2.Элемент поп, 1, о т л и ч аю щ и и с я тем, что длина каждой ветви вилки и расстояние между заостренными концами ее ветвей сортавляет 1/3-1/2 от высоты стержня.
3.Элемент по п. t, о т л и ч- а ющ и и с я тем, что ветви каждой вилки расположены под острым углом между собой.
4.Элемент по п. 1, отличающийся тем,что ветви каждой вилки расположены параллельно одна другой.
9395.Элемент по пп. 1-4, о т л ичающийся тем, что каждый зуб вьшолнен из металла или полимерного материала, например сополимера формальдегида с диоксоланом и триоксана, или диоксана с диоксолайом.
6.Элемент по пп. 1-5, отличающийся тем, что каждая ветвь вилки в поперечном сечении имеет форму круга или многоугольника, или эллипса.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ворсовальная гарнитура из полимер-НОгО МАТЕРиАлА для РАМОчНО-шишЕчНОйМАшиНы | 1979 |
|
SU836256A1 |
| ВОРСОВАЛЬНАЯ ГАРНИТУРА | 1972 |
|
SU428046A1 |
| Барабан ворсовально-рамочной машины | 1981 |
|
SU1008307A1 |
| Узел ворсования пряжи | 1987 |
|
SU1481302A2 |
| СПОСОБ ЗАТОЧКИ ГАРНИТУРЫ ВОРСОВАЛЬНОЙ ЛЕНТЫ | 1993 |
|
RU2042492C1 |
| Агрегат для ворсования суконных тканей | 1958 |
|
SU116381A1 |
| Узел ворсования пряжи | 1985 |
|
SU1341299A1 |
| Гарнитура для ворсовальнорамочной машины | 1979 |
|
SU867971A1 |
| Приспособление для подвода ткани к барабану шишечной ворсовальной машины | 1938 |
|
SU57392A1 |
| Ворсовальная машина для тканей с неразрезным петельным ворсом | 1975 |
|
SU558079A1 |
1 . ВОРСОВАЛЬНЫЙ ЭЛЕМЕНТ ДЛЯ РАМОЧНОЙ ВОРСОВАЛЬНОЙ МАШИНЫ, содержащий пластину с закрепленными на ней параллельными упругими стержнями, вьшолненными из полимерного материала, каждый из которых имеет расположенный под углом к его оси зуб с заостренным концом, жесткость которого превьшает жесткость стержня, отличающийся тем, что, с целью. повышения срока службы за счет уменьшения амплитудного напряжения изгиба в стержне,каждый зуб вьтолнен в виде вилки, ветви которой расположены симметрично относительно продоль- , ной оси симметрии стержня. (Л оо со со со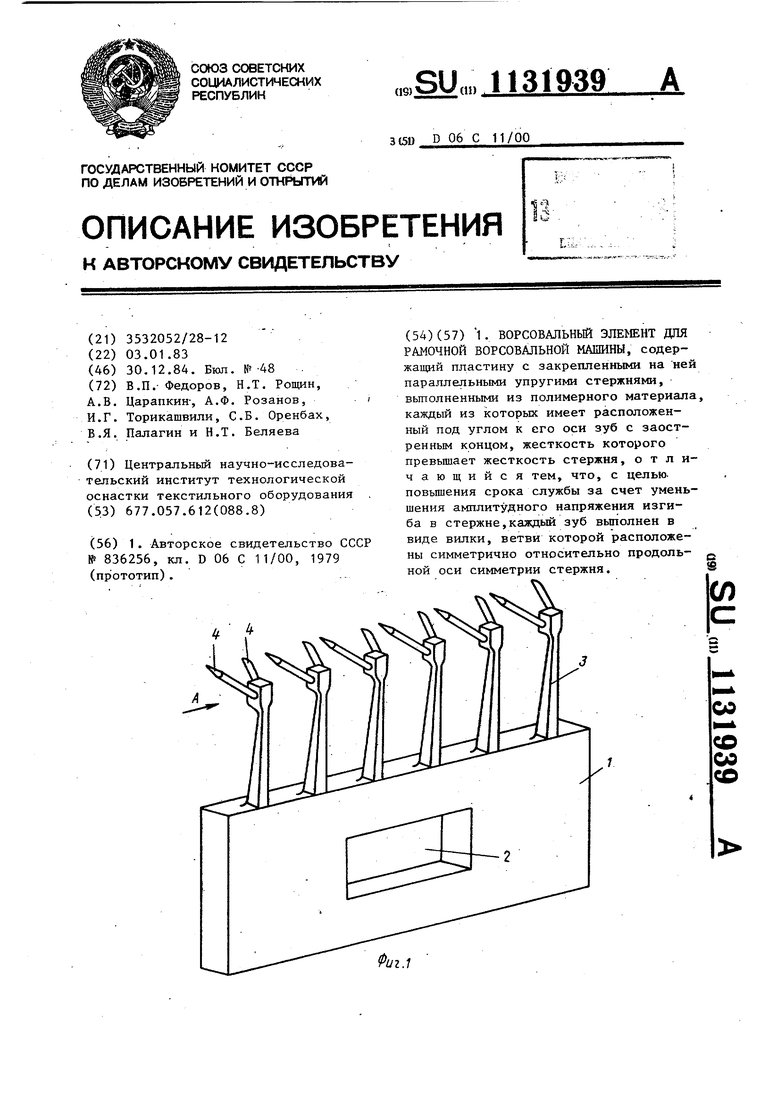
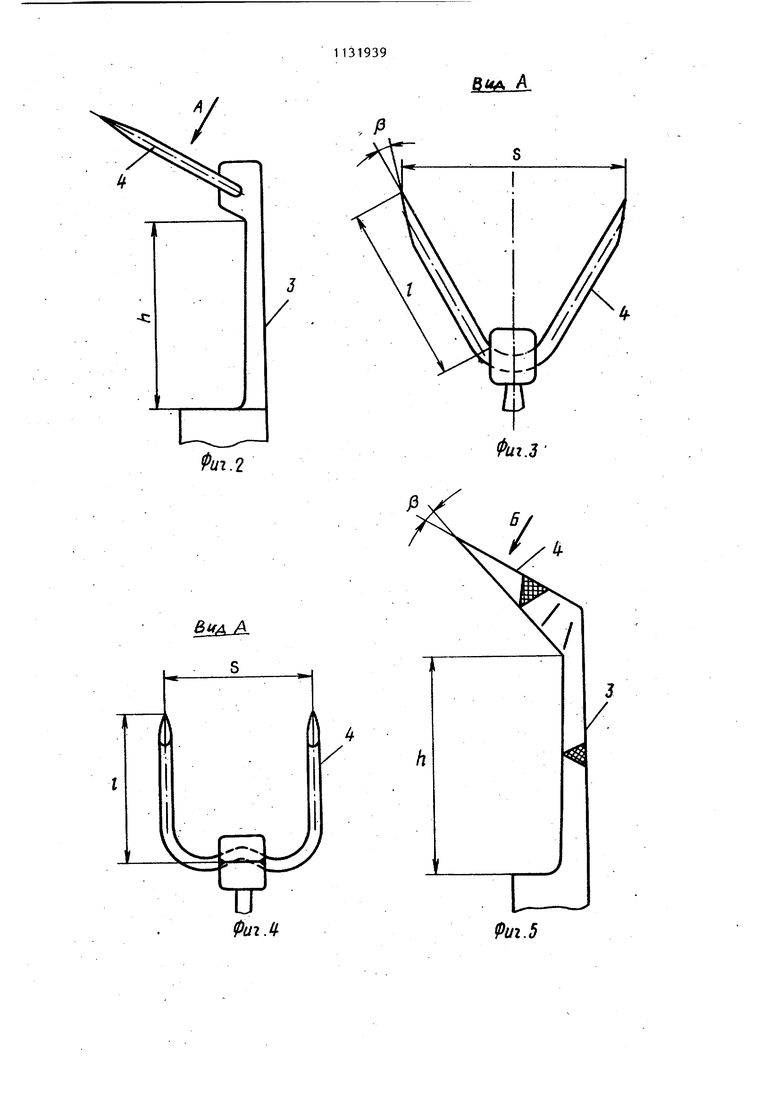
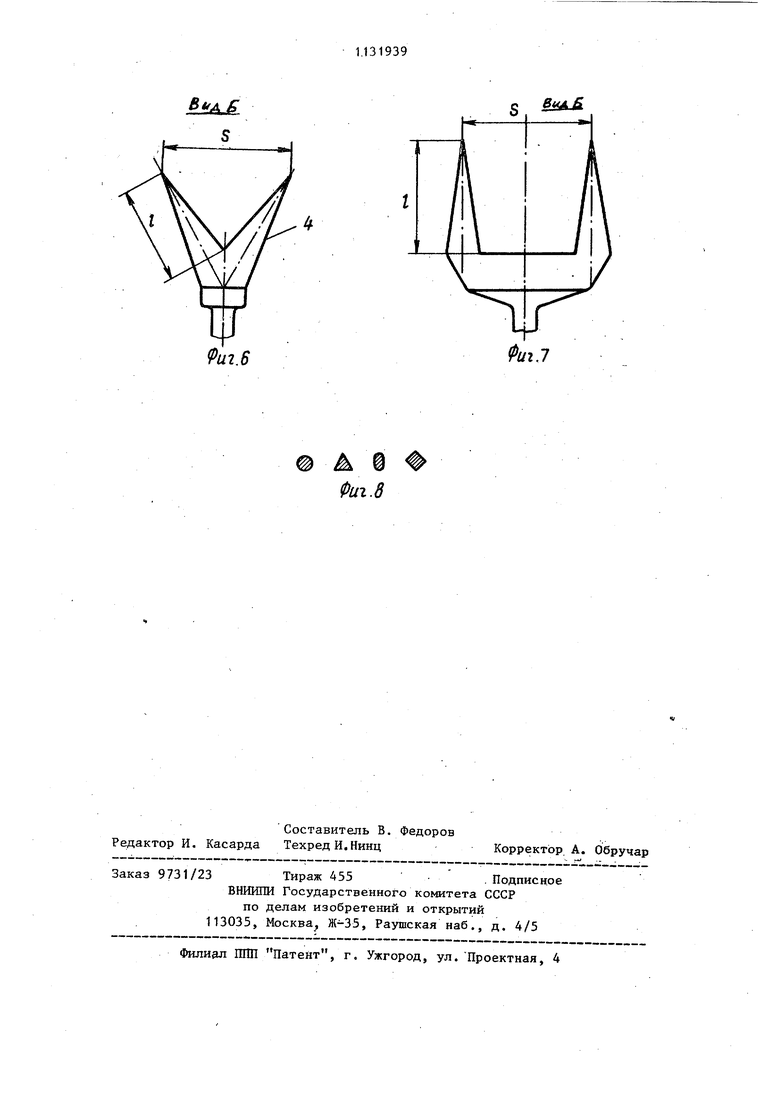
