1
Изобретение относится к производству труб волочением на самоустанавливающей- ся оправке.
Цель изобретения - стабилизаиля процесса и повышение срока службы.
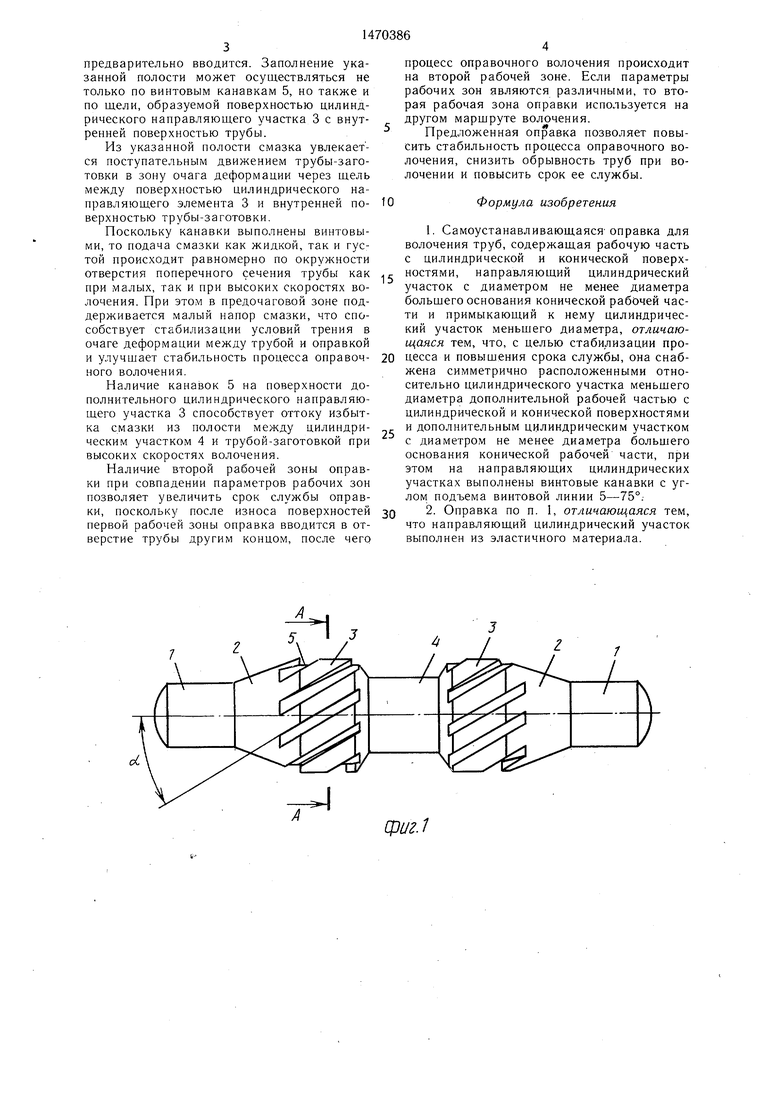
На фиг. 1 показана оправка, общий вид; на фиг. 2 - то же, с частичным разрезом; на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 2.
Оправка содержит рабочую часть с цилиндрической 1 и конической 2 поверхностями, направляющий цилиндрический участок 3 с диаметром не менее диаметра большего основания конической рабочей части и цилиндрический участок 4 меньшего диаметра. При этом на направляющих, цилиндрических участках выполнены винтовые канавки 5 с углом подъема винтовой линии 5-75°. Симметрично относительно цилиндрического участка меньшего диаметра оправка имеет дополнительные направляющий участок и рабочую часть с конической и цилиндрической поверхностями.
Цилиндрический направляющий элемент с винтовыми канавками может быть выполнен из эластичного материала, например полиуретана.
Работа оправки осуществляется следующим образом.
