Изобретение относится к индукционному нагреву заготовок, например перед операциями горячего формообраг зования.
Известна установка для нагрева за готовок, содержащая питатель, механизм загрузки, индуктор, располо.женньй над ним зажим и контейнер с ,. распылителем Tl3.
Недостатком известной установки является ограниченная производительность , обусловленная не только необходимьм временем нагрева концов заготовок из легированной стали и вьщержкой их в течение одной-двух секунд в среде распыляемой соли, но и конструкцией контейнера, с распьшителем, расположенным рядом с индуктором. Конструкция и взаимное расположение контейнера с распылителем обуславливают перед вьщачей нагретой заготовки совершать ее подъем из индуктора, перемещение и опускание в контейнер с распьшителем, вьщержку в контейнере,, а затем лишь вьщачу с контейнера. .. Перемещение нагретых заготовок в контейнер с распылителем не только растягивает длительность кинематического цикла, но и вызывает нежелательное охлаждение и окисление заготовок, спрсобствзтощих образованию трещин.
Целью изобретения является повышение производительности и качества нагрева заготовок. ,
Поставленная цепь достигается тем, что установка для нагрева заготовок, содержащая питатель, механизм загрузки, индуктор, расположенный над ним зажим и контейнер с распьшителем, снабжена распылителем с приводом его горизонтального перемещения, при этом контейнер с распылителем расположены под индуктором на одной вертикальной оси.
На чертеже изображена предлагаема установка.
установка содержит связанные с системой питания и ; управления (на чертеже не показаны) питатель 1 и индуктор 2 с зажимами 3, расположен- ными вдоль траектории перемещения сквата 4 механизма загрузки. Под индуктором 2 закреплен контейнер 6 и периодически сопрягаемьй с ним распылитель 7 с приводом 8j установленным с возможностью отвода распылителя перед сбрасыванием заготовки 9. Индуктор 2 имеет трубопровод IQ для подвода азота, а распыпитель 7 - трубо провод 11 для подвода сжатого воздуха в зону расположения поваренной соли 12.
Установка работает следзтощим образом..
Механизм 5 загрузки захватывает схватом 4 заготовку 9 из питателя 1 и перемещает ее в индуктор. Зажим 3 зажимает ее и удерживает до окончания нагрева в индукторе, а схват 4 отводится для обслуживания следующей ячейки. Нагрев заготовок 9 осуществляется по времени. Нагрев осуществляется в защитной среде азота, подводимого через трубопровод 10. За одну-две секунды до окончания нагрева заготовок 9 через трубопровод 11 подается сжатый воздух, обеспечивающий распыление соли 12 в зоне нахождения нагретой заготовки9. С циклом распыления соли 12 совмещены циклы захвата нагретой заготовки схватом 4 и разжатие зажима 3. При окончании распыления соли.12 механизм 5 загрузки выдает нагретую заготовку 9 непосредственно в зону-обработки и цикл повторяется в описанной последовательности. В случаях, когда к моменту окончания нагрева заготовки 9 схват 4 по каким-либо причинам не может обеспечить ее своевременный захват, привод 8 отводит распылитель 7 в сторо.ну и при разжатии зажима 3 перегретая заготовка сбрасывается на провал
Технические преимущества предлагаемого изобретения заключаются в . совмещении контейнера и распылителя поваренной соли с индуктором и в наличии привода, расположенного с возможностью подвода распылителя к индуктору с нижней стороны на заданное время.
Экономические преимущества предлагаемого изобретения заключаются в сокращении длительности цикла, связанном с нагревом и вьщержкой заготовок в среде распыленной поваренной соли, ив исключении цикла перемещения нагретой заготовки в окислительной .среде перед напылением на ее поверхность поваренной соли..
Годовая экономия от использования одной установки для нагрева заго3товок режущих инструментов составляет 16 тыс.руб. за счет экономии от повышения производительности, 11279104 экономии от улучшения качества поковок сверл и экономии от сокращения . расхода электроэнергии.
