Изобретение относится к машиностроению, конкретно к электроэрозионной обработке проволочным электродом- инструментом.
Цель изобретения - упрощение конструкции и упрощение процесса заправки.
В устройстве захват.механизма автоматической заправки выполнен в виде трубки и иглы с клиновидным концом.. Игла установлена в трубке с зазором, предназначенным для размещения отрезанного конца проволочного электрода. Захват установлен с возможностью вертикального совместного перемещения трубки и иглы. Кроме того, трубка имеет возможность независимого перемещения относительно иглы в направлении заклинивания конца электрода после отрезки под воздействием пружины.
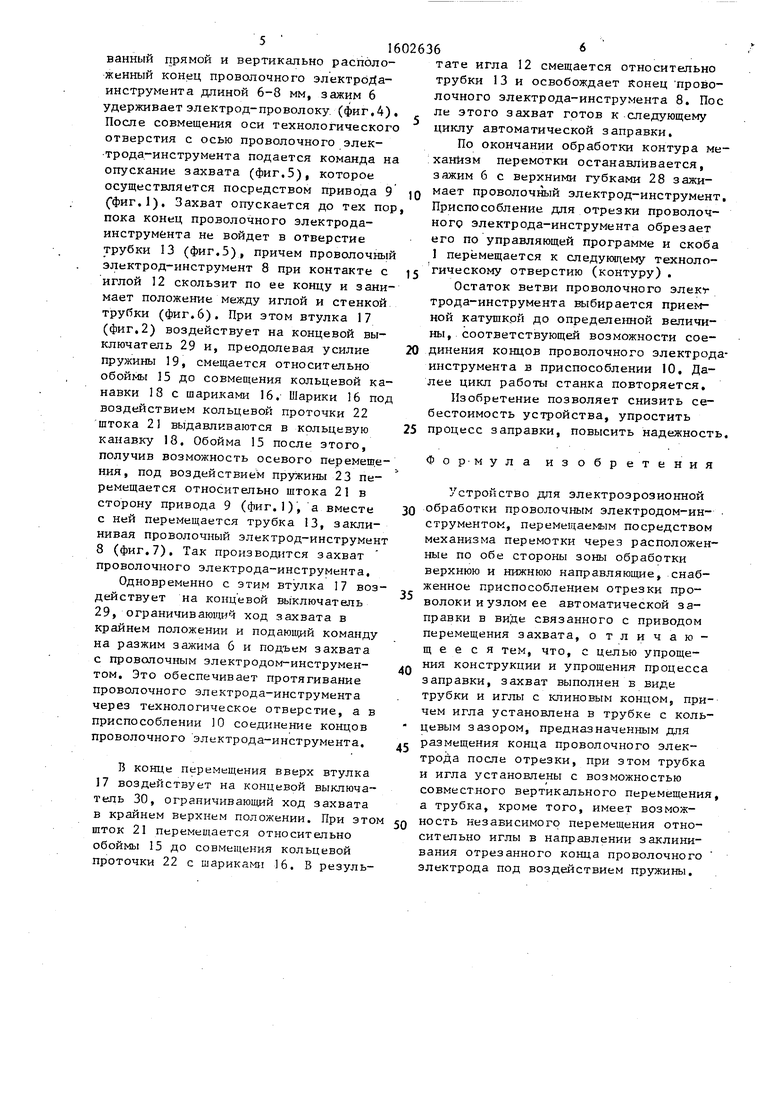
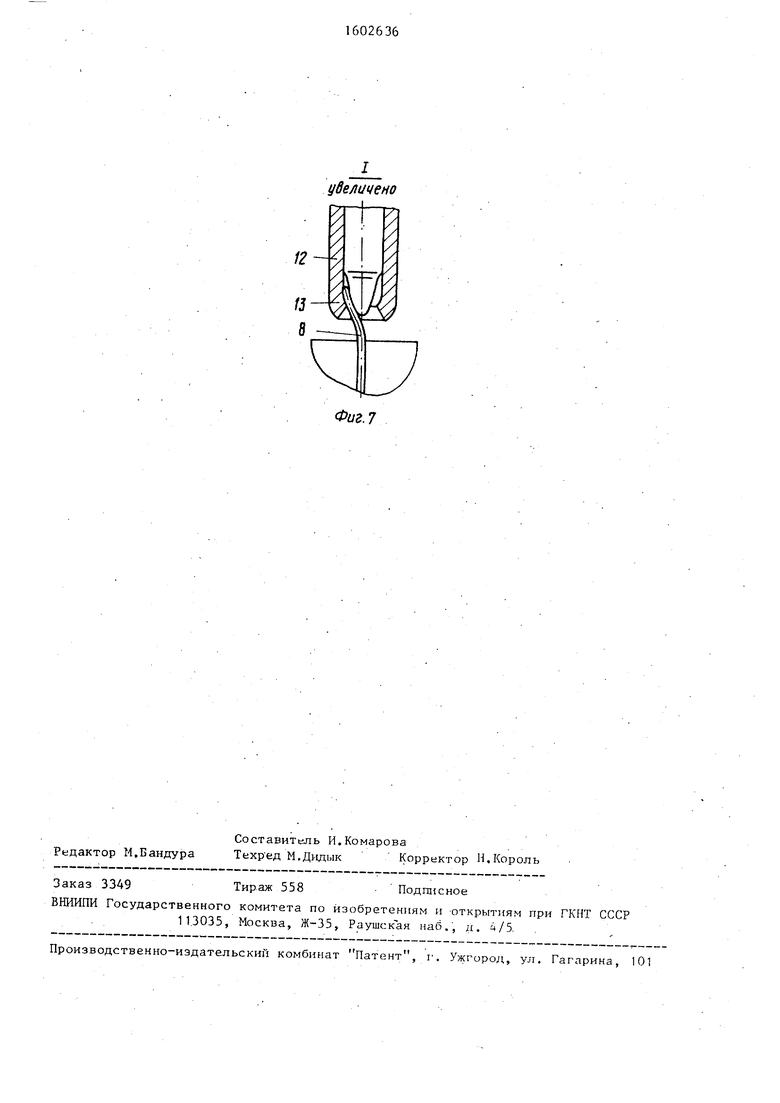
На фиг.1 схематично изображено устройство, общий вид; на фиг.2 - захват; на фиг.З - момент окончания обработки профиля; на фиг.4 - совмещение оси очередного технологического отверстия с осью электрода; на фиг.5- момент опускания трубки на отрезанный конец электрода; на фиг..6 - момент вхождения конца электрода в трубку, узел на фиг.З; на фиг.7 - то же, заклинивание конца электрода.
Устройство установлено на станке, содержащем скобу 1, подающую и прием ную катушки 2 и 3 механизма перемотки. 1
В устройстве имеются направляющие Аи 5, зажим 6 и приспособление 7 дпя отрезки проволочного электрода-инструмента. На верхней части скобы с юнти- рован механизм автоматической заправки проволочного электрода-инструмента 8, состоящий из привода 9, приспособления 10 для соединения концов проволочного электрода-инструмента и захвата 11, Захват (фиг,2) состоит из иглы 12, установленной в трубке 13с возможностью осевого перемещения.
