(54) ШТАМП ПОСЛЕДОВАТЕЛЬНОГО ДЕЙСТВИЯ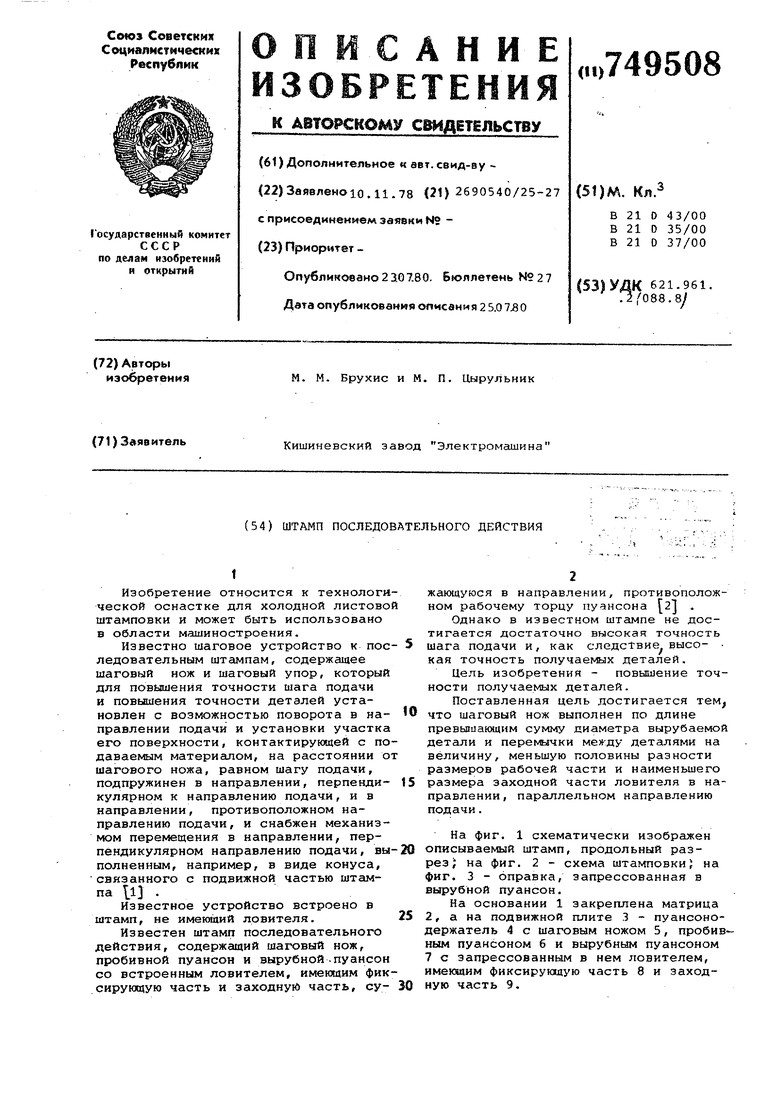

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ последовательной штамповки листового материала | 1974 |
|
SU541544A1 |
| Способ последовательной штамповки | 1990 |
|
SU1801678A1 |
| СПОСОБ МАЛООТХОДНОЙ ДВУХРЯДНОЙ ВЫРУБКИ ЗАГОТОВОК ИЗ ЛЕНТЫ (ВАРИАНТЫ) | 2012 |
|
RU2523641C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРИЧЕСКИХ МАШИН | 1990 |
|
RU2030005C1 |
| СПОСОБ МАЛООТХОДНОЙ ВЫРУБКИ ЗАГОТОВКИ ИЗ ЛЕНТЫ, ШИРОКОГО РУЛОНА ИЛИ ПОЛОСЫ (ВАРИАНТЫ) | 2005 |
|
RU2295414C1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Штамп последовательного действия | 1983 |
|
SU1133002A2 |
| Комбинированный штамп для вырубки и реверсивной вытяжки деталей из ленты | 1979 |
|
SU902920A1 |
| Штамп последовательного действия для получения заготовок петель из полосы | 1991 |
|
SU1819711A1 |
| Штамп последовательного действия для получения деталей со ступенчатым отверстием | 1979 |
|
SU776718A1 |
1
Изобретение относится к технологической оснастке для холодной листовой штамповки и может быть использовано в области машиностроения.
Известно шаговое устройство к пос- 5 ледовательным штампам, содержащее шаговый нож и шаговый упор, который для повышения точности шага подачи и повьниения точности деталей устаиовлен с возможностью поворота в на- правлении подачи и установки участка его поверхности, контактирующей с подаваемым материалом, на расстоянии от шагового ножа, равном шагу подачи, подпружинен в направлении, перпенди- 15 кулярном к направлению подачи, и в направлении, противоположном направлению подачи, и снабжен механизмом перемещения в направлении, перпендикулярном направлению подачи, вы-20 полненным, например, в виде конуса, связанного с подвижной частью штампа UJ .
Известное устройство встроено в штамп, не имеющий ловителя.
Известен штамп последовательного действия, содержащий шаговый нож, пробивной пуансон и вырубной-пуансон со встроенным ловителем, именяцим фиксирующую часть и заходную часть, су- 30
жающуюся в направлении, противоположном рабочему торцу пуансона 2 .
