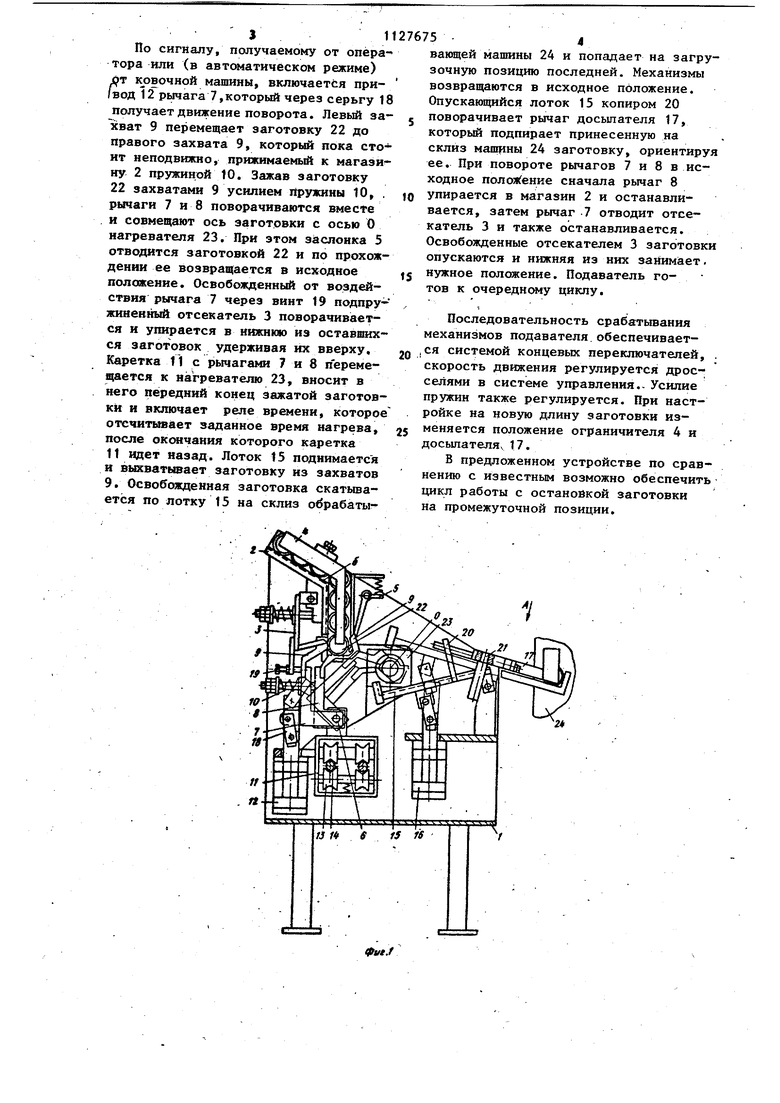
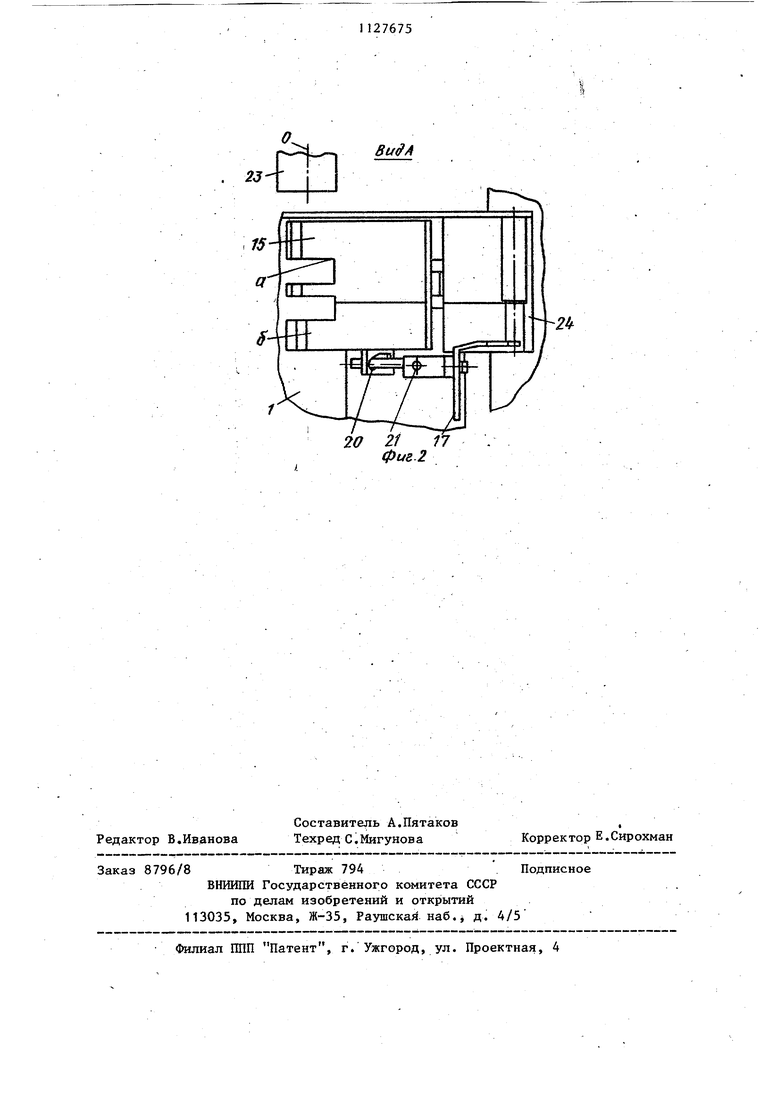
Изобретение относится к механиэации и автоматизации кузнечно-штамповочного производства, в частности к устройствам для загрузки заготовок в нагреватель, выгрузки из него и подачи в обрабатывающую машину, например радиально-обжимнзпо машину, горизонтально-ковочную и т.п. Известно устройство для подачи штучных заготовок в рабочую зону штампа, содержащее раму, смонтированный на раме магазин с отсекателем, приводные поворотные клепщ для захвата заготовок, вьшолненные в виде рычагов, смонтированных на общей оси, закрепленной на раме, один из которых установлен с возможностью взаимодействия с отсекателем, и узел промежуточной перекладки заготовок ftj. Недостатком известного устройства является невозможность обеспечить прерывистый цикл подачи заготовки с выстоем ее на промежуточной позиции перекладки. Целью изобретения является расширение технологических возможностей устройства. Поставленная цель достигается тем, что в устройстве для подачи с промежуточной перекладкой загото-вок, содержащем раму, смонтированный на раме магазин с отсекателем, приводные поворотные клещи для захвата заготовок, вьшолненные в виде рыча гов, смонтированнъос на общей оси, закрепленной на раме, один из которы установлен с возможностью взаимодействия с отсекателем, и узел промежуточной перекладки заготовок, магазин выполнен с подпружиненной заслонкой, один из рычагов клещей подпружинен к другому рычагу, который установлен с возможностью периодического взаимо действия с магазином, узел промежуточной перекладки заготовок вьшолнен в виде лотка, образованного наклонно йеподвижно закрепленной на раме и по воротной от привода частей, поворотная часть лотк выполнена с вырезами по торцу под клещи, а неподвижная часть снабжена досыпателем заготовок, кинематически связанным с поворотной частые лотка. На фиг.1 изображено предлагаемое устройство(со стороны торцов заготовок) в исходном полсякении; на фнг.2вид А (повернуто) на фиг.1 (в момент попадания заготовки в машину). Устройство содержит раму 1 и размещенные на ней магазин 2 с подпружиненным отсекателем 3, ограничителем 4 и подпружиненной заслонкой 5; установленные на оси 6 клещи в виде рычагов 7 и 8 с захватами 9 и пружиной 10; каретку 11 с приводом (условно не показан), несущую привод 12 рычагов 7 и 8 и расположенную роликами 13 на штангах 14; лоток 15 с приводом 16; досьщатель 17 заготовки. Ограничитель 4 служит для выравнивания торцов, улаженных в накопитель заготовок, положение ограничителя 4 регулируется в зависимости от длины подаваемых заготовок. Заслонка 5 вместе с захватами 9 (но за пределами захватов 9) закрывает i паз магазина, 2, через } оторый заготовки выходят из него. Рычаг 7 соединен с приводом 12 серьгой 18, а с рычагом 8 - пружиной 10, он воздействует на отсекатель 3 через регулировочный винт 19. Каретка 11 имеет три пары роликов 13: две пары накладьюаются на штанги 14 сверху, третьяпара подпружинена к штанге 14 снизу. У лотка 15 выполнены вырезы ся для прохождения захватов 9 и закреплен копир 20. Досыпатёль 17 представляет собой двуплечий составной рычаг, одно плечо которого взаимодействует с копир ом. 20, закрепленным на лотке 15. Длина второго плеча регулируется относительно торца заготовки. Рычаг посажен на ось 21, смонтированную на раме 2, В исходном положении устройства рычаг подпирает заготовку с торца. Поверхности магазина 2 и лотка 15, контактирующие с заслонкой,снабжены выступами б, соответствующими профилю продольного сечения заготовки. В исходном полож(ении устройства рычаг 8 упирается в магазин 2, рычаги 7 и 8 разведены и между захва- ; тами 9 образуется промежуток, достаточный для опускания нижней заготовки 22 в магазине 2 на его дно, при зтом конец заготовки 22 лежит на правом захвате 9. С боков заготовка ориентируется стенкой магазина 2, захватами 9 и заслонкой 5. Устройство установлено рядом с нагревателем и обрабатывающей машиной 24. Устройство работает следующим обазом.