5
0
5
0
5
0
5
0
Трубка 13 жестко крепится в корпусе 14, который жестко крепится накидной гайкой к обойме 15, в отверстие которой вставлены шарики 16. На наружной поверхности обоймы 15 установлена с возможностью осевого перемещения втулка 17 с кольцевой канавкой 18, подпружиненная пружиной 19. Осевое перемещение втулки 17 относительно обоймы 15 ограничивается штифтом 20 Игла 12 жестко соединяется со штоком 21, в котором выполнена кольцевая проточка 22, Шток 21 с одной стороны подпружинен пружиной 23, ас другой сторбны соединен с приводом 9 (например, с пнев- моцилиндром) обеспечивающим возвратно-поступательное перемещение захвата в направляющих 24 (фиг.1).
Устройство работает следующим образом.,
С подающей катушки 2 (фиг.1) проволочный электрод-инструмент 8 вручную заправляется па ролики 25, направляющие 4, протягивается через разведенные зажим 6 и приспособление для отрезки проволочного электрода-инструмента, технологическое отверстие 26 обрабатываемой детали 27, установленной в исходное положение, разведенные раздвижные направляющие 5, приспособление соединения концов электрода-проволоки и закрепляется на приемной катушке 3. После этого станок готов к работе и заправке проволочного электрода-инструмента в автоматическом режиме.