Изобретение относится к текстиль ному машиностроению, af именно к тех нологической оснастке рамочной ворсовальной машины, на которой осуществляют окончательную механическу отделку поверхности чистошерстяных и полушерстяных драпов. Известен ворсовальный элемент для рамочной ворсовальной машины, со.держащий пластину с закрепленными на ней параллельными упругими стерж нями, выполненными из полимерного материала, каждый из которьк имеет расположенньй под углом к его оси зуб с заостренным концом, жксткость которого превьшхает жесткость стержня. Зуб, вьшолненный из полимерного материала, является продолжением упругого стержня 1 . Недостатком данного ворсовального элемента является низкий срок службы упругого стержня из-за повышенного напряжения, возникающего в нем при совместном кручении и изгибе в каждо цикле взаимодействия зуба с драпом. Это происходит из-за установки зуба под углом к оси упругого стержня. жесткость которого значительно меньше жесткости зуба. Под действием уси лий 0,4-10 г изгиб упругого стержня достигает 60-70°, а кручение 90-110 Поэтому, при циклических нагрузках, наблюдается снижение выносливости упругого стержня и его поломка, хотя состояние зуба позволяес и дальше ис пользовать ворсовальный элемент на рамочных ворсовальный машинах. Цель изобретения - повышение срока службы ворсовального элемента за счет уменьшения амплитудного напряжения изгиба в стержне в каждом rpiKле внедрения зуба в ткань. Указанная цель достигается тем, что в ворсовальном элементе для рамочной ворсовальной машины, содержащем пластину с закрепленными на ней параллельными упругими стержнями, выполненными из полимерного материала, каждый из которых имеет расположенный под углом к его оси зуб с заостренным концом, жесткость которого превьш1ает жесткость стержня, каждый зуб вьшолнен в виде вилки, ветви которой расположены симметрично относительно продольной оси симметрии стержня. Длина каждой ветви вилки и растояние между заостренными концами ее ветвей составляет 1/3-1/2 от ВЫ7 соты стержня. При этом ветви каждой вилки расположены под острым углом между собой. . Ветви каждой вилки расположены параллельно одна другой. Каждый зуб выполнен из металла или полимерного материала, например сополимера формальдегида с диоксоланом н триоксана, или диоксана с диоксоланом. Каждая ветвь вилкн в поперечном сечении имеет форму круга или многоугольника, или эллипса. Выполнение зуба в виде жесткой вилки позволяет полностью исключить кручение упругого стержнямалой жест кости и тем самьм уменьшить в нем напряжения при изгибе в каждом цикле взаимодействия зуба с драпом. На фиг. 1 изображен ворсовальный элемент; на фиг. 2 - упругий стержен-ь из полимерного материала и заостренная вилка из металла ; на фиг.