i
Изоб|):. :-Hf относится к станкостроению и Mf, : использовано в различных от|;ас.1я. промышленности.
Целью изобретения является сокращение мощности привода смены многощпин- дельных коробок и улучщение условий обслуживания магазина многощниндельных коробок.
На фнг. 1 ноказан станок со сменными многошпиндельными коробками, общий вид; на фиг. 2 - вид сверху на станок и положение коробки, готовой к смене; на фиг. 3 - вариант станка с двумя винтовыми монорельсами; на фиг. 4 - вариант станка, в котором смена коробок происходит отдельным оператором вне зоны обработки; на фиг. 5 - узел фиксации коробки и включения привода главного движения; на фиг. 6 - ограничитель коробки; на фиг. 7 - оператор со стопором коробки; на фиг. 8 - пример исполнения стрелочного перевода; на фиг. 9 - в увеличенном масштабе соединение секции рельса с нижней ветвью; на фиг. 10 - рычажный механизм; на фиг. 11 - вид А на фиг. 2; на фиг. 12 - вид Б на фиг. 4, вариант исполнения оператора для смены коробок вне зоны обработки; на фиг. .13 - разрез В-В на фиг. 12.
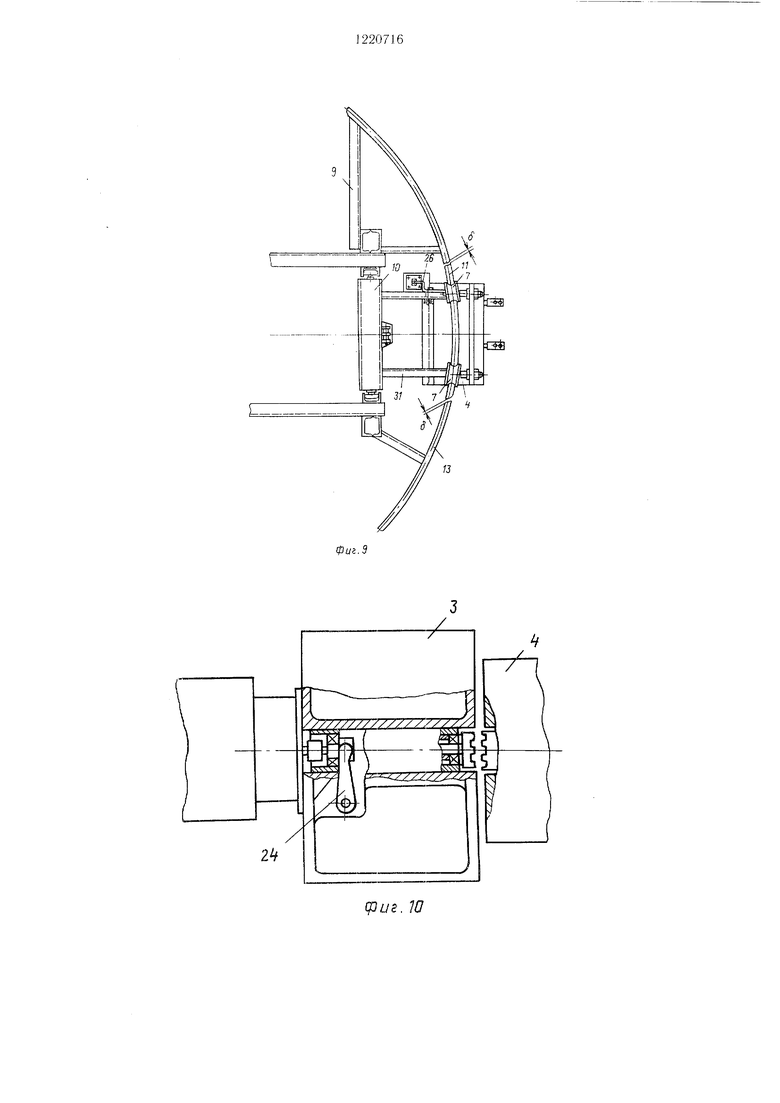
Обрабатываемая деталь (фиг. 1-4) закреплена на поворотном столе 1. Напротив имеется силовой стол 2 (фиг. 1-4) с бабкой 3 (фиг. 1-4, 9 и 10). Многошпиндельная коробка 4 крепится к бабке захватом 5 (фиг. 1 и 5) за направляющие 6. В верхней части многошпиндельной коробки имеется подвеска, состоящая из пары роликов 7 (фиг. 1, 2, 4 и 9), установленных консольно на с рических опорах. Магазин коробок содержит винтовой монорельс 8 (фиг. 1- 4, 8 и 1Г), закрепленный к металлоконструкциям 9 (фиг. 1-4, 8, 9 и 11). В верхней части металлоконструкций установлен оператор 10 (фиг. 1-3, 9 и 7), несущий секцию рельса 11 (фиг. 1, 2, 4,
7к 9), выполненного по форме участка основного монорельса. Верхняя ветвь монорельса 12 находится на одном радиусе R (фиг. 2) с нижней ветвью 13 (фиг. 2, 4 и 9). Монорельс 8 может иметь ответвление 14 (фиг. 1 и 8). Монорельс может быть выполнен также в виде отдельных витков 15 и 16 (фиг. 3).
