LO
С
| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Автоматизированная линия горячей штамповки | 1980 |
|
SU940985A1 |
| Автоматическая линия | 1978 |
|
SU893584A1 |
| Автоматическая линия горячей штамповки | 1980 |
|
SU940986A1 |
| Автоматическая линия горячей штамповки | 1987 |
|
SU1505660A1 |
| Линия для штамповки деталей из листового материала | 1985 |
|
SU1282946A1 |
| Гибкий производственный модуль холодной листовой штамповки | 1986 |
|
SU1535665A1 |
| Агрегат для малоокислительного нагрева | 1968 |
|
SU448911A1 |
| Автоматическая линия | 1982 |
|
SU1043036A1 |
| Автоматизированная линия штамповки деталей | 1986 |
|
SU1389914A1 |
Изобретение относится к обработке металлов давлением. Цель изобретения - повышение качества получаемых деталей и стойкости штампового инструмента. Автоматическая линия горячей штамповки содержит размещенные последовательно и связанные между собой устройство поштучной подачи заготовок, печь, устройство загрузки-выгрузки заготовок из печи, пресс, устройство транспортировки нагретых заготовок, разбраковки их по степени нагрева и загрузки в рабочее пространство пресса, размещенное между печью и прессом, устройство контроля температуры заготовок в штампе и пульт управления, устройство автоматического регулирования заданной температуры нагрева печи с механизмом перемещения задатчика температуры. При изменении режима нагрева обрабатываемых заготовок команда с пульта управления перемещает задатчик температуры печи на нужную величину. 1 ил.
Изобретение относится к обработке металлов давлением, а именно к автоматическим линиям горячей штамповки изделий из компактных и порошковых материалов, и может быть использовано в машиностроении и приборостроении.
Целью изобретения является повышение качества получаемых деталей и стойкости штампового инструмента
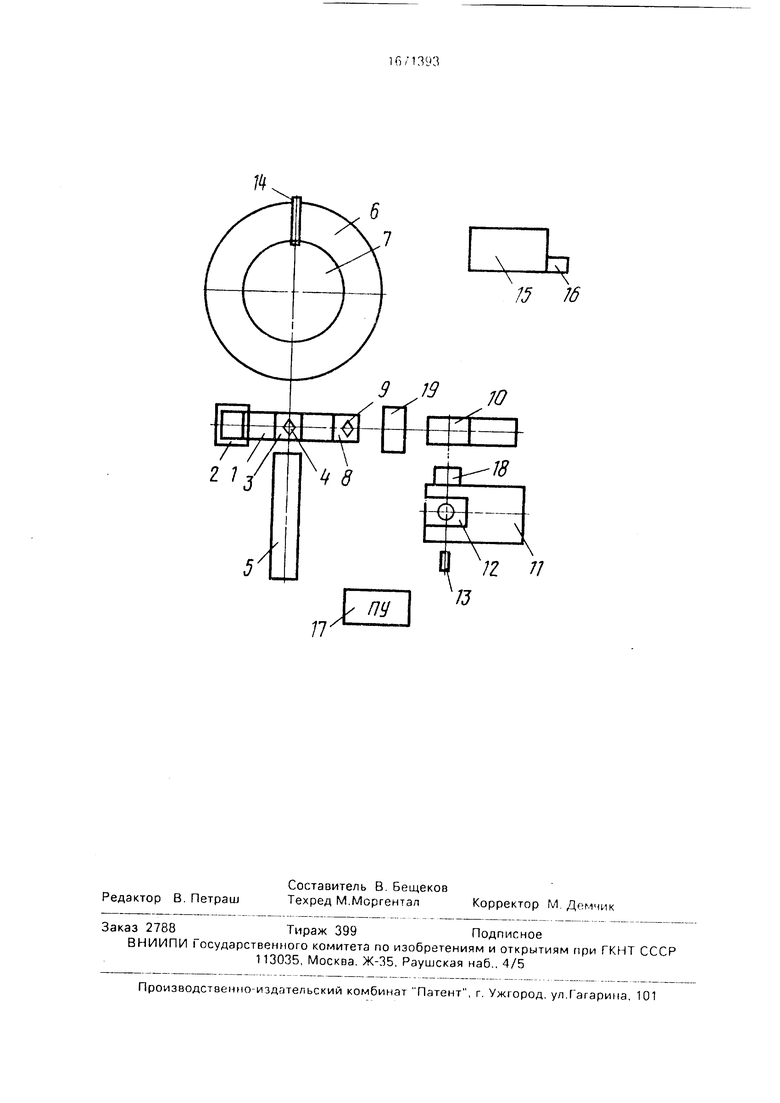
На чертеже представлена схема автоматической линии.
Автоматическая линия содержит устройство 1 поштучной подачи заготовок, имеющее питатель 2, в который вертикальным набором закладывается партия заготовок, гнездо 3 поштучной подачи холодных заготовок под схват 4 устройства 5 загрузки-выгрузки заготовок из карусельной печи 6, которая имеет пошагово-врэщающиися под
7, и гнездо 8 поштучной подачи нагретых эагоювок под схват 9 устройства 10 транспортирования нагретых заготовок, разбраковки их по степени нагрепа и загрузки, выполненного в виде промышленного робота, в рабочее пространство прегса 11, комк- р е т н о п ш т а м п 12 У с т р о и с т и о i О (промышленный робот) расположено между карусельной печью 6 и прессом 11. В рабочем пространстве пресса 1 1 размещено устройство 13 контроля температуры заготовок непосредственно перед их штамповкой, ( псрое выполнено о пнде двух датчиков фотопирометрического типа, а на карусельной печи 6 установлен датчик 14 контроля температуры печи.
