1 Изобретение относится к металлур гии, а именно к непрерывному литью металлов. Известен роликовый правильно-направляющий аппарат МИЛИ криволинейнрго типа, которьй состоит из охватьшающих литую заготовку вдоль технологической линии по двум противоположным граням фиксированных пар р ликов и установленных между ними плавающих блоков из двух пар ролико кавдый. Фиксированные пары роликов установлены жестко на опорных рамах и предназначены воспринимать усилия от правки заготовки и ферростатичес кого давления жидкой сердцевины заготовки . Плавающие блоки жесткие, подвеше ны посредством рьмагов, тяг и пружи к корпусам фиксированных пар роликов и предназначены воспринимать усилия от ферростатического давлени жидкой сердцевины заготовки и пропусказь невьптравленные (передний и задний) концы заготовки Cl 1 Однако правильно-направляющий ап парат сложен по конструкции из-за наличия отдельного плавающего блока и шарнирной подвески для его крепления, имеет увеличенные габариты и вес ввиду размещения плавающего блока внутри опорных рам фиксированных роликов, трудоемок в обслуживании из-за сложности и многодетальности конструкции и затрудненного доступа к отливаемому слитку.. Известен также роликовый правиль но-направляющий аппарат, который состоит из нижнего и верхнего рядов роликов, охватывающих заготовку по двум противоположным граням. Нижний ряд роликов жестко установлен на опорных рамах, а верхний ряд по два ролика в виде балансиров установлен на направляющих колоннах Нагрузки ,от ферростатического давления жидкой сердцевины заготовки и от прохождения невыправленных концов заготовки сквозь аппарат вое принимают пружинные демпферы и коло ны. Колонны воспринимают деформации изгиба и растяжения С ЗНедостатками данной конструкции является наличие громоздкого дбмпфера (пружинного или гидравлического) рассчитанного на полные нагрузки, действующие на ролики, наличие 95 пар скольжения, по которым перемещаются втулки баллансиров по колоннам. В данном аппарате шаг правки равен 1,5 шага роликов, в то время как аппараты других конструкций имеют шаг правки 2 и даже больше. Это ведет к увеличенным нагрузкам на ролики, а следовательно, и на демпферы. Наиболее близким к изобретению по технической сущности и достигаемому результату является роликовый правильно-направляющий аппарат МНЛМ криволинейного типа, который состоит из расположенных вдоль технологической линии отдельных роликовых секций, установленных жестко на рамах. Секции содержат установленные в раме охватьгоающие заготовку по двум противоположным граням, чередующиеся фиксированные и плавающие ролики, и объединяют по три или пять роликов верхнего и нижнего рядов,установленных на раме. Жестко установленные ролики (фиксированные относительно технологической линии) предназначены воспринимать усилия от правки заготовки и ферростатического давления жидкой сердцевины заготовки. Плавающие ролики как верхнего ряда, так и нижнего имеют, возможность самостоя тельного поперечного перемещения относительно технологической линии за счет того, что они снабжены упругими элементами (пружинными демпферами). Плавающие ролики предназначены воспринимать усилия от ферростатического давления и жесткость демпфера, при этом рассчитьшается без. их осадки. В то же время плавающие ролики должны пропускать невыправленные концы заготовки. Во избежание поломки роликов пружины должны давать осадку, обесПечивая перемещение ролика C3j. Очевидно, что пружины или какиелибо другие упругие элементы должны обладать достаточно высокой жесткостью и конструктивно получаются громоздкими и сложными. . Кроме того, необходимость применения специальных направляющих, обеспечивающих-установку плавающих роликов в рамах секции с возмож3 .
ностью перемещения, также существенно усложняет роликовый правильнонаправляющий аппарат в целом.
Целью изобретения является упрощение конструкции, улучшение условий обслуживания и снижение металлоемкости ,
Поставленная цель достигается тем, что роликовый правильно-направляющий аппарат криволинейной машины непрерывного литья металлов, содержащий чередующиеся фиксированные и плавающие в поперечном направлении относительно технологической оси пары роликов, объединенные в секции и установленные на раме, согласно изобретения, в каждой секции пары роликов смонтированы жестко относительно одна другой, а секции установлены на опорной раме шарнирно, причем ось шарнира расположена в плоскости, проходящей через центры фиксированной пары роликов.