При оправочном волочении трубы цилиндрический участок равномерно распределяет смазку по внутренней поверхности трубы в зоне очага деформации. Такому равномерному распределению способствуют винтовые канавки 5 на направляющем цилиндрическом участке 3. Наличие этих канавок приводит к тому, что при волочении полость, образуемая цилиндрическими участками 4 с внутренней поверхностью трубы, быстро заполняется смазкой, поступающей в эту полость по канавкам из отверстия трубы- заготовки (не показана), куда эта смазка
4
О СО 00 О5
предварительно вводится. Заполнение указанной полости может осуществляться не только по винтовым канавкам 5, но также и по щели, образуемой поверхностью цилиндрического направляющего участка 3 с внутренней поверхностью трубы.
Из указанной полости смазка увлекается поступательным движением трубы-заготовки в зону очага деформации через щель между поверхностью цилиндрического направляющего элемента 3 и внутренней по- верхностью трубы-заготовки.
Поскольку канавки выполнены винтовыми, то подача смазки как жидкой, так и густой происходит равномерно по окружности отверстия поперечного сечения трубы как при малых, так и при высоких скоростях волочения. При этом в предочаговой зоне поддерживается малый напор смазки, что способствует стабилизации условий трения в очаге деформации между трубой и оправкой и улучщает стабильность процесса оправоч- ного волочения.
Наличие канавок 5 на поверхности дополнительного цилиндрического направляющего участка 3 способствует оттоку избытка смазки из полости между цилиндрическим участком 4 и трубой-заготовкой при высоких скоростях волочения.
Наличие второй рабочей зоны оправки при совпадении параметров рабочих зон позволяет увеличить срок службы оправки, поскольку после износа поверхностей первой рабочей зоны оправка вводится в отверстие трубы другим концом, после чего
5
о
0
5
процесс оправочного волочения происходит на второй рабочей зоне. Если параметры рабочих зон являются различными, то вторая рабочая зона оправки используется на другом марщруте волочения.
Предложенная оправка позволяет повысить стабильность процесса оправочного волочения, снизить обрывность труб при волочении и повысить срок ее службы.
Формула изобретения
1.Самоустанавливающаяся оправка для волочения труб, содержащая рабочую часть с цилиндрической и конической поверхностями, направляющий цилиндрический участок с диаметром не менее диаметра больщего основания конической рабочей части и примыкающий к нему цилиндрический участок меньщего диаметра, отличающаяся тем, что, с целью стабилизации процесса и повыщения срока службы, она снабжена симметрично расположенными относительно цилиндрического участка меньщего диаметра дополнительной рабочей частью с цилиндрической и конической поверхностями и дополнительным цилиндрическим участком с диаметром не менее диаметра больщего основания конической рабочей части, при этом на направляющих цилиндрических участках выполнены винтовые канавки с углом подъема винтовой линии 5-75°.2.