Изобретение относится к автоматизации технологических процессов в кузнечно-прес- сЬвом производстве и может быть использовано при производстве деталей типа круглых прутков и труб.
Цель изобретения - повышение производительности и расширение технологических возможностей автоматической линии, а также повышение надежности и снижение энергоемкости.
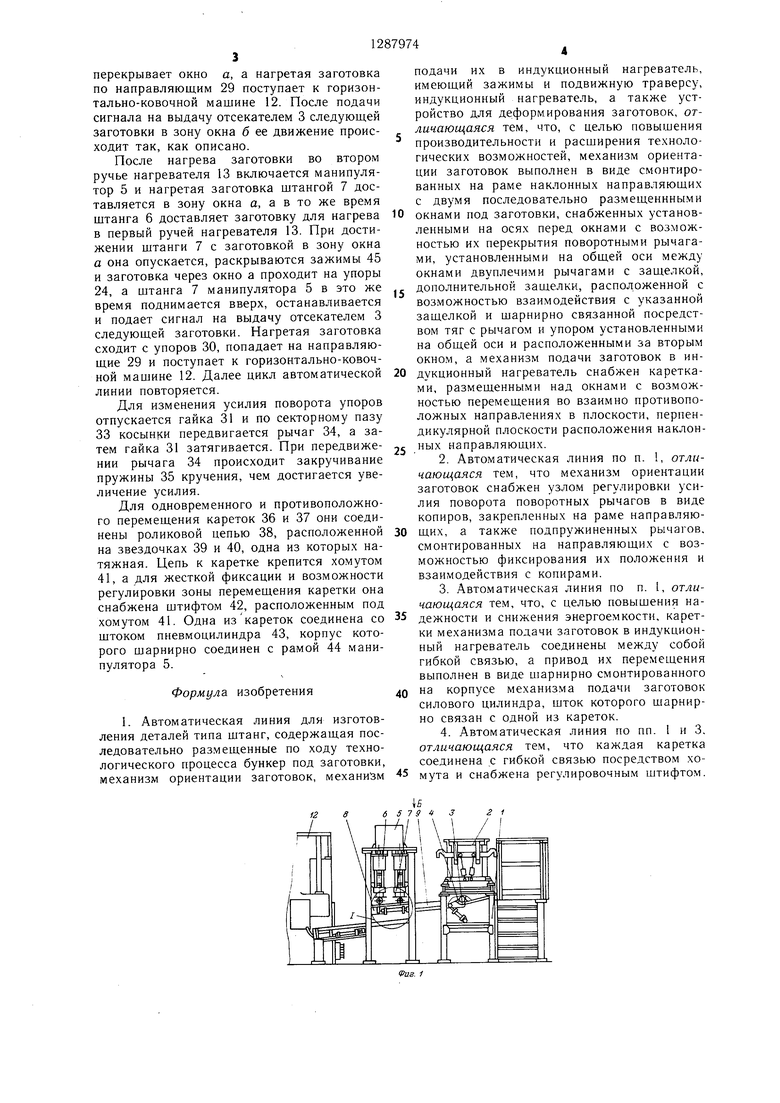
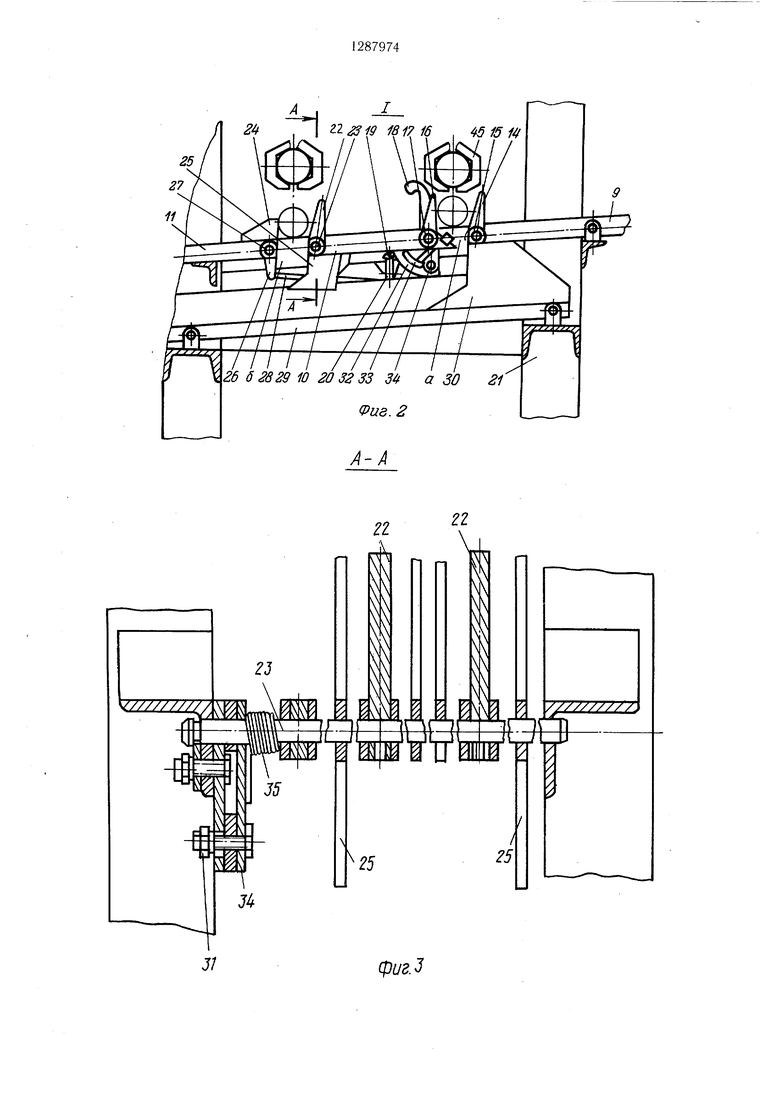
На фиг. 1 показана автоматическая линия, вид спереди; на фиг. 2 - узел I на фиг. li на фиг. 3 - сечение А-А на фиг. 2 на фиг. 4 - вид Б на фиг. 1; на фиг. 5 - сечение В-В на фиг. 4.
Автоматическая линия для изготовления деталей типа штанг содержит эстакаду 1, бункер 2 под заготовки, отсекатель 3, имеющий упор 4, механизм подачи заготовок в виде манипулятора 5, снабженного перемешающимися штангами 6 и 7, механизм 8 ориентации заготовок, наклонные направляющие 9-11, горизонтально-ковочную мащин-у 12 и индукционный нагреватель 13. Механизм 8 ориентации заготовок содержит рычаг 14, посаженный на ось 15, рычаг 16, посаженный на ось 17, защелку 18, жестко закрепленную на оси 17, защелку 19, посаженную на ось 20 и закрепленную на раме 21, рычаг 22, посаженный на ось 23, упор 24, выполненный заодно с направляющей 10, упоры 25, упор 26, посаженный на ось 27 и щарнирпо соединенный посредством тяги 28 с защелкой 19, направляющую 29, унор 30, выполненный заодно с направляющей 29, гайку 31, копиры в виде косынки 32 с секторным пазом 33, рычаг 34 и пружины 35. Манипулятор 5 снабжен каретками 36 и 37, которые соединены роликовой цепью 38, распо.