З вид А на фиг. 2 (ветви вилки расположены под острым углом между собой) ; на фиг. 4 - вид А на фиг. 2 (ветви вилки расположены параллельно одна другой); на фиг. 5 - упругий стержень и вилка, вьшолненные из полимерного материала; на фиг. 6 вид Б на фиг. 5 (ветви вилки располо жены под острым углом между собой); на-фиг. 7 - вид Б на фиг. 5 (ветви вилки расположены параллельно одна другой); на фиг. 8 - варианты поперечного профиля ветвей вилки. Ворсовальный элемент для рамочной ворсовальной машины состоит из пластины 1 имеющей отверстие 2 для установки на стержень (не показан). На одном или двух противоположных торцах пластины расположены через равные промежутки ряд параллельньк упругих стержней 3, на конце каж дого из которых закреплен под углом к его оси зуб 4, выполненный в виде вилки, каждая заостренная ветвь которой расположена симметрично относительно продольной оси симметрии стержня. Жесткость каждой ветви вилки превьшает не менее, чем в 20 раз жесткость упругого стержня 3. Пласти на 1 и упругий стержень 3 вьшолнены из сополимера формальдегида с диоксо ланом и триоксана (СФД), или диокса на с диоксоланом (СТД), являющегося влагостойким полимерным материалом, что имеет важное значение для про- . цесса ворсования драпов, обрабатываемых при влажности 100-120%. Ветви вилки могут быть расположены как под острым углом между собой, так и параллельно одна другой, при этом вилка может быть выполнена как из метгшла, так и из влагостойкого поли мера, например сополимера формальде гида с диоксоланом и триоксана (СФД или диоксана с диоксоланом (СТД). Различие в выполнении формы и применении материала вилки обусловл о различием в крутке нитей и их плотности в разных ворсуемых тканях Например, для исключения полного прокалывания ворсуеья к одеял или шарфов, нити которых имеют малую крутку и переплетены, с малой плотностью, следует применять вилку, выполненную из полимера и имеющую ветви, расположенные под острым углом между собой. Увеличение крутки нитей и их плотности, например, в драпах требует уже параллельного расположения ветвей вилки и ее выполнения из металла. Различный профиль поперечного сечения ветвей вилки также обуславливает различную способность к внедрению