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗОГНУТЫХ ИЗДЕЛИЙ | 2003 |
|
RU2256526C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ИЗ СМЕСИ ПОРОШКОВ НА ОСНОВЕ ВОЛЬФРАМА, УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ И ПИТАТЕЛЬ УСТРОЙСТВА | 2005 |
|
RU2305024C2 |
| Установка для индукционного нагрева и подачи на последующую обработку листовых заготовок | 1984 |
|
SU1268625A1 |
| Установка для пайки стыковых соединений трубчатых изделий | 1989 |
|
SU1738515A1 |
| Роторное устройство для обкатки трубчатых заготовок | 1988 |
|
SU1641489A1 |
| Автоматическая линия безоблойной штамповки | 1980 |
|
SU889482A1 |
| Способ загрузки токарных полуавтоматов деталями для их двусторонней обработки и автоматическая линия для его осуществления | 1988 |
|
SU1662807A1 |
| Автоматическая линия горячей штамповки | 1988 |
|
SU1671393A1 |
| Двухпозиционная электроконтактная установка для нагрева заготовок | 1989 |
|
SU1669989A1 |
| Робототехнический комплекс | 1981 |
|
SU1034892A1 |
УСТАНОВКА ДЛЯ НАГРЕВА ЗАГОТОВОК, содержащая питатель, механизм загрузки, индуктор, расположенный над ним зажим и контейнер с распылителе, отличаю1в;аяся теи, что, с целью повышения произвол дительности и качества нагрева, она снабжена распылителем с приводом его горизонтального перемещения, при этом контейнер с распьтителем расположёны под индуктором на одной вертикальной оси.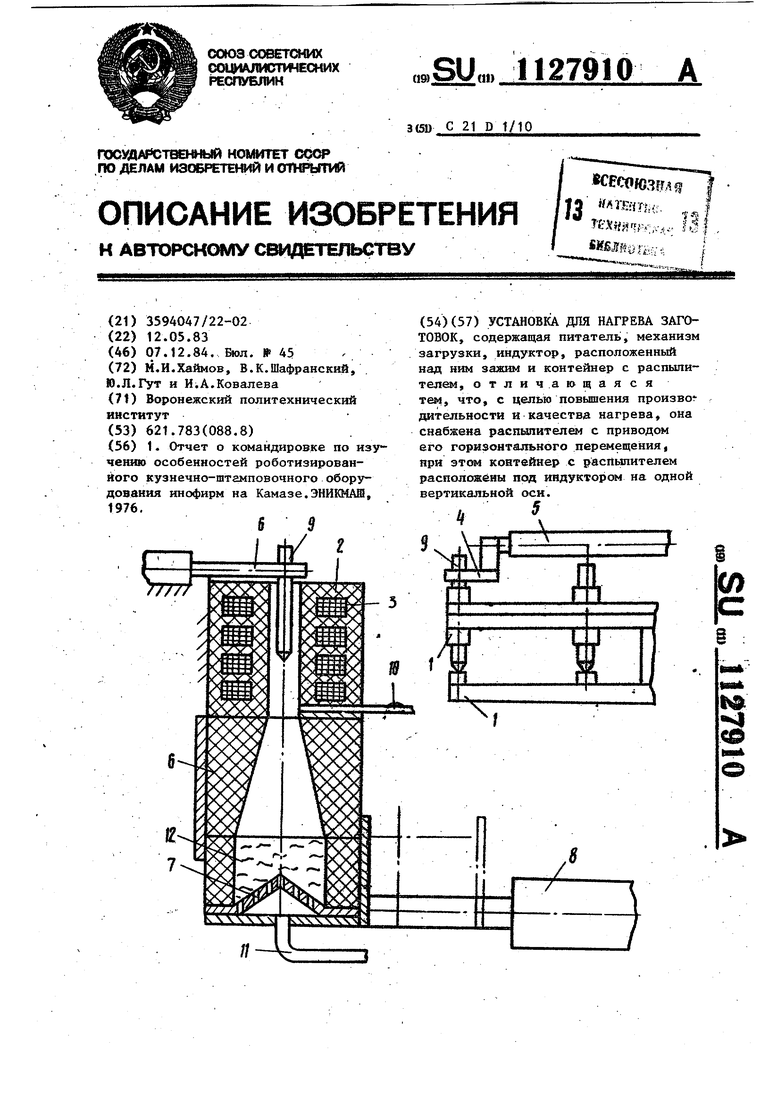
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Планшайба для точной расточки лекал и выработок | 1922 |
|
SU1976A1 |