тоженной на звездочках 39 и 40. Цепь к кареткам крепится хомутом 41 и штифтом 42. Одна из кареток соединена с пневмоцилиндром 43, шарнирно закрепленным на раме 44 манипулятора 5. Штанги 6 и 7 манипулятора 5 расположены таким образом, что их движение в зону индукционного нагревателя 13 и обратно противоположны. Исходным расположением штанг 6 и 7 манипулятора 5 считается, когда штанга 6 находится над окном б, а штанга 7 соответственно в зоне нагрева заготовки - в индукционном нагревателе. Штанги 6 и 7 снабжены зажимами 45.
Автоматическая линия работает следующим образом.
При устанбвке бункера 2 на эстакаду 1 створки днища раскрываются, образуя щель, равную диаметру (с зазором) заготовки. Скатываясь, заготовки упираются в упор 4. Включается автоматическая линия и при расположении штанги 6 манипулятора 5 над окном б поступает команда на отсекатель 3. Отсекателем 3 заготовки по одной штуке и в заданном темпе подаются по нак
лонным направляющим 9 в зону .механизма 8 ориентации заготовок. Заданный темп подачи заготовок обеспечивается электрической блокировкой отсекателя 3 со штангами 6 и 7 манипулятора 5, расположенными в верхнем положении при незакрытых зажимах.
Механизм 8 ориентации заготовок представляет собой рычажную систе.му и работает следующим образом.