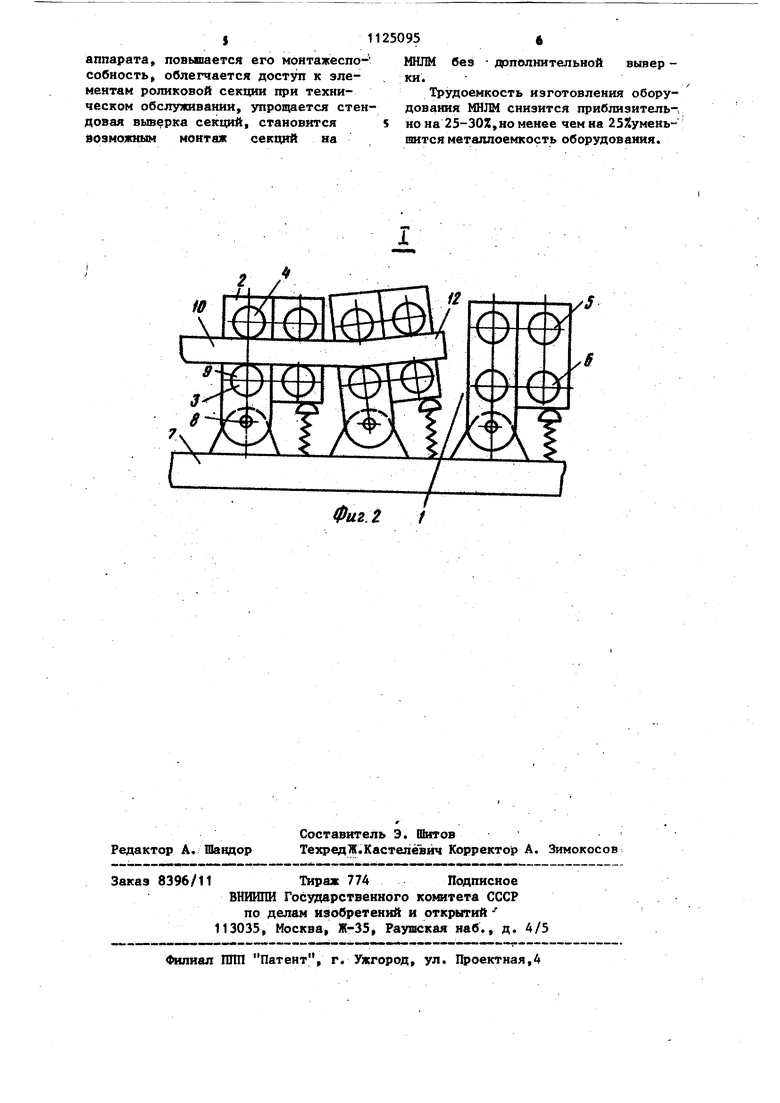
На фиг.1 изображен правильнонаправлякшщй аппарат МНЛМ, установленный на технологической линииJ на фиг.2 - узел I на фиг.1,показывающий часть правильно-направляющего аппарата в момент прохождения в нем заготовки с невьтравленным передним концом.
Роликовый правильно-направляющий аппарат состоит из расположенных вдоль технологической линии 1 отдельных роликовых секций 2, калздая из которых состоит из фиксированной пары 3 и 4 и плавающей пары роликов 5 и 6,последовательно установленных и смонтированных жестко одна относи тельно другой.Секция 2 установлена на раме 7 с помощью шарниров 8,ось которых расположена в плоскости, проходящей через центры фиксированных роликов ЗиЛ. Это дает возможность самоустанавливаться секциям относительно технологической линии 1, т.е. зафиксировать ролики 3 и 4 относительно технологической линии 1 а плавающим роликам 5 и б перемещаться в поперечном направлении относительно технологической :щнии 1.
Перемещение плавающих роликов 5 и 6 вокруг шарнира 8 может быть ограничено, например, упором 9.
Для исключения нагрузки от неуравновешенной части секции 2 на
954
заготовку 10 упоры 9 могут быть выполнены упругими, например, из пружин 11 и могут удерживать плавающие ролики 5 и 6 на технологической линии 1.