Управление работой станка осуществляется устройством ЧПУ. После окончания обработки контура проволочный электрод-инструмент зажимается зажимом 6 (фиг.З) и Верхними губками 28. Проволочный электрод-инструмент обрезается приспособлением 7 для его обрезки, р-асположенным над верхними губками 28. После этого верхние губки зажима раздвигаются, оставляя сформоi
ванный прямой и вертикально расположенный конец проволочного электроДа- инструмента длиной 6-8 мм, зажим 6 удерживает электрод-про волоку, (фиг, 4) . После совмещения оси технологического отверстия с осью проволочного элек- трода-инструмента подается команда на опускание захвата (фиг.5), которое осуществляется посредством привода 9 СФИГ.1), Захват опускается до тех пор пока конец проволочного электрода- инструмента Не войдет в отверстие трубки 13 (фиг.5), причем проволочный электрод-инструмент 8 при контакте с иглой 12 скользит по ее концу и занимает положение между иглой и стенкой трубки (фиг.6). При этом втулка 17 (фиг.2) воздействует на концевой выключат епь 29 и, преодолевая усилие пружины 19, смещается относительно обоймы 15 до совмещения кольцевой канавки 18 с щариками 16. Шарики 16 под воздействием кольцевой проточки 22 штока 21 выдавливаются в кольцевую канавку 18. Обойма 15 после этого, получив возможность осевого перемеше- ния, под воздействием пружины 23 перемещается относительно штока 21 в сторону привода 9 (фиг.1), а вместе с ней перемещается трубка 13, заклинивая проволочный электрод-инструмент 8 (фиг.7). Так производится захват проволочного электрода-инструмента.
Одновременно с этим втулка 17 воздействует на концевой выключатель 29, ограничивающий ход захвата в крайнем положении и подающий команду на разжим зажима б и подъем захвата с проволочным электродом-инструментом. Это обеспечивает протягивание проволочного электрода-инструмента через технологическое отверстие, а в приспособлении 10 соединение концов проволочного электрода-инструмента.
В конце перемещения вверх втулка 17 воздействует на концевой выключа- тепь 30, ограничивающий ход захвата в крайнем верхнем положении. При этом шток 21 перемещается относительно обоймы 15 до совмещения кольцевой проточки 22 с шариками 6. В резуль16
636
5
тате игла 12 смещается относительно трубки 13 и освобождает конец проволочного электрода-инструмента 8. Пос ле этого захват готов к следующему циклу автоматической заправки.
По окончании обработки контура ме- :ханйзм перемотки останавливается, зажим 6 с верхними губками 28 зажи- Q мает проволочный электрод-инструмент. Приспособление для отрезки проволочного электрода-инструмента обрезает его по управляющей программе и скоба 1 перемещается к следующему техноло- 5 гическому отверстию (контуру) .
Остаток ветви проволочного элеку трода-инструмента выбирается приемной катущкрй до определенной величины, соответствующей возможности сое- 0 динения концов проволочного электрода- инструмента в приспособлении 10, Далее цикл работы станка повторяется.
Изобретение позволяет снизить себестоимость устройства, упростить процесс заправки, повысить надежность.
Фор-мула изобретения
j
0
5
0
Устройство дпя электроэрозионной обработки проволочным электродом-ин- . струментом, перемещаемым посредством механизма перемотки через расположенные по обе стороны зоны обработки верхнюю и нижнюю направляющие, снабженное приспособлением отрезки проволоки и узлом ее автоматической заправки в виде связанного с приводом перемещения захвата, отличающееся тем, что, с целью упрощения конструкции и упрощения процесса заправки, захват выполнен в виде трубки и иглы с клиновым концом, причем игла установлена в трубке с кольцевым зазором, предназначенным для размещения конца проволочного элек- троДа после отрезки, при этом трубка и игла установлены с возможностью совместного вертикального перемещения, а трубка, кроме того, имеет возможность независимого перемещения относительно иглы в направлении заклинивания отрезанного конца проволочного электрода под воздействием пружины.