J 1
По сигналу, получаемому от оператора или (в автоматическом режиме) UT ковочной машины, включается при/вод )1чага 7,который через серьгу 18 получает движение поворота. Левый захват 9 перемещает заготовку 22 до правого захвата 9, который пока стоит неподвижно, прижимаемый к магази ну 2 пружиной 10. Зажав заготовку 22 захватами 9 усилием пружины 10, . рычаги 7 и 8 поворачиваются вместе и совмещают ось заготовки с осью О нагревателя 23. При этом заслонка 5 отводится заготовкой 22 и по прохождении ее возвращается в исходное положение. Освобожденный от воздействия рычага 7 через винт 19 подпружиненнь отсекатель 3 поворачивается и упирается в нижнюю из оставшихся заготовок удерживая их вверху. Каретка 11 с рычагами 7 и 8 перемещается к нагревателю 23, вносит в него передний конец зажатой заготовки и включает репе времени, которое отсчитывает заданное время нагрева, после окончания которого каретка 11 идет назад. Лоток 15 поднимается и выхватывает заготовку из захватов 9, Освобожденная заготовка скатывается по лотку 15 на склиз обрабаты76754
вающей машины 24 и попадает на загру3O4HJTO позицию последней. Механизмы возвращаются в исходное положение. Опускающийся лоток 15 копиром 20 , поворачивает рычаг досылателя 17, который подпирает принесенную на склиз машины 24 заготовку, ориентируя ее. При повороте рычагов 7 и 8 в исходное полоз1 ение сначала рычаг 8 упирается в магазин 2 и останавли10
вается, затем рычаг 7 отводит отсекатель 3 и также останавливается. Освобожденные отсекателем 3 заготовки опускаются и нижняя из них занимает, нужное положение. Подаватель гоtsтов к очереднсжу цикпу.
Последовательность срабатывания механизмов подавателя.обеспечивает,ся системой концевых переключателей, .
0 скорость движения регулируется дросселями в системе управления.- Усилие пружин также регулируется. При настройке на новую длину заготовки изменяется положение ограничителя 4 и
5 досыпателЯч 17.
В предложенном устройстве по сравнению с известным возможно обеспечить цикл работы с остановкой заготовки на промежуточной позиции.
/
Г
-24
20 21 17 фиг 2
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Устройство для дозированной подачи заготовок | 1985 |
|
SU1284909A1 |
| Автоматическая линия для изготовления деталей типа штанг | 1985 |
|
SU1287974A1 |
| УСТАНОВКА ДЛЯ УКЛАДКИ ШТУЧНЫХ ИЗДЕЛИЙ В КАРТОННЫЕ ЯЩИКИ | 1991 |
|
RU2005678C1 |
| Устройство для поштучной подачи заготовок в рабочую зону пресса с одновременным их смачиванием | 1987 |
|
SU1493365A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| Устройство для установки заготовок в пресс | 1988 |
|
SU1523233A1 |
| Устройство для сварки арматурных сеток с укороченными поперечными стержнями, смещенными к ее боковым сторонам | 1978 |
|
SU725761A1 |
| Питатель токарного многошпиндельного станка | 1985 |
|
SU1323331A1 |
УСТРОЙСТВО ДЛЯ ПОДАЧИ С Щ 0НЕЖУТОЧНОЙ ПЕРЕКЛАДКОЙ ЗАГОТОВОК К ОВРАБАТЫВАНЩЕЙ МАШИНЕ, содержащее раму,, смонтированный на раме магазин с отсекателем, приводные поворотные клещи для захвата загото- . вок, вьтолненные. в виде рычагов, смонтированнь1к на общей оси, закрепленной на раме, один из которых установлен с возможностью взаимо-. действия с отсекателем, и узел промежуточной перекладки заготовок, о т л и ч а ю щ е е с -я тем, что, с целью расширения его технологических возможностей, магазин выполнен с подпружиненной заслонкой, один из рь1чагов клещей подпружинен к другому рычагу, который установлен с возможностью периодического взаимодействия с магазином, узел промежуточной перекладки заготовок выполнен в виде лотка, образованного наклонной, неподвижно закрепленной на раме и поворотной от привода частей, поворотная часть лотка вы(О полнена с вырезами по торцу под клещи, а неподвижная часть снабжена . досылателем заготовок, кинематически связанным с поворотной частью в лотка. to о J сд
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Агрошенко А.П | |||
| Механизация и автоматизация горячей штамповки | |||
| М.-л; | |||
| Машиностроение, 1965, с | |||
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |
| Деревянный торцевой шкив | 1922 |
|
SU70A1 |
