Известен способ вырубки плоских деталей, предварительно зажатых, например, статорных, роторных пластин, по которому пуансону одновременно с его движением сообщают вибрацию в направлении рабочего движения.
Получаемые при этом вырубленные детали обычно по периметру вырубки имеют заусенцы.
Предлагаемый способ исключает возможность образования заусенец на вырубаемых деталях.
Для этой цели вырубку производят поочередно установленными сверху и снизу колеблющимися пуансонами, амплитуда колебания которых превышает величину упругой деформации металла при поперечном сдвиге.
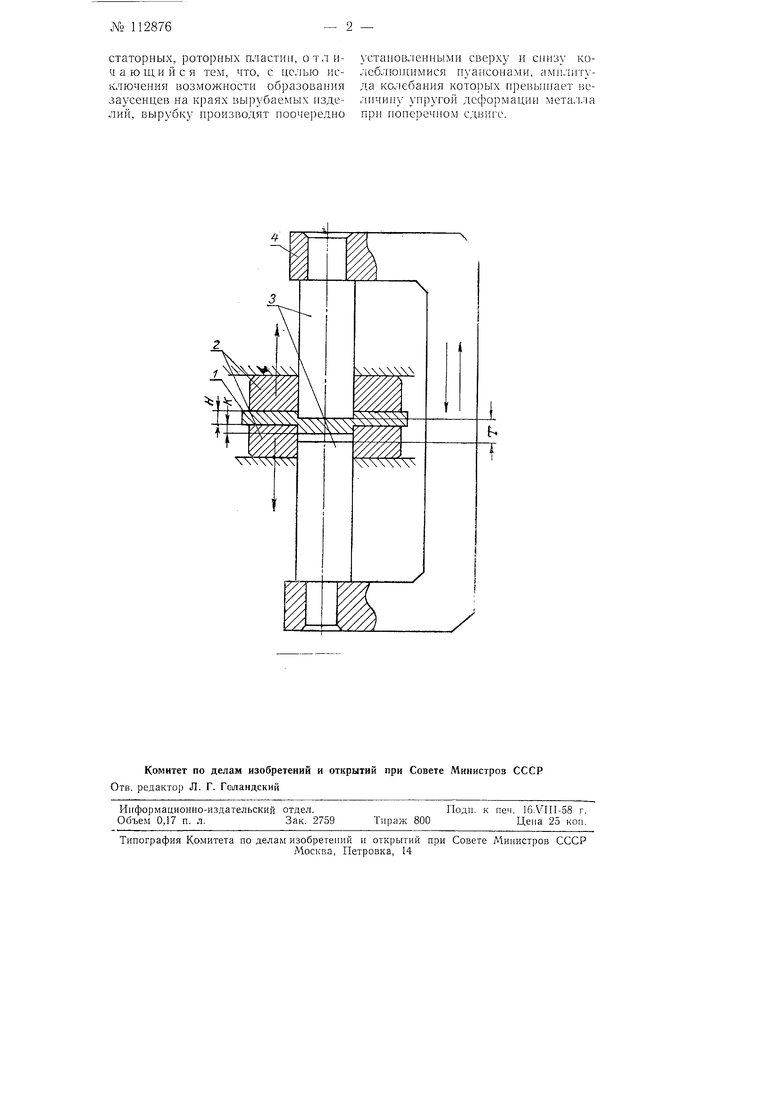
На чертеже изображена схема расположения пуансонов, осуществляющих вырубку детали.
Лента /, из которой вырубаются детали, зажимается между двумя жесткими матрицами 2.
Над лентой / сверху и снизу расположены пуансоны 3, закрепленные на скобе 4, соединенной с деформирующейся пружиной (на чертеже не показана), передающей пуансонам
колебания с амплитудой, превыщаюП1,ей величину упругой деформации металла при поперечном сдвиге.
В процессе вырубки детали из ленты / в первой стад1П происходит надрубка ленты по заданному контуру детали на величину К. Во второй стадии осуществляется вы1)убка по контуру на толщину Я-.2/С, где Я толщина ленты.
Режущие контуры пуансонов 3, расположенные на расстоянии Т, при постоянно колеблющихся пуансонах, не производят вырубки детали при раскрытых (раздвинутых) матрицах, вследствие того, что лента в этом случае не имеет жесткой опоры по вырубаемому контуру.
При постоянно вибрирующих пуансонах с постоянной амплитудой колебания происходит вырубка при замкнутых матрицах, при разомкнутых - цодача ленты.
Вырубленные детали по краям не имеют заусенец.
Предмет изобретения
Способ вырубки плоских деталей, предварительно зажатых, например.
статорных, роторных пластин, отл нчающийся тем, что, с нслыо исключения возможности образования заусенцев на краях вырубаемых издеЛИЙ, вырубку нроизводят поочередно при поперечиом сдвиге.
установленными сверху и снизу ко;1еблро1Димися пуансонами, ами.-пггуда колебания которых п 1евын1ает величину упругой деформации метал.па
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ двусторонней вырубки плоских деталей | 1980 |
|
SU959874A1 |
| Способ изготовления электрода-инструмента для электроэрозионной прошивки | 1980 |
|
SU891308A1 |
| ЛИНИЯ ДЛЯ РОТАЦИОННО-ПРОРЕЗНОЙ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ И РОТАЦИОННО-ПРОРЕЗНОЕ УСТРОЙСТВО ДЛЯ НЕЕ | 2020 |
|
RU2747203C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ СЛОЕВ | 1997 |
|
RU2167018C2 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ РУЛОНА ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2014 |
|
RU2584833C2 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ТРАПЕЦИЕВИДНЫХ ЗАГОТОВОК ИЗ РУЛОНА, ЛЕНТЫ ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2013 |
|
RU2572008C2 |
| СПОСОБ ПОЛУЧЕНИЯ БОРТА ОТВЕРСТИЯ СЛОЖНОГО ПО ГЕОМЕТРИИ В ПЛАНЕ НА ДЕТАЛИ | 1994 |
|
RU2095176C1 |
| СПОСОБ ВЫРУБКИ В ШТАМПЕ ДЕТАЛЕЙ | 2012 |
|
RU2522912C2 |
| Способ эксплуатации штампов для вырубки-пробивки | 1984 |
|
SU1310072A1 |
| УСТРОЙСТВО ДЛЯ РЕВЕРСИВНОЙ ВЫРУБКИ ШАЙБЫ ИЗ ЛИСТОВОЙ ЗАГОТОВКИ | 2008 |
|
RU2399451C2 |