заострений ветвей в ткань при ворсовании. Таким образом, для любого конкретного артикула ворсуемой ткани можно подобрать оптимальную конструкцию вилки или зуба ворсовального элемента, используя различные расположения материала и профиля их поперечного сечения. Выполнение зуба вилки необходимо для снижения напряжений в упругом стержне за счет исключения его кручения. Стержень ворсовального элемента рамочной ворсовальной машины должен упруго изгибаться на 6070° под нагрузкой всего 4-10 г. Если сравнить жесткость ткани ветви вилки и стержня по усилиям, вызьшающим изменение их состояния, то ветвь должна быть самой жесткой, ткань менее жесткой, а ножка - не жесткой и упругой. Угол )3 заострения ветвей, выполненныхиз. металла составляет 5-10,а из полимерного материала - 12-15°. Совокупность длин ветвей вилки и упругого стержня, а также углов заострения ветвей должна быть такова, чтобы жесткость ветвей вилки была больше жесткости стержня не менее, чем в 20 раз. При таком соотношении жесткостей вилки и ножки всегда при взаимодействии зубьев гарнитуры с тканью будет происходить изгиб ножки при неизменной форме ветвей вилки. Дпя обеспечения при взаимодействии с тканью только изгиба стержня, необходимо, чтобы длина каждой ветви вилки и расстояние S между их остриями составляли не менее 1/3 от высоты упругого стержня. В этом случае. длина ветвей позволяет остриям внедриться на необходимую глубину в ворсуемую ткань, захватить волокна и при большом изгибе стержня их извлечь. Уменьшение соотношений длин ветве и расстояния между остриями ветвей относительно длины стержня приводит к тому, что при нецентральной нагрузке на вилку может произойти не только изгиб но и нежелательное кручение стержня, .т.е. упругий стержень будет работать так, как если он имел -бы зуб из одной заостренной ветви. Увеличение соотношений длин ветвей и расстояния между остриями ветвей больше 1/2 нецелесообразно из-за чрезмерного увеличения изгибной дефо мации упругого стержня, составляющей более 75, что приводит к увеличению напряжений в стержне и сокращению срока его службы. Ворсовальные элементы изготавливаются методом литья в многоместные формы. Перед литьем,оформленная.