(Л
с
| название | год | авторы | номер документа |
|---|---|---|---|
| Модуль для автоматизированной безраскройной листовой штамповки | 1987 |
|
SU1505641A1 |
| Модуль для автоматизированной безраскройной листовой штамповки | 1987 |
|
SU1484412A1 |
| Модуль для автоматизированной листовой штамповки | 1989 |
|
SU1708477A1 |
| Автоматизированный комплекс для листовой штамповки | 1979 |
|
SU774722A1 |
| Автоматизированная линия для штамповки листовых деталей | 1982 |
|
SU1069906A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| Устройство для штамповки деталей из листового материала | 1985 |
|
SU1294430A1 |
| Автоматизированный комплекс для штамповки крупногабаритных деталей | 1985 |
|
SU1324725A1 |
| МЕХАНИЧЕСКИЙ ПРЕСС ДЛЯ ОПРОБОВАНИЯ И ОТЛАДКИ ШТАМПОВ | 1999 |
|
RU2169078C2 |
| Устройство для поштучной подачи листовых заготовок в рабочую зону пресса | 1990 |
|
SU1727946A1 |

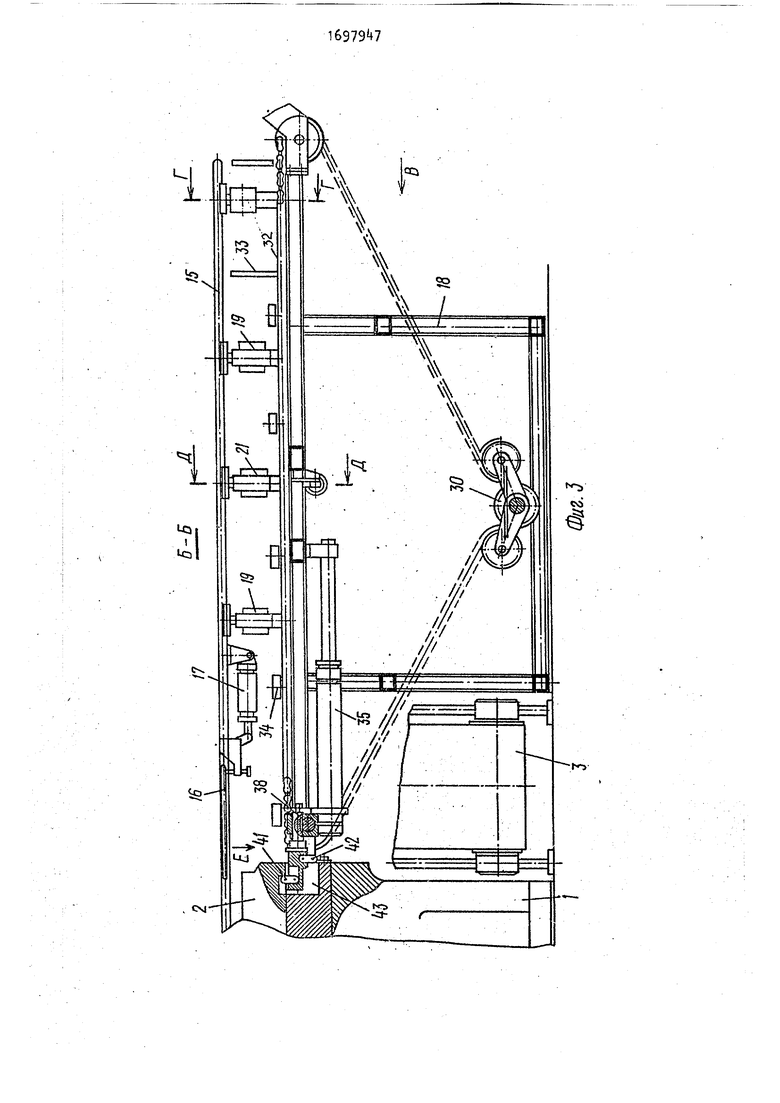


Изобретение относится к обработке металлов давлением и может быть использовано для штамповки листовых деталей методом безраскройной штамповки. Цель изобретения - расширение функциональных возможностей за счет обеспечения автоматической замены штампа. Для установки штампа на пресс 1 привод 17 поднимает откидывающиеся части 16 опор листа 15. Затем силовой привод поворачивает опору листа 15 вбок. Штабелер устанавливает штамп на цепи боковин, предварительно ориентируясь ловителями 32. Под воздействием силового привода и звездочек 30 цепи перемещают штамп 2 в сторону пресса 1. Досылатель 35 надвигает штамп 2 на плиту пресса 1. Полное надвигание штампа происходит за несколько ходов досылателя, 7 ил. с «
Изобретение относится к обработке металлов давлением и может быть использовано для штамповки листовых деталей методом бесраскройной штамповки .