Движущаяся по направляющим 9 заготовка нажимает на рычаг 14, поворачивает его вокруг оси 15 и перекрывает окно а. Далее заготовка нажимает на рычаг 16, поворачивает его вокруг оси 17, а защелка 18, заходя в зацепление с защелкой 19, стопорит его. Освободившийся рычаг 14 под действием пружины кручения возвращается в исходное положение. Движущаяся далее по направляющим 10 заготовка упирается в рычаг 22, поворачивает его вокруг оси 23, перекрьшает окно б и упирается в упор 24 направляющих 11. В этом положении заготовка сориентирована для подачи манипулятором в первый ручей нагревателя 13. Опускается штанга 6 манипулятора 5, захватывает зажимами 45 заготовку, поднимается вверх и останавливается. Рычаг 22 в это время под действием пружины кручения возвращается в исходное положение, открывая окно б. Штангой 6 манипулятора 5 заготовка подается в нагреватель 13, а щтанга 7 манипулятора 5 в это время приходит в зону окна а, опускается, раскрываются зажимы 45, поднимаются вверх, останавливается и подается сигнал на подачу отсекателем 3 следующей заготовки. Она движется по наклонны.м направляющим 9, нажимает на рычаг 14, поворачивает его вокруг оси 15, перекрывает окно а и упирается в упор рычага 16. В этом положении заготовка сориентирована для подачи манипулятором во второй ручей нагревателя 13. Опускается щтанга 7 манипулятора 5, захватывает зажимами 45 заготовку, поднимается вверх и останавливается. В это время рычаг 14 под действие. пружины кручения возвращается в исходное положение, открывая окно а. Цосле нагрева заготовки в первом ручье нагревателя 13 включается манипулятор 5 и нагретая заготовка штангой 6 доставляется в зону окна б, а в это время штанга 7 доставляет заготовку для нагрева во второй ручей нагревателя 13. Цри достижении штанги 6 (с заготовкой) в зону окна б она опускается, раскрываются ее зажимы 45 и заготовка проходит через окно б на упоры 25, нажимает на упор 26, поворачивает его вокруг оси 27, посредством тяги 28 выводит зашелку 18 из зацепления защелки 19, посаженной на ось 20, закрепленную на раме 21. Под действием пружины кручения рычаг 16 и зашелка 18 возвращается в первоначальное положение и рычаг 16
перекрывает окно а, а нагретая заготовка по направляющим 29 поступает к горизонтально-ковочной машине 12. После подачи сигнала на выдачу отсекателем 3 следующей заготовки в зону окна б ее движение происходит так, как описано.
После нагрева заготовки во втором ручье нагревателя 13 включается манипулятор 5 и нагретая заготовка штангой 7 доставляется в зону окна а, а в то же время щтанга 6 доставляет заготовку для нагрева в первый ручей нагревателя 13. При достижении штанги 7 с заготовкой в зону окна а она опускается, раскрываются зажимы 45 и заготовка через окно а проходит на упоры 24, а штанга 7 манипулятора 5 в это же время поднимается вверх, останавливается и подает сигнал на выдачу отсекателем 3 следующей заготовки. Нагретая заготовка сходит с упоров 30, попадает на направляющие 29 и поступает к горизонтально-ковоч10
15
подачи их в индукционный нагреватель имеющий зажимы и подвижную траверсу индукционный нагреватель, а также устройство для деформирования заготовок, ог- личающаяся тем, что, с целью повышения производительности и расширения технологических возможностей, механизм ориентации заготовок выполнен в виде смонтированных на раме наклонных направляющих с двумя последовательно размещеннными окнами под заготовки, снабженных установленными на осях перед окнами с возможностью их перекрытия поворотными рычагами, установленными на общей оси между окнами двуплечими рычагами с защелкой дополнительной защелки, расположенной с возможностью взаимодействия с указанной защелкой и шарнирно связанной посредством тяг с рычагом и упором установленными на общей оси и расположенными за вторым окном, а механизм подачи заготовок в инной машине 12. Далее цикл автоматической 20 дукционный нагреватель снабжен кареткалинии повторяется.
Для изменения усилия поворота упоров отпускается гайка 31 и по секторному пазу 33 косынки передвигается рычаг 34, а затем гайка 31 затягивается. При передвиже- js НИИ рычага 34 происходит закручивание пружины 35 кручения, чем достигается увеличение усилия.
Для одновременного и противоположного перемещения кареток 36 и 37 они соедими, размещенными над окнами с возможностью перемещения во взаимно противоположных направлениях в плоскости, перпендикулярной плоскости расположения наклонных направляющих.