Оправка по п. 1, отличающаяся тем, что направляющий цилиндрический участок выполнен из эластичного материала.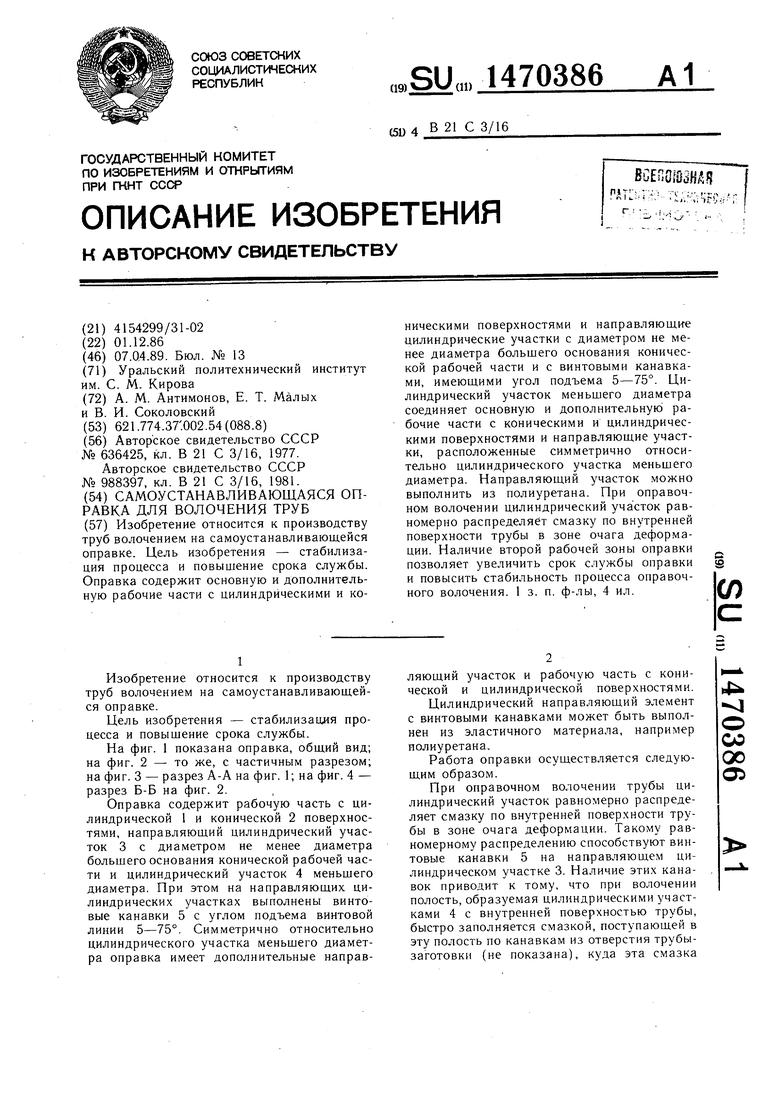
| название | год | авторы | номер документа |
|---|---|---|---|
| Самоустанавливающаяся оправка для волочения труб | 1972 |
|
SU473537A1 |
| Самоустанавливающаяся оправка для волочения труб | 1983 |
|
SU1126351A1 |
| Самоустанавливающая оправка для волочения труб | 1977 |
|
SU632425A1 |
| Самоустанавливающаяся оправка для волочения труб | 1976 |
|
SU578138A1 |
| Оправка для продольной прокатки труб | 1978 |
|
SU747540A1 |
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ НА КОНИЧЕСКОЙ ОПРАВКЕ | 1992 |
|
RU2014925C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ХОЛОДНОДЕФОРМИРОВАННЫХ ТРУБ | 1992 |
|
RU2028845C1 |
| СПОСОБ ВОЛОЧЕНИЯ ТРУБ НА ЦИЛИНДРИЧЕСКОЙ ОПРАВКЕ | 1992 |
|
RU2014924C1 |
| Самоустанавливающаяся оправка для волочения труб | 1987 |
|
SU1528593A1 |
| Самоустанавливающаяся оправка для волочения труб | 1980 |
|
SU954135A1 |
Изобретение относится к производству труб волочением на самоустанавливающейся оправке. Цель изобретения - стабилизация процесса и повышение срока службы. Оправка содержит основную и дополнительную рабочую части с цилиндрическими и коническими поверхностями и направляющие цилиндрические участки с диаметром не менее диаметра большего основания конической рабочей части и с винтовыми канавками, имеющими угол подъема 5-75°. Цилиндрический участок меньшего диаметра соединяет основную и дополнительную рабочие части с коническими и цилиндрическими поверхностями и направляющие участки, расположенные симметрично относительно цилиндрического участка меньшего диаметра. Направляющий участок можно выполнить из полиуретана. При оправочном волочении цилиндрический участок равномерно распределяет смазку по внутренней поверхности трубы в зоне очага деформации. Наличие второй рабочей зоны оправки позволяет увеличить срок службы оправки и повысить стабильность процесса оправочного волочения. 1 з.п. ф-лы, 4 ил.
ери2.1
фиг.З
Ф1уг
± .6-5
фигА
| Клиновой механизм | 1976 |
|
SU636425A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Самоустанавливающаяся оправка для волочения труб | 1981 |
|
SU988397A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
