Изобретение относится к холодной обработке металлов давлением и может быть использовано для обработки полосового и ленточного материала.
Известно устройство для обработки полосового и ленточного материала, содержащее штамп, неподвижную плиту с матрицами и направляющими для перемещения материала, и подвижную плиту с пуансонами, механизм подачи материала в рабочую зону пресса, имеющий тормозную каретку с захватными органами и подающую каретку с захватными органами, связанную с приводом через uiapнирно закрепленный на основании рычаг.1.1.
Недостатками этого устройства
являются низкая точность подачи и производительность процесса обработки тонкого материала.
Наиболее близким к предлагаемому Является устройство для обработки полосового и лентол1ного материала, содержащее штамп р неподвижную плиту с матрицами и подвиж.ную плиту с пуансонами, механизм подачи материала в зону обработки штампа, имеющий тормозную каретку с захватными органами и связанную с приводом подающую каретку с захватными органами, выполненными в виде двух пар шарнирно закрепленных.подпружиненных рычагов, направляющие планки .
Недостатками известного устройства являются низкие точность подачи и производительность процесса обработки.
Цель изобретен-йй - повышение точности подачи и п.рои.зводительностй процесса обработки.
Поставленная цель достигается тем, что в/устройстве для обработки полосового и лен-точного материала, содержащем штамп, имеющий неподвижную плиту с матрицами и подвижную плиту с пуансонами, механизм подачи маГериала в зону обработки штампа, имеющий тормозную каретку с эахнатными органами и связанную с приводом подающую каретку с захватными органами, выполненными в Виде двух,пар шарнирно закрепленных подпружиненных рычагов, направляющие планки, штамп снабжен инструментами для вырубки технологических пазов для захвата при.перемещений.,-закрепленными на подвижной плите перед пуансонами по ходу подачи материала, и предварительным шаговым упором, смонтированным йа неподвижной плите, перединструментами для вырубки технологических пазов по ходу подачи материала, .одна из пар подпружиненных рычагов расположена