8таком случае коробка к бабке крепится вертикально расположенными направляющими 17, а очередная коробка стоит в положении 18. В другом варианте станка (фиг. 4) оператор. 19 (фиг. 4, 12 и 13) с секцией пути расположен со смещением от зоны обработки. Комплект коробок 20, готовый для смены, стоит на монорельсе и удерживается ограничителями 21 и 22 (фиг. 1). Захват 5 управляется от рычажного механизма 23. Друфе-
35
гой рычажный механиз.м 24 (фиг. 5 и 10) связан с пинолью, несущей кулачковый приводной вал - пдпиндель (не показан). Захват 5 имеет две скалки 25.
Оператор 10 (фиг. 7) имеет стопор 26 (фиг. 7, 9 и 12) с электромагнитным приводом. Вариант станка с ответвлением 14 содержит стрелочный перевод 27 (фиг. 8 и 11) с секциями рельса 28 и 29 (фиг. 8) Стрелочный перевод 27 имеет привод 30
10 (фиг. 2), а операторы 10 и 19 - привод 31 (фиг. 1-3).
Станок работает следующим образом.
Обрабатываемую деталь устанавливают
на поворотный стол 1. К шпиндельной
бабке 3, установленной на силовом столе 2,
крепится нужная сменная многошпиндельная коробка. Для этого ограничитель 22 (фиг. 1 и 2) по команде поднимается и от комплекта коробок 20 отделяется передняя. Она по монорельсу (по уклону) переме20 щается на секцию 11 (фиг. 7) оператора 10 и останавливается на стопоре 26. При установке коробки 4 на секции 11 направляющие 6 заходят в захват 5. Оператор 10 приводом опускается настолько, чтобы профиль секции 1 1 вышел из же25 Лобов роликов 7 подвески коробки. Освобожденная от контакта с секцией 11 сменная коробка лежит на захвате 5 и механизмом 23 (фиг. 5) прижимается к шпиндельной бабке 3. Затем происходит поворот рычажного устройства 24, перемещающего пиноль с кулачковым приводным валом (не показан). Кулачковый ва.т сцепляется с кулачковым валом многошпиндельной коробки. Соединенным кулачковым валам дается вращение, передаваемое шпинделем коробки. Силовой стол 2 движется в направлении детали, производится ее обработка и возврат стола в исходное положение. Во время обработки детали ограничитель 21 освобождает комплект коробок 20 и они перемещаются до ограни40 чителя 22.
После возврата ц 1шндельной бабки с коробкой в исходное положение производят ее расфиксацию и перемещение из зоны обработки.
, Для расфиксации по ко.манде поворачивают рычажный механизм 23 и отводят от коробки зажим 5. Коробка оказывается разжатой. Оператор поднимается до касания роликов 7 секцией 1 1, после чего стопор 26 убирается и .многошпиндельная
50 коробка (по уклону секции 11) перемещается до упора в стопор (не показан). Затем оператор переносит многошпиндель- пую коробку вверх и останавливается в одном из двух положений. Одним из положений является такое, когда секция 11
55 устанавливается одноосной с ветвью 12. В этом случае многошпиндельная коробка скатывается по монорельсу до остановки на ограничителе 21. В этом случае ем30
коств магазина оказывается максимальной и в обрабо1 ке дега. ш участвует большое количество много шпиндельных коробок.
