Затыловочные станки д.тя зятылования заборных конусов крхт.тых плашек с последовательной оаря6oTKoii в поворотном барабане |)езЦОМ с и ДругО| | СТ()|)ОНЫ
плашки с переворотом ее .
Особенност1)10 описываемого автоматического станка яв.чяется применение в нём в качестве режун1его инст)умента зенковок с образованными, на конусе режушимн зубь5 ми, Ч1ИС.ТО которых равно количеству перьев затылуемоИ н.чашки. Зенков ки расположены с обеих стоjioii мно14)нози11,и(нного поворотного барабана на двух 1ос.тедовате.тьных рг.бочих позициях и получают вра1пение и возвратно-поступательн1,1е движения.
Та.кое выполнение предлагаемого -станка обеспечивает одновременную обработку всех 11е;)ьев плашки на одном заборном конусе и затылование обоих заборных конусов без переворота плап1ки в гнезде барабана.
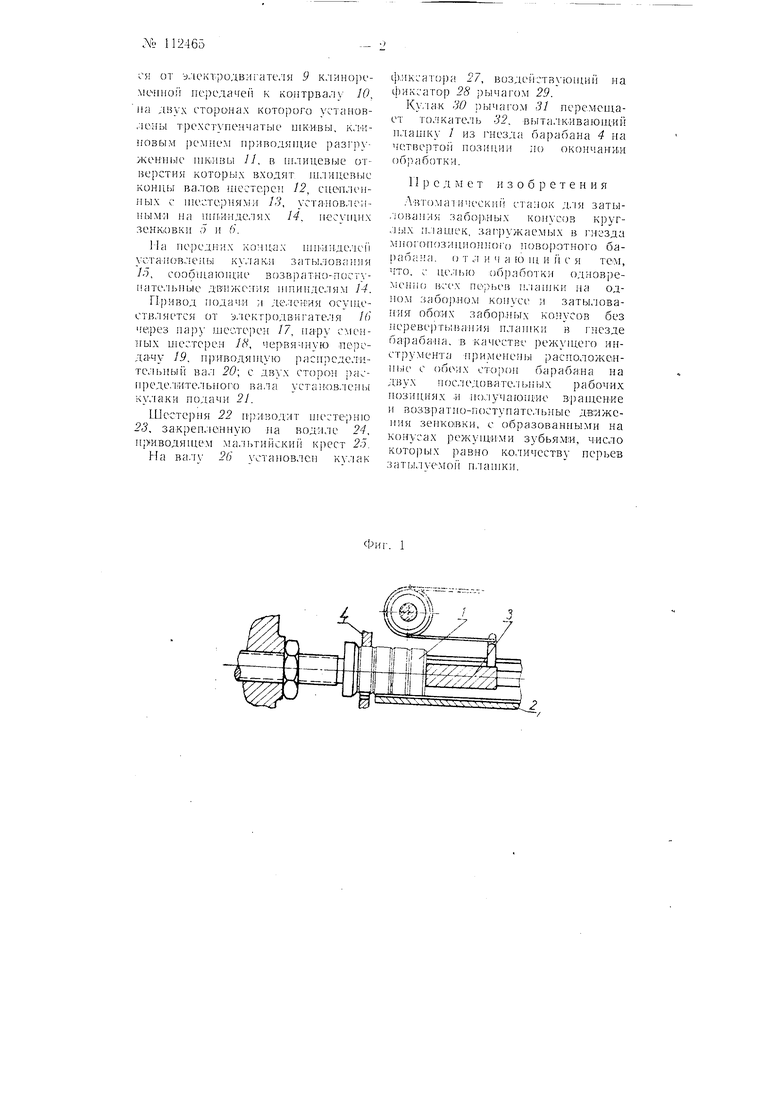
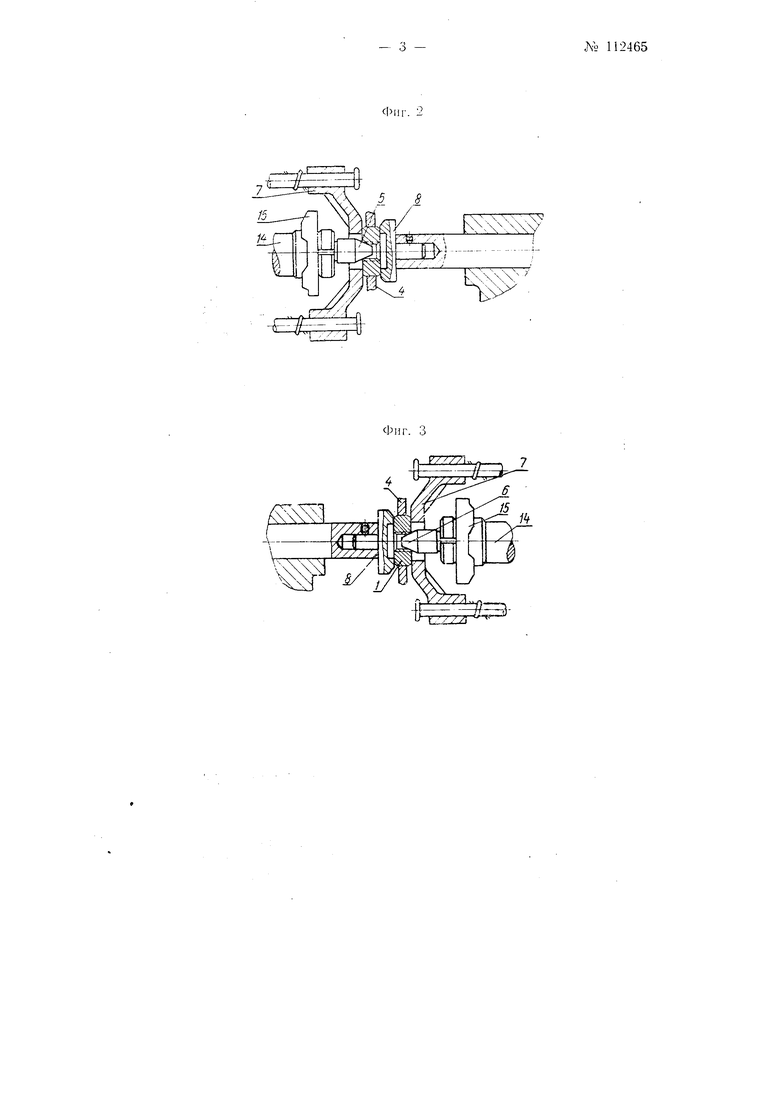
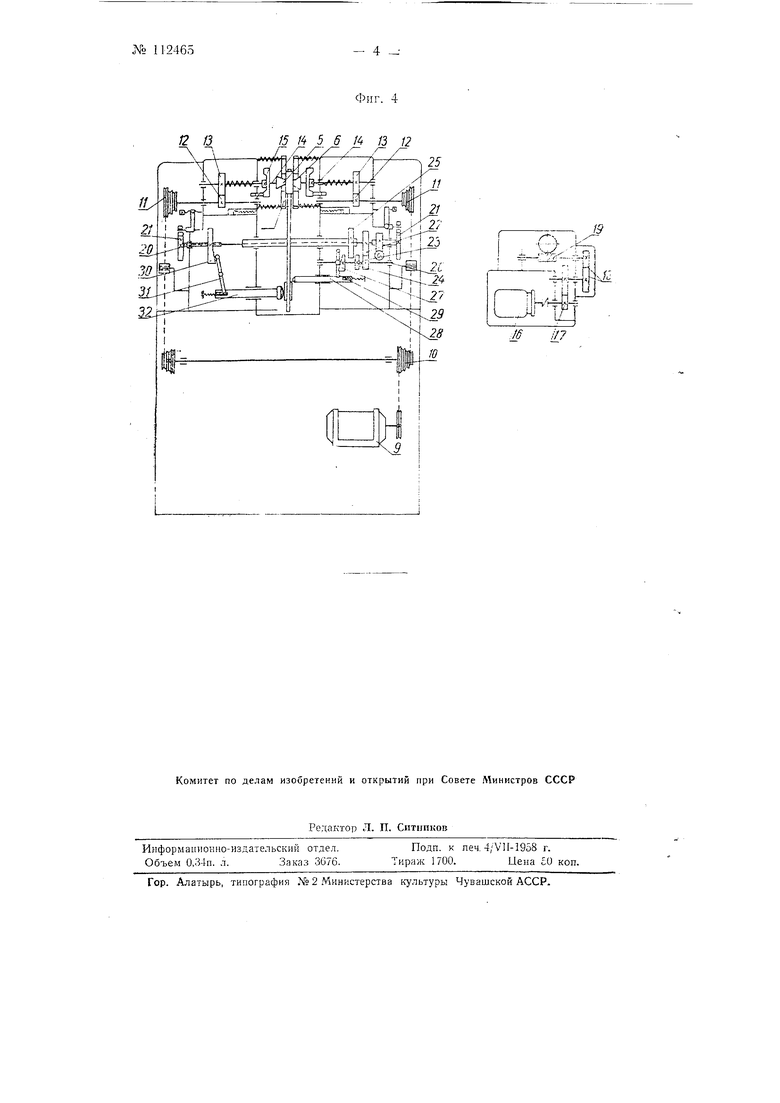
На фиг. 1 показана первая позиция обработки; на фиг. 2-вторая позиция; на фиг. 3-третья позиция; на фиг. 4-кинематическая схема станка.
На nepBoii позиции происходит
заг|)узка oбpaoaтывae iыx п.ташек.