перед предварительным шаговым упором по ходу подачи материала,другая пара подпружиненных рычагов расположена за инструментами для вырубки технологических пазов по ходу подачи материала, а каждый из подпрузкиненных рычагов этой пары расположен с возможностью поворота в плоскости параллельной плоскости подачи.
Устройство снабжено механизмом удаления концевого отхода материала выполненным в виде механической руки с вакуумным .захватом;
Кроме того, привод подвижной каретки выполнен в виде двух пружин растяжения.
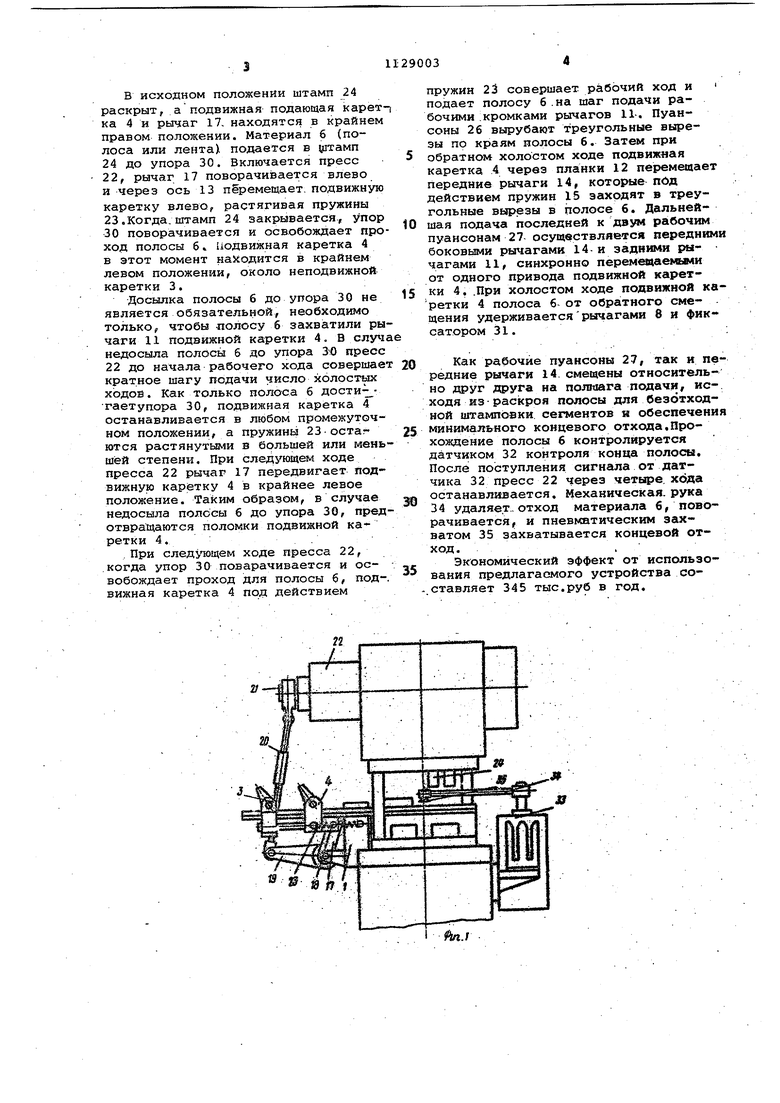
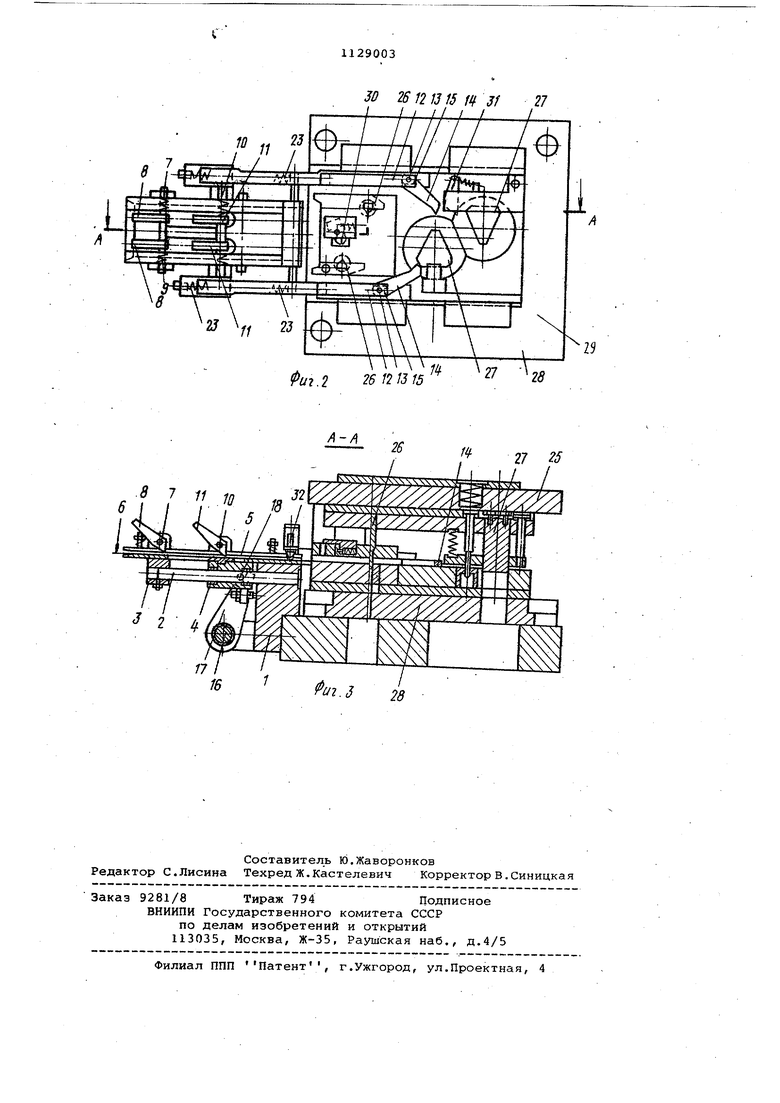
На фиг.1 схематически изображено предлагаемое устройство для обработки полосового и ленточного материала; на фиг.2 - то же, план; на фиг.З - разрез А-А на фиг.2.
Устройство содержит основание 1 с закрепленными горизонтально направляющими 2, тормозную каретку 3 и подающую каретку 4, направляющие планки 5, проходящие через каретки 3 и 4 и образующие щельдля прохода материала б (полосы или ленты). Каретка 3 установлена на основании 1 неподвижно. Н-а каj ретке 3 при помощи оси 7 смонтированы захватные органы, выполненные в виде двуплечих рычагов 8, подпружиненных пружинами 9...На каретке 4 смонтированы ось 10, несущая захватные органы, выполненные в виде двуплечих рычагов 11, и планки 12, несущие вертикально расположенные оси 13 с захватными органами, выполненными в виде рычагов 14, Подпружиненных пружинами . 15, На. основании 1 смонтированы вал 16, несущий рычаг 17, взаимодействующий со стержнем18, закрепленным в каретке 4f и рычаг 19, связанный через регулируемую по длине тягу 2.0 с приводным валом 21 пресса 22. На основании 1 закреплены одним концон пружины 23, другой конец которых закреплен на каретке 4.
В рабочей зоне пресса 22 установлен штамп 24, имеющий подвижную плиту 25, несущую пуансоны 26 и 27 (инструменты), и нижнюю неподвижную плиту 28, на которой установлен матрица 29, предварительный шаговый упор 30 и фиксатор 31. На направляющих планках 5 смонтирован датчик 32, электрически связанный с приводом (не показан) пресса 22.
На прессе 22 смонтирован механизм удаления отхода полосы или ленты, имеющий корпус 33 и механическую руку 34 с пневматическим захватом- 35. Пуансоны 26 являются шаговыми концами.