В другом случае при работе станка ограниченным количеством многошпиндельных коробок д. 1я их транспортировки используется более короткий путь через ответвление 14 с нижней частью монорельса, включая ветвь 13. В этом случае с помощью стрелочного перевода 27 монорельс 29 замыкают с ответвлением 14.
При остановке секции 11 одноосно напротив ответвления 14 по уклону секции 11 (при убранном стопоре) многошпиндельная коробка скатывается на секцию 29 {замкнувшую монорельс и ответвление) и Дс,;:ее по монорельсу - до остановки на ограничителе 21. Следующая отработавшая коробка подается таким же образом. При такой траектории (пути) многошпиндельных коробок верхняя ветвь монорельса 12 оказывается свободной и может быть использована как склад для хранения других комплектов многошпиндельных коробок. Для переброски многошпиндельных коробок со склада стрелочный перевод замыкает монорельсом 28 секцию 11. Магазин многошпиндельных коробЬк станка может быть выполнен также в виде нескольких незамкнутых винтовых витков 15 и 16 (фиг. 3). При этом на каждом витке может располагаться только один коплект многошпиндельных коробок.
Подача коробок производится следующим образом.
Оператор 10 поднимается до совмещения его секции пути 11 с нижней ветвью какого-то из монорельсов 15 или 16. Многощпиндельная коробка 18 скатывается
5
на секцию оператора 11 и оператором опускается вниз.
Для обеспечения захвата коробки ее направляющие 17 размещают вертикально. Установленная на базе коробка зажимается.
После окончания цикла обработки многошпиндельная коробка оператором поднимается в положение, когда секция пути оператора становится одноосной с верхней вет- 0 вью витка монорельса 15-или 16. Каждый монорельс снабжен ограничителями по типу 2 и 22.
Магазин многошпиндельных коробок, выполненный со смещением оператора от оси силовых узлов, показан на фиг. 4.
Подача многошпиндельных коробок осуществляется следующим образом.
Очередная многошпиндельная коробка (фиг. 4), находящаяся на ветви 13 (на ограничителях 21 и 22), освобождается 0 и скатывается на подвешенную шарнирно на бабке секцию 11. Секция 11 опускается на величину, достаточную для базировки коробки на нтиндельной бабке. Производится зажим коробки, рабочий ход стола с коробкой, обработка детали и воз- 5 врат коробки с бабкой. Секция 1 полин- мается на величину, достаточную для рас- фиксаций коробки. Коробка по уклону секции 11 скатывается на секцию пути оператора 19. При переходе коробки с секции 11 на секцию оператора 19 происходит од- повременное перемещение очередной коробки с ветви 13, которая занимает ее место, на секции 11. Одновременно перемещение двух коробок сокращает время смены мнoгoшпиндev ьныx коробок. С секции оператора 19 оператором 10 коробка отправляется на верхнюю ветвь монорельса 2.
Рое. 2.

| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегатный станок | 1983 |
|
SU1119820A1 |
| Переналаживаемая автоматизированная линия | 1983 |
|
SU1168378A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1977 |
|
SU659355A1 |
| Металлорежущий станок с автоматической сменой многошпиндельных коробок | 1986 |
|
SU1505747A1 |
| Переналаживаемая автоматическая линия | 1990 |
|
SU1726206A1 |
| Металлорежущий станок с устройствомдля АВТОМАТичЕСКОй СМЕНы МНОгО-шпиНдЕльНыХ иНСТРуМЕНТАльНыХКОРОбОК | 1979 |
|
SU844208A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных коробок | 1988 |
|
SU1521552A2 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1974 |
|
SU523784A1 |
| Металлорежущий станок с устройством для автоматической смены многошпиндельных инструментальных коробок | 1985 |
|
SU1238937A1 |
| Агрегатный станок с автоматической сменой шпиндельных инструментальных коробок | 1975 |
|
SU602341A1 |





гб
L
,7 I
5
(риг. 6
фиг.7
л
Фиг,8
13
дзиг. 10
Фиг. 11
Вид Б
ГЗ
Составитель Е. Марков
Редактор И. ГорватТехрел И. ВересКорректор-А. Обручар
Заказ 1513/8Тираж 826Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужтород, ул. Проектная, 4
фи. /3
| Агрегатный станок | 1983 |
|
SU1119820A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