П.ташки 7 ук.тадывают в лоток 2 с ориентировкоГ по пазу. Ползун .) зата.1кивает одну н.тангку / в |нездо многопозицнонного поворотного барабана 4.
Заты:юва,нпе плагаки / произво дят (на второй и TpCTi ei |)абочих позипиях) кон-ическис зенковки .) и ь. На конусе (хтол которого составляет нрнмерно ci(f) зепковкц образованы режущие зубья, число KOTopbix равно числу перьев затылуемо| | n.. Зенковка Я ложена на второй позпнии стороны барабана / н,- враН1ател15ное н возвр а тно-посту пате.ibiioe движение. об абатывает все перья на одном заборном конусе плашки / ((Ьиг. 2. Зенковка 6 расно.тожена с нротивоположпоГ| сторон барабана 4 н. но.тучая те же движени.я, обрабатывает одновременно все перья на Д11угом заборном конусе плашки 1. В ит оцессе обработки п.ташка закреплена пруж1;Няп1еГ1 плапкой 7, поджимающей ее к торцовому упору .
Кинематическая схема состоит из двух цепей: а) привода шпннде.теГ н б) привода подачи и деления.
Нривод Н1нннделей .тяет,V. 112465
И от улектродвягателя 9 клинорс-енноГ перелйгей к контрвалу 10, а сторонах которого установены трехступенчатые Н1К-И:ВЫ. юкиовым ремнем приводянще разгруженные пн,ивы 11, в пглицевые от верстия которых входят шлицевыс концы валов -нестсрен 12, сцепленных с нюстернями 1, уста новлси„ымн на пньинделях 14. несун1нх зенк,овкп .5 и Ь.
1-1а передних концах ниьииделен установлены к -лаяп затыловании 7.5 coooHiaiOHtHC возвратно-посгу и;п-е,тьные двт1же:гия пн- инделям 1. Г11)ивод нодач,и ;i делен ия осуниствляется от электродвигателя 1Ь ..ерез нар)- шестерен /7. нару сменных шестерен //, червячную переUi4V 19 нриводянч ю раснредеЛЛтельный вал 20; с двух сторон расиреде.тш-ельного вала установлены ку.таки нодачи 21.
Шесте)ня 22 нриааодит Н1е:терню
23 закрепленную па воднле -,
Н иводяп1ем ма/п-тштскип крест .г
На 26 уста}швлен кулак
ф.иксатора 27, возденствхюнщн на
t|)HKcaTop 28 рычагом 29.
Kv-iax W пычагом 31 перемен1аот толкатель 32, выталк ивающин
1Т1аипчу / из гнезда барабана 4 на
четвертой нознннн но окончании
об|)аботки.
11 р е д м е т изобретения Л«т()ма-|ическ1п станок для заты.1ован 1я забор.ных конусов кругм, нлашек. за1фужаемых в мно ч нози 1нонног() новоротного ба|)абана. от л и ч а ю HI и ii с я , что. с обработкн однов)еменно в-сех перьев нлaнJKИ на одном забо).ном копус( л затылованяя обоих забор.ных коПсов без 11ереверты1 ания план1К1 в гнезде барабана. в качеств режун1его инструмента применены расположенные с (бе:.1х сторон барабана на Явух чоследовате.тьных рабочих нозипиях .и получаюн ие Врашение п возвратно-постунатетьные движения зенковки, с образованными на конусах режуп1ими зубьями, число которых равно количеству перьев затыл е го11 п.тан1ки.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ОБРАБОТКИ ЗАБОРНЫХ КОНУСОВ В РЕЗЬБОНАРЕЗНЫХ ПЛАШКАХ | 1972 |
|
SU358090A1 |
| Способ бокового затылования, прорезания спиральных канавок и заточки глобоидных червячных фрез на зубофрезерном станке | 1949 |
|
SU82674A1 |
| Станок для изготовления из проволоки, например, игольчатых роликов | 1956 |
|
SU109104A1 |
| ПОЛУАВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ОТЛИВОК | 1972 |
|
SU327035A1 |
| Метчик для нарезания точных резьб и способ его изготовления | 1987 |
|
SU1562073A1 |
| Способ затылования метчиков | 1983 |
|
SU1333542A1 |
| Исполнительный механизм ступенчатых возвратно-поступательных движений подачи, например, для сверления глубоких отверстий | 1957 |
|
SU113330A1 |
| КОМБИНИРОВАННЫЙ СТАНОК ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ | 1926 |
|
SU6585A1 |
| Устройство для автоматической подачи прутка | 1987 |
|
SU1530406A1 |
| Устройство для затылования | 1984 |
|
SU1199458A2 |
у :т12 13
5 56 Uf 13 12
Фиг. 419
i
-V --Ь -t.-:
.. д.
--1ИН ; i i и
i т о г
-; LI/ j