Цель изобретения - расширение функциональных возможностей путем обеспечения автоматической замены штампа,
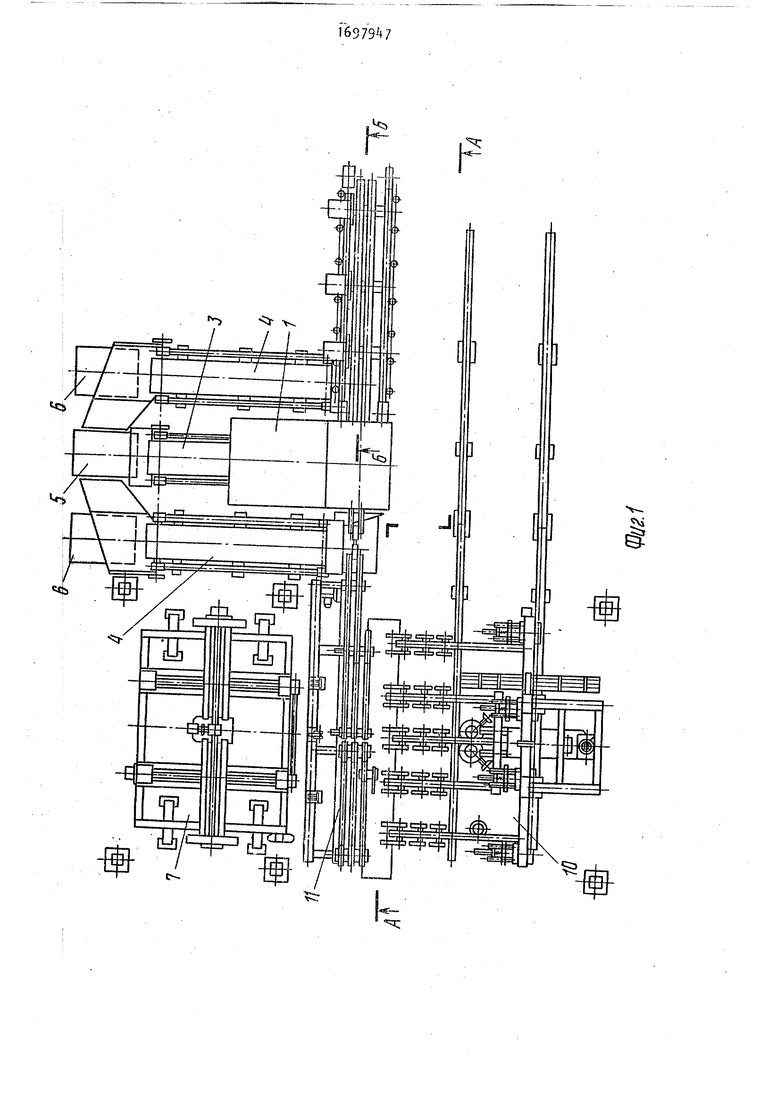
На фиг,1 показан молуль для автоматизированной безраскройной листовой штамповки с автоматической сменой штампов, план; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг. - вид В на rtnr.3j на фиг.5 - разрез Г-Г на фиг.З; на фиг.6 - разрез Д-Д на фиг.З; на фиг. 7 - вид Е на фиг.З.