металлическая вилка вставляется в-специальное гнездо соосное каждой ножки зуба, после чего осуществляется литье. Полимерный материал, растекаясь по формуюпда М каналам формы, заливают в гнезде только седло вилки. Тем самым осуществляется соединение металлической вилки с упругим стержнем. При изготовлении вилки из полимерного материала, последний через канал для стержня заполняет каналы для вилки и тем самым оформляется вилка. Ворсовальные элементы 1 набираютс в пакеты и устанавливаются на рамк-и барабанов рамочных ворсовальных маши Линейная скорость ворсовальных элеме тов на барабаны больше линейной скорости перемещения ткани в 30-50 раз. Ворсование (извлечение волокон) тканей осуществляется по следующей схем При соприкосновении вилки с поверхностью ткани, острия ветвей вилки 4 приобретают скорость ткани, а основание упругого стержня продолжает перемещаться с прежней скоростью. В результате разности скоростей заострений ветвей и основания стержня происходит упругий изгиб стержня с большим углом поворота его концевого сечения и соответственно болыпим угловым перемещением всей вилки относительно ее заострений при неизменяемости формы ее ветвей. В этот момент острия вилки внедряются в ткань и при выходе из нее извлекают волокна, в результате чего и .осуществляется процесс ворсования. Острия ветвей вилки могут соприкасаться с поверхностью ткани по двум вариантам: при одновременном и неодновременном со прикосновении. При одновременном соприкосновении ветвей вилки с поверхностью ткани осуществляется равномерное нагружение ветвей по линии их вектора скорости. Тем самым исключается кручение вилки относительно упругого стержня, а следовательно, и самого стержня. При этом происходит изгиб стержня и перемещение вилки в одной плоскости, что создает в стержне только изгибные напряжения. Если с тканью начинает взаимодействовать одна из ветвей вилки, то сначала происходит незначительное кручение стержня до касания с тканью другой ветви вилки, после чего стержень и вилка начинают перемещаться в одной плоскости. Жесткая вилка на упругом стержне Ворсовального элемента позволяет уменьшить напряжения при циклических нагрузках в процессе ворсования тканей, что увеличивает выносливость стержня при большом изгибе и соютветственно срок его службы.
J / .
Pui.2
Фиг.З
S
/
y
VVJ
IT
UlM
/
иг.5
fpuLS
ёа
Фиг.1
Риг.8
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ворсовальная гарнитура из полимер-НОгО МАТЕРиАлА для РАМОчНО-шишЕчНОйМАшиНы | 1979 |
|
SU836256A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
