Известно зстройство для сортового металла различных профилей, особенно при изгибе полкой внутрь, посредством односторонней, вытяжки (удлинения) по всей длине лрофнля путем обжатия части его сечения, например, пропуском через валки или на отбойных молотках .
Описываемое устройство для гибки сортового металла методом частичного обжима проще известных. Обжим в нем осуществляется посредством фильера, через который проталкивают изгибаемую заготовку.
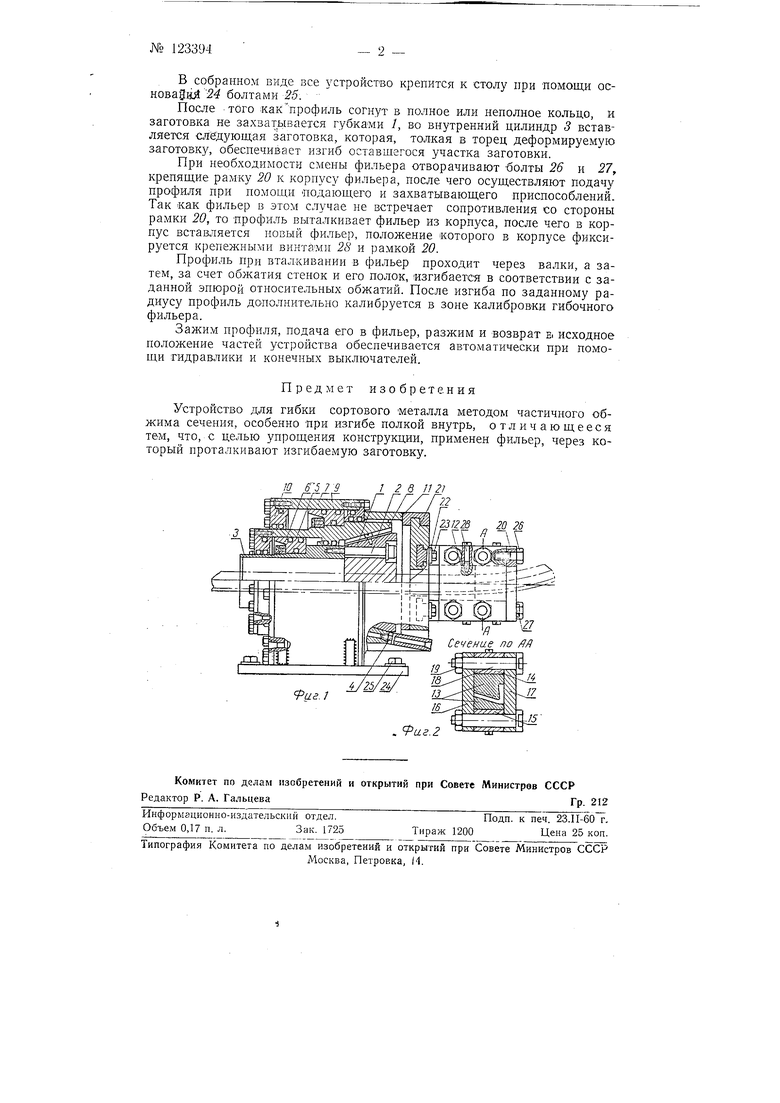
На фиг. 1 изображена схема опг.сызаемого устройства; на фиг. 8- то же, сечение по АА на фиг. 1.
Профиль зажимается в зажимных губках /, которые смыкаются за счет втягивания их при помощи упорных болтов 2, ввинчиваемых в стенку внутреннего цилиндра 5. При подаче жидкости под давлением через щтуцер 4, поршень 5, укрепленный контргайкой 6 на цилиндре 5, перемещается влево (по чертежу), зажимая профиль. Затем жидкость подается в полость наружного цилиндра 7, в результате чего корпус 8 с прикрепленным к нему порщнем 9 перемещается вправо; профиль, зажатый в губках /, вталкиЕ.ается в рабочую зону фильера. К цилиндру 7 прикреплена крыщка 10 и стакан 11, & соответствующие выточки которых вставлены уплотнительные кольца.
Деформирование профиля сначала происходит в валковочном фильере 2, а затем в гибочном филье1)е 13, которые помещены в корпусе, состоящем из верхней планки М, нижней планки 15, пластин 16 и /7, стягиваемых болтами 18 и гайками 19.
Справа фильер запирается рамкой 20, слева-затвором 21. Планки 14 и 15 укреплены в затворе 21 на Т-образном соединении, затягиваемом при помощи опорных пластин 22 и болтов 23. Собранный фильер с корпусом и затвором вставляется в стакан // и поворачивается на 22-30°, в результате чего выступы затвора устанавливаются против соответствующих выступов стакана, фиксируя положение фильера относительно подающего н захватькзающего приспособлений.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГИБКИ СОРТОВОГО МЕТАЛЛА | 1962 |
|
SU157199A1 |
| Устройство для изготовления из труб изделий с резко изменяющимися проходными сечениями | 1957 |
|
SU118482A2 |
| Способ изготовления из труб изделий с резко изменяющимися проходными сечениями и оправка для осуществления способа | 1957 |
|
SU112878A1 |
| Устройство для образования утолщения на кромках листов | 1961 |
|
SU144710A1 |
| Профилировочно-гибочный станок для получения гофрированных труб цилиндрической, конической и оживальной формы из металлической ленты | 1956 |
|
SU114650A1 |
| Способ и штамп для изготовления гофрированных труб из металлической ленты | 1956 |
|
SU109839A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КРУТОИЗОГНУТЫХ ТРУБНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2192324C2 |
| Устройство для вытяжки | 1982 |
|
SU1098615A1 |
| Многопозиционный автомат | 1958 |
|
SU130317A1 |
| Автомат для изготовления радиаторных пластин и сборки радиаторов | 1960 |
|
SU133457A1 |
