Известен способ изготовления нз труб изделий с резко изменяющимися проходными сечениями, с применением гидравлического давления или давильника на станке, тина токарного.
Предлагаемый способ по срав; ению с известным предотвращает складкообразование деформируемого материала, что достигают изменением формы оправки в процессе обжатия.
Для осуществления способа применяют оправку, выполненную составной из полых, надетых один на другой и на цилиндрический хвостовик жесткой оправки цилиндров с рабочей поверхностью, выполненной по заданному профилю. В процессе обжатия цилиндры перемещ-аются в направлении течения металла один по другому.
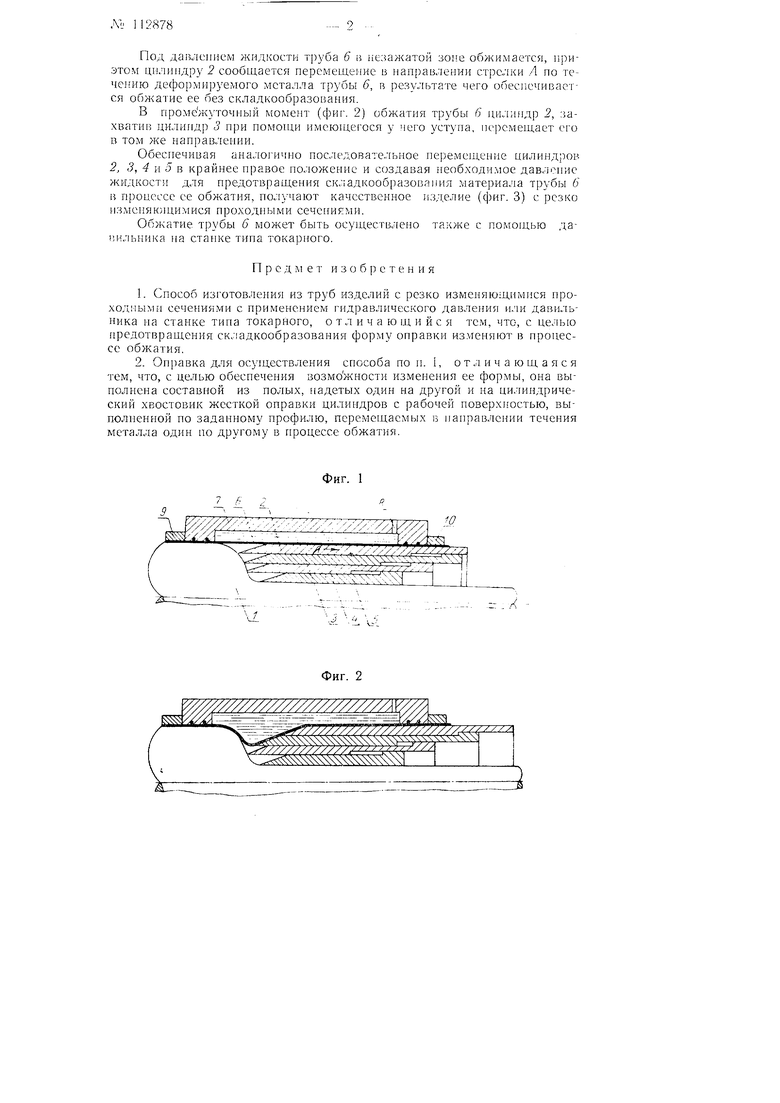
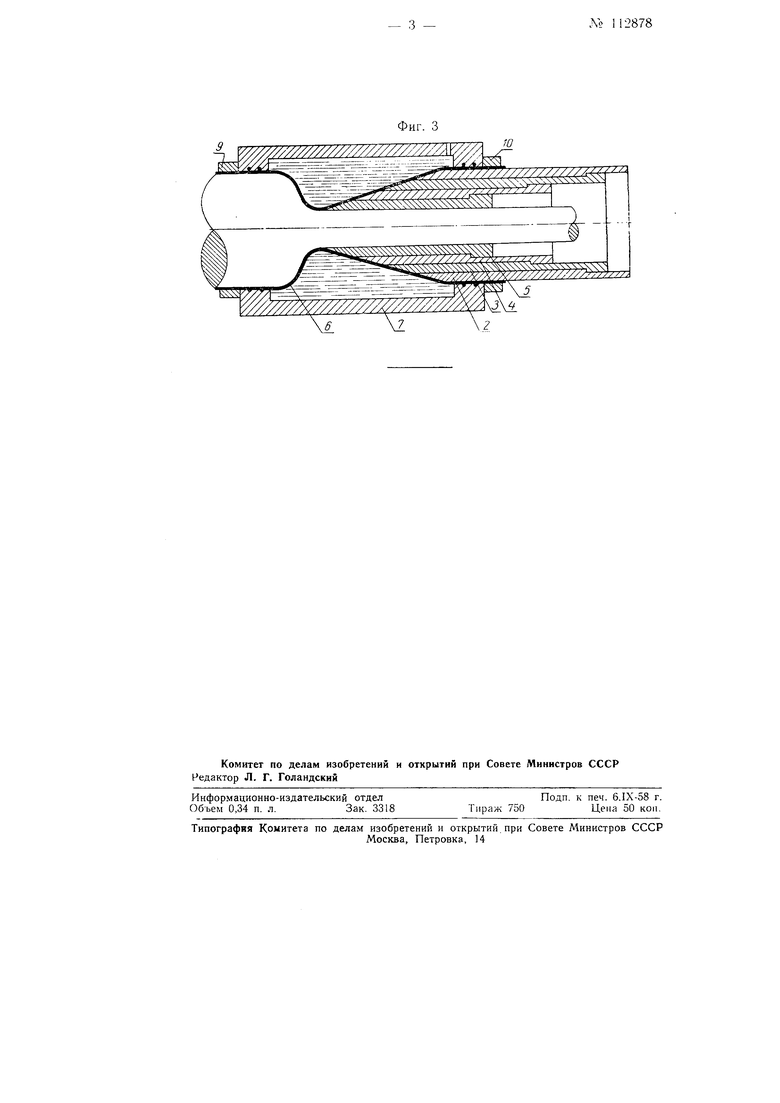
На фиг. 1 изображена часть оправки в нродольном разрезе с установленной на ней трубой и расположением деталей оправки в исходном положении; на фиг. 2-разрез той же части оправки в промежуточный момент изготовления изделия; на фиг. 3 - оправка в продольном разрезе в момент окончания изготовления .
На цилиндрический хвостовик Жесткой оправки / помещена составная оправка, состоящая из соосны.х, полых, надетых один на другой цилиндров 2, 3, 4 к 5, имеющих рабочую поверхность, выполненную по заданному профилю.
Тонкостенная труба 6, из которой изготавливается изделие с резко меняющимися поперечными сечениями, устанавливается между цилиндром 2 и полым цилиндром 7, имеющим отверстие 8 для подачи в его полость жидкости под давлением. Труба 6 закрепляется посредством стяжных хомутов 9 VI 10.
В исходном положении (фиг. цилиндры 2. 3, 4 и 5 находятся в крайнем левом положении (по чертежу), соприкасаясь торцами с жесткой оправкой /.
