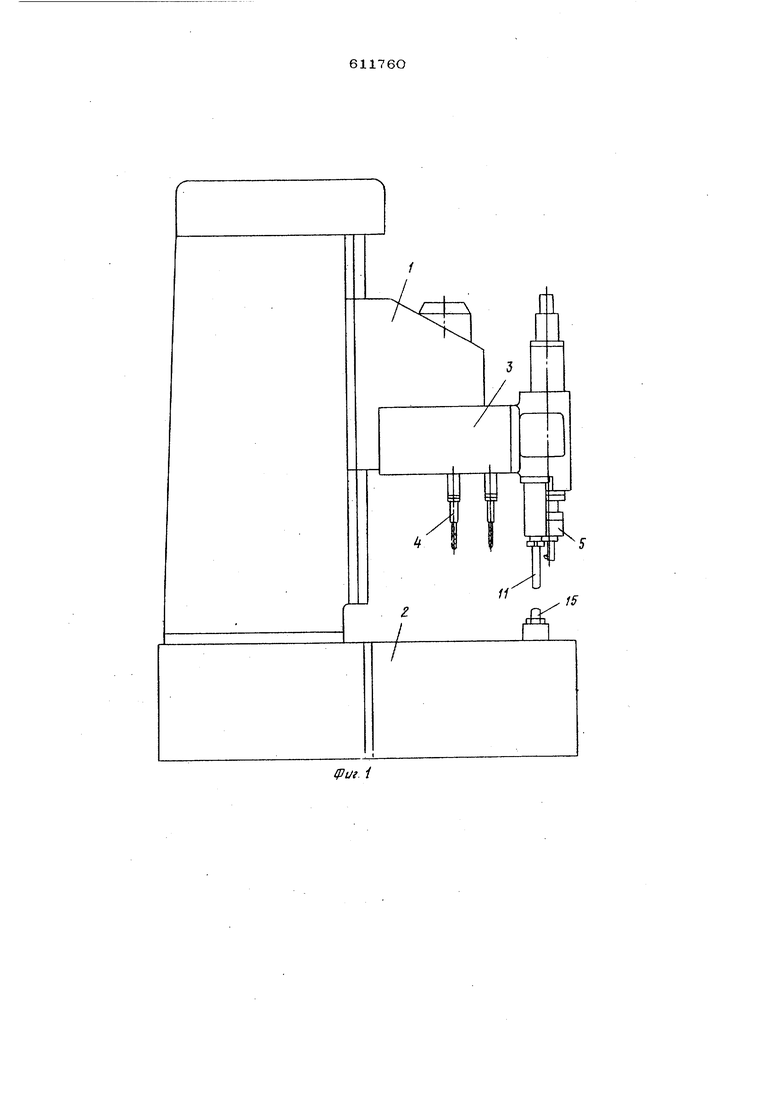
пи 6 в исходное цопожение, регулируемой втулкой 14, На craHmie 2 укреплен упор 15. Станок содержит также привод 17 поперечной подачи оправки 16 с расточным резном и обрабатываемую деталь 18На циллограмме обозначены индексами: БИ- быстрый подвод инструмента ; РП-рабочая подача; ВО- быстрый отвод инструмента. 1абота станка происходит следующим образом. При быстром подводе силовой головки 1 по направляющим станины (на цикло|грамме БП; шпиндель 4 подгвэдит сверло к детали 18, оправка 16 с расточным рез цом входит в отверстие детали 18, а скалка 11 подходит к упору 15, Затем происхо дит переключение хода головки на рабочую подачу на циклограмме - РП. Расточный резей выдвигается из оправки 16 приводом 17, начинается процесс об работки отверстий. В этот момент когда скалка 11 коснется упора 15, .она остановится, а дальнейшее движение силовой головки 1 вызывает обкатывание шестерни 1О по рейке скалки 11, Это приведет к врашению вала 9 с и1естврней 8 и обратному движению пиноли 6 со шпинделем 5 и оправкой 16. Таким образом, при npHNiOM ходе силовой головки 11 происходит одновременный прямой ход сверлильного шпинделя 4 и обратный ход расточного шпинделя 5, Регули ровка длины обработки обратным ходом осу шес-1-вляется втулкой 14 и упором 15. После окончания рабочей подачи оправка 16 с резцом убирается и происходит быстрый отвод (обратный ход) силовой голо&ки 1 ( на циклограмме - БО). При этом сначала пиноль 6 под действием пружины 13 и собственного веса опускается до касания буртом 12 втулки 14, а затем пиноль будет двигаться вместе с коробкой 3, Применение предполагаемого агрегатного многошпиндельного станка для обработки отверстий позволит повысить производительность за счет совмещения времени работы шпинделей, рабочие подачи которых имеют противоположное направление и осуществляются от одного движения силовой головки. Формула изобретения Агрегатный многошпиндепьный станок дпя обработки отверстий, содержащий станину и установленную с возможностью перемещения сиповуюгоповку сошпиндепьной коробкой,о т - пичающийс я тем, что, с цепью повышения производительности станка, он снабжен установленным на станине упорОм и размешенным на шпиндельной коробке механизмом обратного рабочего хода по крайней мере одного из шпиндепей,выпопненным в виде связанных между собой шестернями пиноли, снабженной рейкой, и скалки, контактирующей с упором. Источники информации, принятые во внимание при экспертизе : 1, Авторское свидетельство СССР № 118684, кл, В НЗ В 39/16, 1956 ,

| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный многошпиндельный станок для обработки отверстий | 1979 |
|
SU927482A2 |
| Многоцелевой станок с автоматической сменой инструмента | 1983 |
|
SU1123835A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Станок для накатывания резьбы на пустотелых заготовках | 1988 |
|
SU1547930A1 |
| Станок для изготовления гладких бус | 1977 |
|
SU768650A1 |
| Металлорежущий станок | 1977 |
|
SU657967A1 |
| Агрегатный станок | 1990 |
|
SU1754420A1 |
| ГОРИЗОНТАЛЬНО-РАСТОЧНОЙ СТАНОК | 1970 |
|
SU258811A1 |
| Станок для механической обработки отверстий на внутренних поверхностях кольцевых деталей | 1978 |
|
SU753604A1 |
| Горизонтально-расточной станок | 1975 |
|
SU569396A1 |