гг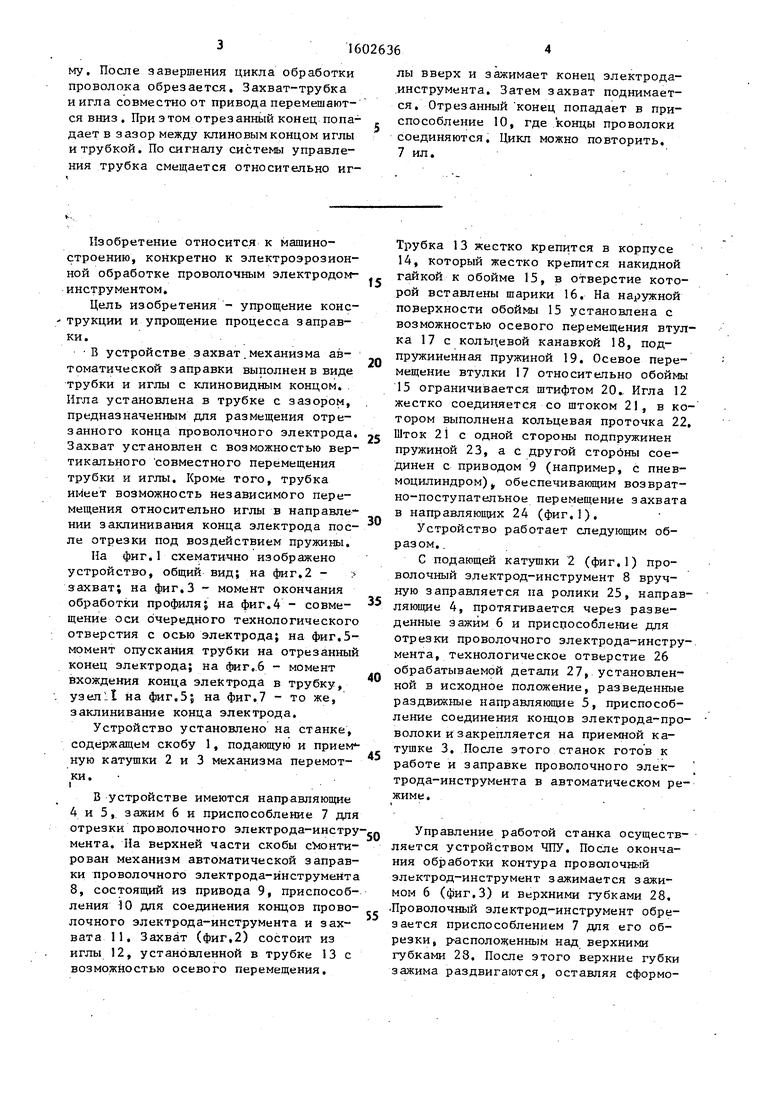
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль электроэрозионной последовательной вырезки группы заготовок | 1985 |
|
SU1321537A1 |
| Устройство для электроэрозионной обработки | 1983 |
|
SU1126399A1 |
| Устройство для электроэрозионной обработки | 1984 |
|
SU1311878A2 |
| Направляющее устройство для проволочного электрода | 1977 |
|
SU738813A1 |
| Устройство для электроэрозионной обработки проволочным электродом-инструментом | 1980 |
|
SU942925A1 |
| Устройство для электроэрозионной обработки проволочным электродом | 1982 |
|
SU1093459A1 |
| СПОСОБ АВТОМАТИЧЕСКОЙ ЗАПРАВКИ ЭЛЕКТРОДА-ПРОВОЛОКИ В ЭЛЕКТРОЭРОЗИОННЫХ ВЫРЕЗНЫХ СТАНКАХ | 1995 |
|
RU2094186C1 |
| Устройство для автоматической заправки проволочного электрода-инструмента | 1989 |
|
SU1703317A1 |
| Устройство для электроэрозионной обработки | 1978 |
|
SU936797A3 |
| Устройство к электроэрозионному станку для перемещения электрода-проволоки | 1980 |
|
SU992148A1 |
Изобретение относится к машиностроению, конкретно к электроэрозионной обработке проволочным электродом-инструментом. Цель изобретения - упрощение конструкции и процесса заправки. Устройство снабжено захватом 11, состоящим из трубки 13 и иглы, конец которой имеет клиновидную форму. После завершения цикла обработки проволока обрезается. Захват - трубка и игла совместно от привода перемещаются вниз. При этом отрезанный конец попадает в зазор между клиновым концом иглы и трубкой. По сигналу системы управления трубка смещается относительно иглы вверх и зажимает конец электрода-инструмента. Затем захват поднимается. Отрезанный конец попадает в приспособление 10, где концы проволоки соединяются. Цикл можно повторить. 7 ил.
12 13Фиг. 2
Фиг.З
Фиг. 5
28 6
ФагЛ
I цввАичено
увелицено
Фиг. 7