ЛУ 112878-- 2 - Под даплсинем жидкости труба 6 к незажатой зоне обжимается, приэтом цилиндру 2 сообщается перемещение в направлении стрелки Л по тече ию деформируемого металла трубы 6, в резу.1ьтате чего обеспечивается обжатие ее без складкообразования.
В промежуточный момент (фи1 2) обжатия трубы 6 цилиндр 2, захватив цилиндр 3 при noMOHiH имеюи1,егося у него уступа, перемещает его в том же направлении.
Обеспечивая ана.логично последовательное передменхение цилинд|юр. 2, 3, 4 и 5 в крайнее правое положение и создавая необходи.мое давление жидкости для предотвращения складкообразования материала трубы 6 в процессе ее обжатия, получают качественное изделие (фиг. 3) с резко нзменякяцимися проходными сечениями.
Обжатие трубы 6 может быть осуществлено также с помощью дачильника на станке типа токарного.
Предмет и 3 о б р е т е н и я
1.Способ изготовления из труб глзделий с резко изменяющимися проходмымп сечениями с применением гидравлического давления и.ли давильиика на станке тина токарного, о т л и ч а ю щ и и с я тем, что, с целью предотвращения складкообразования форму оправки изменяют в процессе обжатия.
2.Оправка для осуществления способа по п. 1, отличающаяся тем, что, с целью обеспечения возможности изменения ее формы, она выполнена составной из полых, надетых один на другой и на цилиндрический хвостовик жесткой оправки цилиндров с рабочей поверхностью, выполненной по заданному профилю, перемещаемых в направлении течения металла один по другому в процессе обжатия.
y////////////////Z///////////AY (Л.
,.- $$$$s sss S
Z2
2