Устройство работает следующим о.бразом. в исходном положении штамп 24 раскрыт, а подвижная подающая каре ка 4 и рычаг 17. находятся в крайне правом положении. Материал 6 (полоса или лента)1 подается в утамп 24 до упора 30. Включается пресс 22, рычаг 17 поворачи вается влево и через ось 13 перемещает, подвижную каре-гку влево, растягивая пружины 23.Когда, штамп 24 закрывается, упор 30 поворачивается и освобождает про ход полосы 6. Цодвижная каретка 4 в этот момент находится в крайнем левом положении, около неподвижной каретки 3. Досылка полосы 6 до упора 30 не является обязательной, необходимо только чтобы лолосу б захватили ры чаги 1.1 подвижной каретки 4. в случ недосьша полосы 6 до упора 3-0 пресс 22 до начала рабочего хода совершае кратное шагу подачи число холостых ходоа. Как только полоса б дости- таетупора 30, подвижная каретка 4 останавливается в любом промежуточном положении, а пружины 23 остагются растянутшш в большей или мень шей степени. При следующем ходе пресса 22 рычаг 17 передвигает подвижную KapisTKy 4 в крайнее левое положение. Таким образом, в случае недосыла полосы б до упора 30, пред отвращаются поломки подвижной каретки 4.. -При ходе пресса 22, .когда упор 30 поварачивается и освобождает проход для полосы б, под-, вижная каретка 4 под действием пружин 23 совершает рабочий ход и подает полосу 6 .на шаг подачи рабочими кромками рычагов 11-. Пуансоны 26 вырубают треугольные вырезы по краям полосы 6. Затем при обратном холостом ходе подвижная каретка 4 через планки 12 перемешает передние рычаги 14, которые под действием пружин 15 заходят в треугольные вырезы в полосе б. Дальнейшая подача последней к двум рабочим пуансонам 27 осуществляется передними боковыми рычагами 14-и задними рычагами 11, синхронно перемещаекяыми от одного привода подвижной каретки 4. .При холостом ходе подвижной каретки 4 полоса 6 от обратного сме- . щения удерживаетсярычагами 8 и фиксатором 31. Как рабочие пуансоны 27, так и передние рычаги 14 смещены относительно друг друга на полшага подачи, исходя из раскроя полосы для безотходной штамповки сегментов « обеспечения минимального концевого отхода.Прохождение полосы б контролируется датчиком 32 контроля конца полосы. После поступления сигнала от датчика 32 пресс 22 через четыре хода останавливается. Механическая, рука 34 удаляет.отход материала б, повоачивается, и пневматическим захатом 35 захватывается концевой отод. Экономический эффект от использоания предлагаемого устройства сотавляет 345 тыс.руб в год.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки полосового и ленточного материала | 1987 |
|
SU1473884A1 |
| Устройство для подачи ленточного материала в рабочую зону вырубного штампа | 1990 |
|
SU1759507A1 |
| Устройство для подачи полосового и ленточного материалов в штамп | 1983 |
|
SU1138212A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Устройство кривовязюка для вырубки заготовок из полосового материала | 1980 |
|
SU869916A1 |
| Устройство для подачи полосового и ленточного материала в рабочую зону пресса | 1983 |
|
SU1134264A1 |
| Устройство для подачи полосового и ленточного материалов в штамп | 1983 |
|
SU1138214A1 |
| Устройство для подачи полосового материала к прессу | 1984 |
|
SU1279712A1 |
| Грейферное подающее устройство к штампу | 1983 |
|
SU1159698A1 |
| Штамп для вырубки деталей из ленты или полосы | 1982 |
|
SU1031579A1 |
1.УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПОЛОСОВОГО И ЛЕНТОЧНОГО МАТЕРИАЛА содержащее штамп, имекиций неподвижную плиту с матрицами и подвижную плиту с пуансонами, механизм подачи материала в зону обработки штампа, имеющий тормозную каретку с захватными органами и связанную с приводом подающую каретку с захватными органами, выполненны- . ми в виде двух пар шарнирно закрепленных подпружиненных рычагов, нап-. равляющие планки, отличающееся тем, что, с целью повышения точности подачи и повышения производительности процесса обработки, штамп снабжен инструментами для вырубки технологических пазов для захвата при перемещении, закрепленными на подвижной плите перед пуансонами по ходу подачи материала, и предварительным шаговым упором, смонтированньли на неподвижной плите перед инструментами для вырубки технологических пазов по ходу подачи материала, одна из пар подпружиненных рычагов расположена перед предварительным шаговьш упором по ходу подачи Материала, другая пара подпружиненных рычагов расположена за инструментами для вырубки технологических пазов 8 по ходу подачи материала, а каждый из подпружиненных рычагов этой пары расположен с возможностью поворота в плоскости, параллельной плоскости подачи. 2.Устройство по п.1, отличающееся тем, что оно снабжено механизмом удаления концевого iотхода материала, выполненньм в виде механической руки с вакуумным to , захватом, со 3.Устройство по П.1, отлич а ю щ е е с я тем, что привод подвижной каретки выполнен в виде двух пружин растяжения. со
2
й
Pui.2 5
A-A
1 11 3D 26 П /J15 fif 31 I I //. / /
, ,
27 25
28 27 J
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| и Прейс В.Ф | |||
| . | |||
| Механизация и автоматизация штамповых работ | |||
| М./ Машгиз, 1955, с.76-79, фиг.59 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