Автоматическая линия также имеет прибор 15 автоматического регулирования на- греол п.г.и, снабженный механизмом 16,
.
CN XI ,-л
со о
со
: , 1,/iHi in n IN г тде in л го no г о тлп грп/чшг а те; лл перемещения задатчика температур i в r i 5рон j уг-. оцыиенич или увеличения в зани- гимэсти от показания устройства 13 контроля температуры заготовок, пульт 17 упряьл - пия линией в автоматическом режиме-, кгшеинеры 18 и 19 соответгтпенно для недпгj Lib x или neperpeibix заготовок и го- топыл ми с меи Прибор 15 автоматическою регулирования нагрева печи совместно с r fjA niir viM перемещения зад,этчика ro;i- ,n;i д. ji-Lii 11 гонгроля температуры црч, 1,- |,1 мио 13 контроля температуры загс г ч OK и г/льг 17 управления линией мрс«к юг собой систему аотоматиче- f г и f опррктиропкп заданной температуры
I г .. . liGV
1 -г, -)г ; ,г (Ч л ыил работает слрдуЮ1.1 1М O ,pr13C Vi
Сге т.пеогщгч технологического цикла ома, ч ,ч .--он линии осуществляются в ( ля- мг ч i,ni |. Л0 раммой, заложенной в г . i 1 }, р ипенич При перемещении и1 , Т и 8 усг, 1 поштучной подачи тот Of Р 1 К инее лепое положение i нез- ,го 3 1 ii1: /лея под питатепеп 2 нижняя . слотом а опуск ..отсн ь неги Гиез/ю 8 рас- iiri, чг.еи.я псд схвагом 4 устройсттза 5 за- myj ц-пмгрузки заготовок Одновременно и рем ,1 нием гнезд 3 и 8 cxnai 4 выдви- ло г с л и карусельную печь 6, захватывает н гпет/ п з зютовку с иода 7 и перемещается г, не од ое положение (в позицию над пчздоп ) i;ie разжимается и заютовка от-/г ,ii сч ч гнездо 8
При г ( гомо-аснпи гнезд 3 и 8 устройст- TiT I noi iiv-po1-1 подачи заютовок в крайнее припое попожепие гнездо 3 с холодной за- т (почкпи .кат таетсч под охватом 4 устрой- ciiia 5 загрузки-выгрузки aarotOooK, a 8 под схватом 9 промышленного рп юта Ю Холодная заготовка зазчимзется гммтом 1 млрпис на 5 заi рузки выгрузки и порепс с.мся и под 7 карусельной печи 6 на осг,ог( uu (ьееся место, после чет о схиат 4 bosi pa-uaeic i n исходное появление, а под 7, совершая пошагово-вращательное дви- ЖРРП (lepencutdeiCH на один шаг В то же в|.гмя гиряч-чя заготовка схватом () |j,ji. пиленною робота 10 и псиьмо гмтщ ц IL 1МП 12, после 46io . iciBO 13 (г t-, 00 1 1 . итсрнтуры загоюгчж производит замер температуры заготовки, и при соответствии ее заданному технологическому интервалу температур подается команда на срабатывание пресса 11 Готовая деталь перемоситсч промышленным роботом 10 в контейнер 19, схват 9 выдвигается на исходную позицию
В случае несоответствия температуры заготовки заданному интервалу температур
0 заготовка промышленным роботом 10 переносится в контейнер 18 для отбракованных заготовок. Одновременно с пульта 17 управления на прибор 15 автоматического регулирования нагрева печи подается ко5 манда на корректировку заданной температуры нагрева карусельной печи 6, которая производится вращением шагового двигателя механизма 1C перемещения задатчика температуры на приборе 15 автоматическо0 го регулирования заданной температуры нагрева печи, величина коррекции равна половине допуска на технологическую трмпе- ратуру штамповки
В работе линии делается пауза 5 мин
5 для выхода карусельной печи 6 и заготовок, находящихся в ней, на откорректированную температуру. По окончании паузы работа линии возобновляется.
0Формула изобретения
Автоматическая линия горячей штамповки, содержащая размещенные по ходу технологического процесса и связанные между собой устройство поштучной подачи
5 заготовок, печь, устройство загрузки-выгрузки заготовок из печи, пресс, устройство транспортировки нагретых заготовок, разбраковки их по степени нагрева и загрузки в рабочее пространство пресса, размещен0 ное между печью и прессом, а также устройство контроля температуры заготовок в штампе и пульт управления, отличающаяся тем, что, с целью повышения качества получаемых деталей и стойкости
5 штампового инструмента, она снабжена устройством автоматического регулирования заданной температуры нагрева печи с механизмом перемещения задатчика температуры и датчиком контроля температуры,
0 функционально связанным с устройством контроля температуры заготовок в штампе и пультом управления
15 16
9 19
Ю
| Автоматизированная линия горячей штамповки | 1980 |
|
SU940985A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