2. Автоматическая линия по п. , отличающаяся тем, что механизм ориентации заготовок снабжен узлом регулировки усилия поворота поворотных рычагов в виде копиров, закрепленных на раме направляюнены роликовой цепью 38, расположенной ЗО щих, а также подпружиненных рычагов, на звездочках 39 и 40, одна из которых натяжная. Цепь к каретке крепится хомутом 41, а для жесткой фиксации и возможности регулировки зоны перемещения каретки она снабжена штифтом 42, расположенным под хомутом 41. Одна из кареток соединена со штоком пневмоцилиндра 43, корпус которого шарнирно соединен с рамой 44 манипулятора 5.
35
смонтированных на направляющих с возможностью фиксирования их положения и взаимодействия с копирами.
3.Автоматическая линия по п. 1, отличающаяся тем, что, с целью повышения надежности и снижения энергоемкости, каретки механизма подачи заготовок в индукционный нагреватель соединены между собой гибкой связью, а привод их перемещения выполнен в виде шарнирно смонтированного на корпусе механизма подачи заготовок силового цилиндра, шток которого шарнирно связан с одной из кареток.
Формула изобретения
1. Автоматическая линия для изготовления деталей типа штанг, содержащая последовательно размешенные по ходу технологического процесса бункер под заготовки.
40
3.Автоматическая линия по п. 1, отличающаяся тем, что, с целью повышения надежности и снижения энергоемкости, каретки механизма подачи заготовок в индукционный нагреватель соединены между собой гибкой связью, а привод их перемещения выполнен в виде шарнирно смонтированного на корпусе механизма подачи заготовок силового цилиндра, шток которого шарнирно связан с одной из кареток.
4.Автоматическая линия по пп. 1 и 3. отличающаяся тем, что каждая каретка соединена с гибкой связью посредством хомеханизм ориентации заготовок, механизм 45 мута и снабжена регулировочным штифтом.
подачи их в индукционный нагреватель, имеющий зажимы и подвижную траверсу, индукционный нагреватель, а также устройство для деформирования заготовок, ог- личающаяся тем, что, с целью повышения производительности и расширения технологических возможностей, механизм ориентации заготовок выполнен в виде смонтированных на раме наклонных направляющих с двумя последовательно размещеннными окнами под заготовки, снабженных установленными на осях перед окнами с возможностью их перекрытия поворотными рычагами, установленными на общей оси между окнами двуплечими рычагами с защелкой, дополнительной защелки, расположенной с возможностью взаимодействия с указанной защелкой и шарнирно связанной посредством тяг с рычагом и упором установленными на общей оси и расположенными за вторым окном, а механизм подачи заготовок в инми, размещенными над окнами с возможностью перемещения во взаимно противоположных направлениях в плоскости, перпендикулярной плоскости расположения наклонных направляющих.
2. Автоматическая линия по п. , отличающаяся тем, что механизм ориентации заготовок снабжен узлом регулировки усилия поворота поворотных рычагов в виде копиров, закрепленных на раме направляющих, а также подпружиненных рычагов,
щих, а также подпружиненных рычагов,
смонтированных на направляющих с возможностью фиксирования их положения и взаимодействия с копирами.
3.Автоматическая линия по п. 1, отличающаяся тем, что, с целью повышения надежности и снижения энергоемкости, каретки механизма подачи заготовок в индукционный нагреватель соединены между собой гибкой связью, а привод их перемещения выполнен в виде шарнирно смонтированного на корпусе механизма подачи заготовок силового цилиндра, шток которого шарнирно связан с одной из кареток.
4.Автоматическая линия по пп. 1 и 3. отличающаяся тем, что каждая каретка соединена с гибкой связью посредством хомута и снабжена регулировочным штифтом.