Однако в известном штампе не достигается достаточно высокая точность шага подачи и, как следс±вие высо- кая точность получае11их деталей.
Цель изобретения - повышение точности получаемых деталей.
Поставленная цель достигается тем, что шаговый нож выполнен по длине превышающим сумму диаметра вырубаемой детали и пере№лчки между деталями на величину, меньшую половины разности размеров рабочей части и наименьшего размера заходной части ловителя в направлении, параллельном направлению подачи.
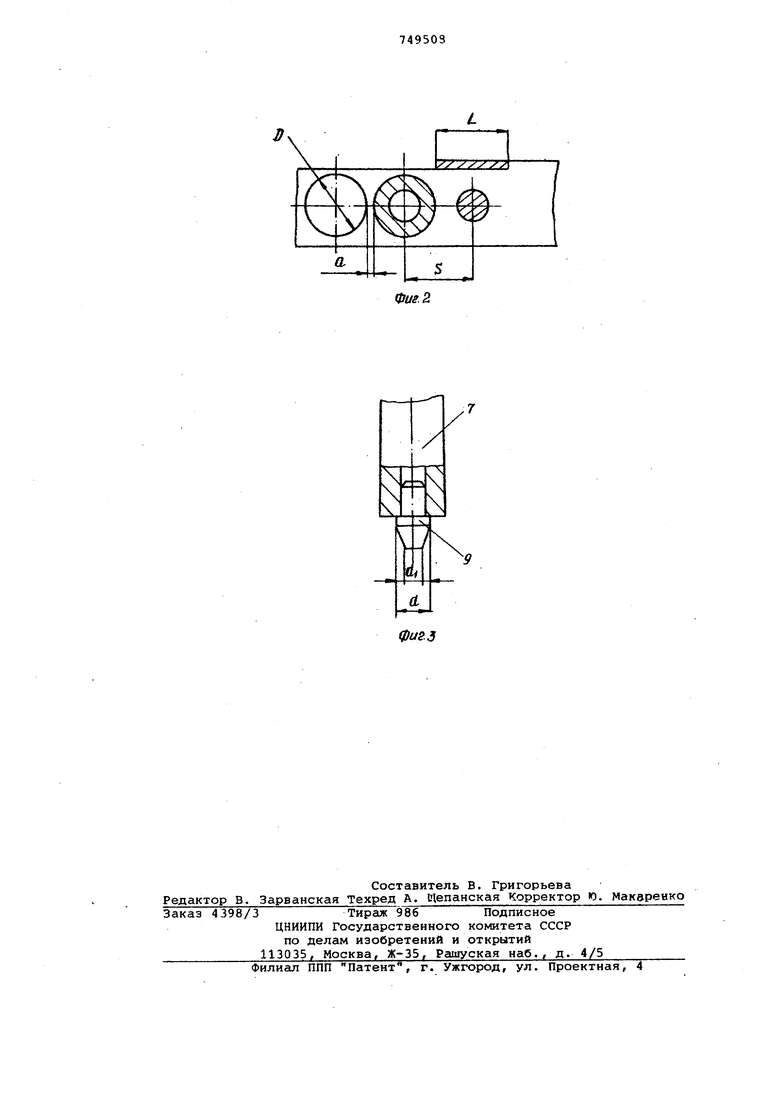
На фиг. 1 схематически изображен описываемый штамп, продольный разрез J на фиг. 2 - схема штамповкиJ на фиг. 3 - оправка, запрессованная в вырубной пуансон.
На основании 1 закреплена матрица 2, а на подвижной плите 3 - пуансонодержатель 4 с шаговым ножом 5, пробивным пуансоном б и вырубным пуансоном 7 с запрессованным в нем ловителем, имеющим фиксирующую часть 8 и заходную часть 9.
Штамп работает следующим образом. На Первом шаге пробивной пуансон 6 пройивает отверстие в листовом материале. Затем материал перемещается на величину шага L, равную
D э -I- л
где L- величина шага перемещения; Ю- диаметр вырубаемой детали; а- ширина перемычки между деталями,
&- величина, меньшая,половины разности между размером (диаметром) фиксирутацей части и наименьшим размером (диаметром) заходной части ловителя
где d -диаметр фиксирумцей части ловителя ;
йрдиаметр заходной части ловителя .
При этом вырубной пуансон 7 отстои от пробивного на .
на втором шаге оправка перемещает материал своей заходной частью 9 в направлении Обратном подаче ria величину А ,после чего вырубной пуансон вырубает деталь.
Формула изобретения
Штамп последовательного действия, содержащий шаговый нож, пробивной пуансон и вырубной пуансон со встроенJ ным лови гелем, имеющим фиксирующую часть и заходную часть, сужанхцуюся в направлении, противоположном рабочему торцу пуансона, отличающийся -тем, что, с целью повышеQ НИН точности получаемых деталей шаговый нож выполнен по. длине превышающим сумму диаметра вырубаемой детали и перемычки между деталями на величину, меньшую половины разности размеров рабочей части и наименьшего размера заходной части ловителя в направлении, параллельном направлению подачи.
20 Источники информации,
принятые во внимание при экспертизе