Модуль для автоматизированной безраскройной листовой штамповки
содержит пресс 1 кривошипный открытый с установленным на нем штампом 2, устройства удаления деталей 3 и отходов Ц, сменную тару для деталей 5 и отходов 6, стол 7 для стопы листов 8, устройство 9 для отделения листа 8 от стопы и подачи его к координатному столу 10, устройство исходной координации листа 11, совмещенное с качающейся опорой листа 12, Опора листа 12 в зоне, примыкающей к прессу, содержит откидывающую часть 13. Устройство замены штампов 14 совмещено с качающейся опорой листа 15 также снабженной откидывающейся частью 16, Откидывающиеся части 13 и 16 опор листа связаны с силовыми приводами 17 (например, гидроцилиндрами). Качающаяся опора листа 15 установлена на раме 18 на поосо
vj
& ,u
-si
J
вЬротных кронштейнах 19, 20 и 21 пЬследний из которых связан с сило- вцм приводом 22, закрепленным на раме. Опора листа 15 закреплена в поворотном кронштейне 20 на вращающейся цапфе 23, а в поворотных кронштенах 19 и 20 в плоских вертикальных направляющих 2k, Боковины 25 и 26 рамы 18 охватываются ётулочно-ропи- ковыми цепями 27 опирающимися свои рОликами 28 на направляющие 29, установленные на раме 18, Цепи приводятся в движение звездочками 30, установленными в нижней части рамы 18 и соединенными с приводом 31. Н боковинах 25 и 26 рамы 18 в сто- рбне, противолежащей прессу, выполнены ловители штампов продольные 32 и поперечные 33, а на остальном протяжении боковин-роликовые направляющие 3, Между боковинами 25 и 26 рамы 18 в части ее прилегающей к прессу 1 установлен силовой досылатель- стаскиватель 35, опирающийся на направляющие рамы катками 36.
Досылатель-стаскиватель 35 в пе- части оснащен поворотной тр в ёрсой 37, которая шестеренно-рееч ной передачей 38 связана с силовым приводом 39.
В консолях траверсы АО установ- лфны встречно расположенные шлеп- пёры 41 и 42.
В переднем крайнем положении до- сылателя-стаскивателя 35 консоли 40 его траверсы 37 входят в пазы подшиниковой плиты 43 пресса 1.
Модуль работает следующим образом.
Для установки штампа, на пресс 1 по командам системы управления си- ловой привод 17 поднимает откидывающиеся части 13 и 16 опор листа 12 и 15. Затем силовой привод 26, воздействуя на поворотный кронштейн 20 через направляющие 24, поворачивает опору листа 15 вбок.
Силовой доталкиватель-стэскива- тфль 35 отходит от пресса в заднее крайнее положение а его траверса 3 силовым приводом 39 поворачивается в положение шлепперами 42 вверх. По командам системы управления из АТСС штампов ее штабеля (не указаны) устанавливает штамп на цепи 27 бокови 25 и 26. При этом штамп предвари- ориентируется ловителями
за и зз.
0
5
0
5
0
5
0
5
0
5
Под воздействием силового привода 31 и звездочек 30 цепи 27 перемещают штамп 2 в сторону пресса 1 до касания его подштамповой плиты.
При этом в зависимости от длины штампа шлепперы 42 входят в зацепление либо с пазами на нижней стороне штампа, либо с его торцом. Досыла- тель 35 совершает ход вперед, надвигая штамп 2 на плиту пресса 1, При этом штамп 2 все время находится в направляющих роликах 34.
Полное надвигание штампа происходит за несколько ходов досылателя, что определяется типоразмером модуля.