А.I
1716 5151
n
//// / /// / / /
26 6 2829 10 20 32 33 3 а 30 Фиг. 2
21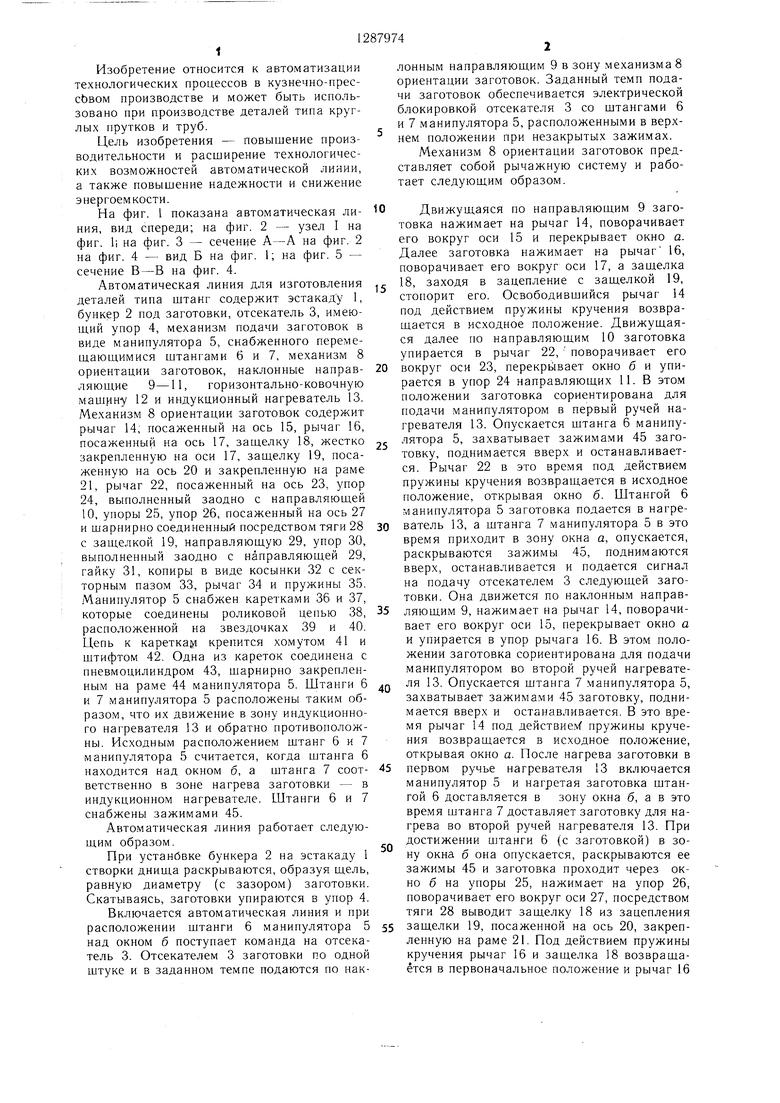
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ ПРЕИМУЩЕСТВЕННО ЗВЕНЬЕВ ГУСЕНИЧНОЙ ЦЕПИ | 1992 |
|
RU2035254C1 |
| Автоматическая линия штамповки поворотных кулаков | 1987 |
|
SU1466868A1 |
| АВТОМАТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ КРУПНЫХ ПОКОВОК С ВЫТЯНУТОЙ ОСЬЮ | 2003 |
|
RU2262436C2 |
| Автоматическая линия для многопереходной штамповки | 1987 |
|
SU1565563A1 |
| Автоматическая линия для изготовления деталей типа скоб | 1982 |
|
SU1134351A1 |
| Линия для изготовления и сборки грифов музыкальных инструментов | 1983 |
|
SU1169013A1 |
| Автоматическая линия для изготовления деталей типа стержней | 1981 |
|
SU1016010A1 |
| Установка для автоматизированного нагрева заготовок | 1979 |
|
SU871959A1 |
| Устройство для сборки узла якоря с толкателем герметичного реле | 1983 |
|
SU1098049A1 |
| Полуавтоматическая линия для сборки,преимущественно,петель | 1983 |
|
SU1088912A1 |
Изобретение относится к обработке металлов давлением, а именно к конструкциям автоматических линий для изготовления деталей типа штанг. Целью изобретения является повышение производительности и расширение технологических возможностей автоматической линии, а также повышение надежности и снижение энергоемкости. Средства ориентации заготовок и их подача на позиции нагрева и обработки позволяют синхронно и точно брать, переносить и опускать заготовки на нужную позицию при обеспечении непрерывности технологического процесса нагрева и высадки. 3 з.п. ф-лы, 5 ил. i (Л to 00 х 4
фиг.
В ид Б
38
-39
Pus. 5
Составитель А. Быстрое
Редакторы. БобковаТехред И. ВересКорректор С. Черни
Заказ 7750/11Тираж 605Подписное
ВНИИПИ Государственного комитата СССР по делам изобретений и открытий
П3035, Москва, Ж-35, Раушская наб., д. 4/5 Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Автоматическая линия для изготовления деталей типа стержней | 1981 |
|
SU1016010A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