Предлагаемый правильно-направлякщ1й аппарат работает следующим образом.
При стабильном процессе разливки, когда лита;я заготовка 10 находится на всей длине правильнонаправляющего аппарата, ролики 3-6 самоустанавли аются по литой заготовке 10 на технологической лиНИИ.
При этом фиксированные пары роликов,3 и 4 воспринимают усилие ферростатического давления жидкЬго металла и обеспечивают выпрямление
заготовки 10, а плавающие пары роликов 5 и 6 воспринимают только усилия ферростатического давления жидкого металла.
При прохождении сквозь правильно-направляющий аппарат головного 12 и хвостового 13 концов заготовки, которые остаются направленными на длине шага между фиксированными роликами вследствие геометрического расположения роликов относительно
шарнира 8, плаваюпще пары роликов 5 и 6 за счет повор та секции вокруг шарниров 8, отклоняются от технологической линии в поперечном направлении, и пропускают невыправленные концы заготовки 12 и 13 без их деформации, а фиксированные пары роликов 3 и 4 при зтом перемещаются вдоль технологической линии, практически не отклоняясь от последней
в поперечном направлении. Упоры 9 могут удерживать в свободном состоянии: плавающие ролики на технологической линии и позволять отклоняться
им при пропуске невыправленных концов 12 и 13 заготовки 10.
Благодаря тому, что в предлагаемой конструк1щи роликового правильно-направляющего аппарата МНЖ
криволинейного типа каждая секция включает в себя napiy фиксированных и пару плаваюгцих роликов, жестко смонтированных относительно друг друга, и установлена шарнирно на
опорной раме с возможностью ее самоустановки относительно технологической оси, существенно упрощается конструкция правильно-направляющего
аппарата, повышается его монтажеспособность, облегчается доступ к элементам роликовой секции при техническом обслуживании, упрощается стендовая секций, становится возможным монтаж секций на
МНЛМ без дополнительной вывер ки.
Трудоемкость изготовления оборудования МНЛМ снизится приблизитель-i но на 25-30Z,Ho менее чем на 25 уменьшится металлоемкость оборудования.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕКЦИЯ РОЛИКОВАЯ МАШИНЫ НЕПРЕРЫВНОГО ЛИТЬЯ СЛЯБОВЫХ ЗАГОТОВОК | 2007 |
|
RU2350426C1 |
| Устройство зоны вторичного охлаждения | 1980 |
|
SU944767A1 |
| УСТАНОВКА ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ СТАЛЬНЫХ СЛИТКОВ | 1998 |
|
RU2216429C2 |
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220812C2 |
| Радиальная установка непрерывной разливки металлов | 1971 |
|
SU398082A1 |
| ЛИНИЯ ДЛЯ ПРАВКИ СТЕРЖНЕЙ | 1994 |
|
RU2108883C1 |
| Устройство для изгибания заготовки на машине непрерывного литья металла | 1972 |
|
SU541421A3 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ С УСТРОЙСТВОМ ДЛЯ ОПРЕДЕЛЕНИЯ СОСТОЯНИЯ ЗАТВЕРДЕВАНИЯ ЗАГОТОВКИ И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2008 |
|
RU2471590C2 |
| Роторный гвоздильный автомат | 1986 |
|
SU1423237A1 |
| Листоправильная машина | 1986 |
|
SU1362529A1 |
РОЛИКОВЫЙ ПРАВИЛЬНО-НАПРАВЛЯИЩИЙ АППАРАТ КРИВОЛИНЕЙНОЙ МАШШЫ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ содержащий чередуяяциеся фиксированные и плавающие в поперечном направленна относительно технологической оси пары роликов, объединенные в секщш и установленные на раме, о т л ич a |о щ и и с л тем, что, с целью уш ощения конструкции, улучшения условий обслуживания и снижения металлоемкости, в каждой секции пары роликов смонтированы жестко относительно одна другой, a секции установлены на опорной раме шарнирно,при чем ось шарнира расположена в плос- . кости,проходящей через центры фиксированной пары роликов. ю СП о со ел
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Чертеж Уралмашзавода 561396001, 1978 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Насос | 1917 |
|
SU13A1 |