После установки штампа 2 на пресс 1 происходит его закрепление к плите и ползуну пресса и раскрытие штампа (устройства крепления и регулирования на чертежах не показаны).
Затем привод 22 поворачивает кронштейны 19, 20, 21, возвращая опору листа 15 в рабочее положение. Приводы 17 опускают откидывающиеся части опор 13 и 16 до упора их в штамп, в результате чего опоры листа 11 и 15 автоматически устанавливаются на уровень транспортирование листа при штамповке. Устройство 9 отделяет верхний лист от стопы, находящейся на сторе 8 и передает его на обработку, укладывая на, опору листа 12 и координатный стол 10, Координатный стол 10 и устройство исходной ориентации листа 11 производят ориентацию листа. После чего координатный стол производит его последовательное позиционирование, а пресс 1 с помощью штампа 2 производит штамповку деталей, При этом опоры листа 12 и 15 совершают качание в вертикальной плоскости, следуя за нижней частью штампа.
По окончании штамповки заданной партии деталей и остановки пресса силовыми приводами 17 поднимаются откидывающиеся части опор 13 и 16, силовым приводом 22 опора листа 15 откидывается вбок.
Штамп открепляется от ползуна и плиты пресса, Силовым приводом 39 поворотная траверса 37 поворачивается в положение шлепперами 41 вверх, а досылатель-стаскиватель 35 совершает ход в сторону пресса. При этом консоли АО траверсы 37 входят в пазы A3 плиты, а их шлепперы 41 зацепляются с пазами на нижней стороне штампа 2. При ходе досылателя-стаскива- теля 35 назад штамп шлепперами 1 стаскивается с плиты на цепи 27. Полное стаскивание происходит за несколько ходов досылателя 35, после чего включением привода 31 приводятся в движение цепи 27, доставляющие штамп в позицию его съема до упора в ловителе 32.
Затем по командам системы управления штамп передается в АТСС, а на его место подается очередной. В это время при необходимости производится замена стопы листов, тары для отходов и деталей.
Формула изобретения Модуль для автоматизированной безраскройной штамповки, содержащий свя- 20 траверсы, кинематически связанной с
занные системой управления-пресс, оснащенный средством для установки и снятия штампов, устройство для отделения листа от стопы и подачи его
досылателем-стаскивателем, пар встречно расположенных шлепперов, закрепленных на поворотной траверс при этом со стороны нижней плоскос
в рабочую зону пресса, опору для лис- 25 штампа выполнены пазы, а шлепперы
та, выполненную в виде рамы и установленную по другую сторону пресса относительно устройства для подачи листа, балки, расположенной на раме
параллельно фронту пресса, отличающийся тем, что, с целью расширения функциональных возможностей путем обеспечения автоматической замены штампа, он снабжен поворотными кронштейнами, шарнирно закрепленными на раме, на одних концах которых смонтирована балка, приводом поворота кронштейнов, закрепленным на раме и кинематически связанным с вторыми концами поворотных кронштейнов, а средство для установки и снятия штампов выполнено в виде
ДВУХ цепных транспортеров, установленных на боковых частях рамы параллельно друг другу, досылателя- стаскивателя, установленного между цепными транспортерами, поворотной
досылателем-стаскивателем, пар встречно расположенных шлепперов, закрепленных на поворотной траверсе, при этом со стороны нижней плоскости
смонтированы с возможностью поочередного взаимодействия с этими пазами, а также с торцевой поверхностью
штампа.
/ /6Z69l
c
Јs
Б-Б
7 VJD
-J
vo
-P- j
Фиг. 5
9ZJ-J
Ъ Мф
LZ SZ
дрщ
6Z69l
Фиг. В Виде
« фаг 7
Составитель В.Балашов w Редактор М.Недолуженко Техред л.Сердюкова Корректор М.Самборская
Заказ $б7бТиражПодписное
ВЙИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
ЙР-
| Модуль для автоматизированной безраскройной листовой штамповки | 1987 |
|
SU1505641A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
