(54) ШТАМП ДЛЯ ОБРАБОТКИ ПОЛОСОВОГО И ЛЕНТОЧНОГО МАТЕРИАЛА

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для обработки полосового и ленточного материала | 1980 |
|
SU880566A1 |
| Штамп для обработки полосового и ленточного материала | 1982 |
|
SU1034817A1 |
| Штамп последовательного действия | 1986 |
|
SU1382544A1 |
| Штамп для обработки полосового и ленточного материала | 1979 |
|
SU774703A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Штамп для обработки полосового и ленточного материала | 1987 |
|
SU1500414A1 |
| Штамп последовательного действия | 1983 |
|
SU1133002A2 |
| Установка для штамповки деталей из полосового и ленточного материала | 1987 |
|
SU1442300A1 |
| Штамп для разделительных операций | 1982 |
|
SU1225644A1 |
| Штамп для обработки полосового и ленточного материала | 1984 |
|
SU1319974A2 |
1
Изобретение относится к холодной обработке металлов давлением и может быть использовано для обработки полосового и ленточного материала.
Известен штамп для обработки полосового и ленточного материала, содержащий закрепленные на верхней плите пробивные пуансоны и отрезной нож, смонтированный на нижней плите шаговый упор, направляющие для, перемещения материала, съемник и сбрасыватель 1 .
Однако известный штамп имеет сложную ,Q конструкцию.
Цель изобретения - упрощение конструкции штампа.
Поставленная цель достигается тем, что в штампе для обработки полосового и ленточного материала, содержащем закреплен- is ные на верхней плите пробивные пуансоны и отрезной нож, смонтированные на нижней плите шаговый упор, направляющие для перемещения материала, съемник и сбрасыватель, отрезной нрж расположен перед пробивными пуансонами, а шаговый упор 20 расположен за пробивными пуансонами по ходу подачи материала, съемник закреплен консольно, а сбрасыватель выполнен
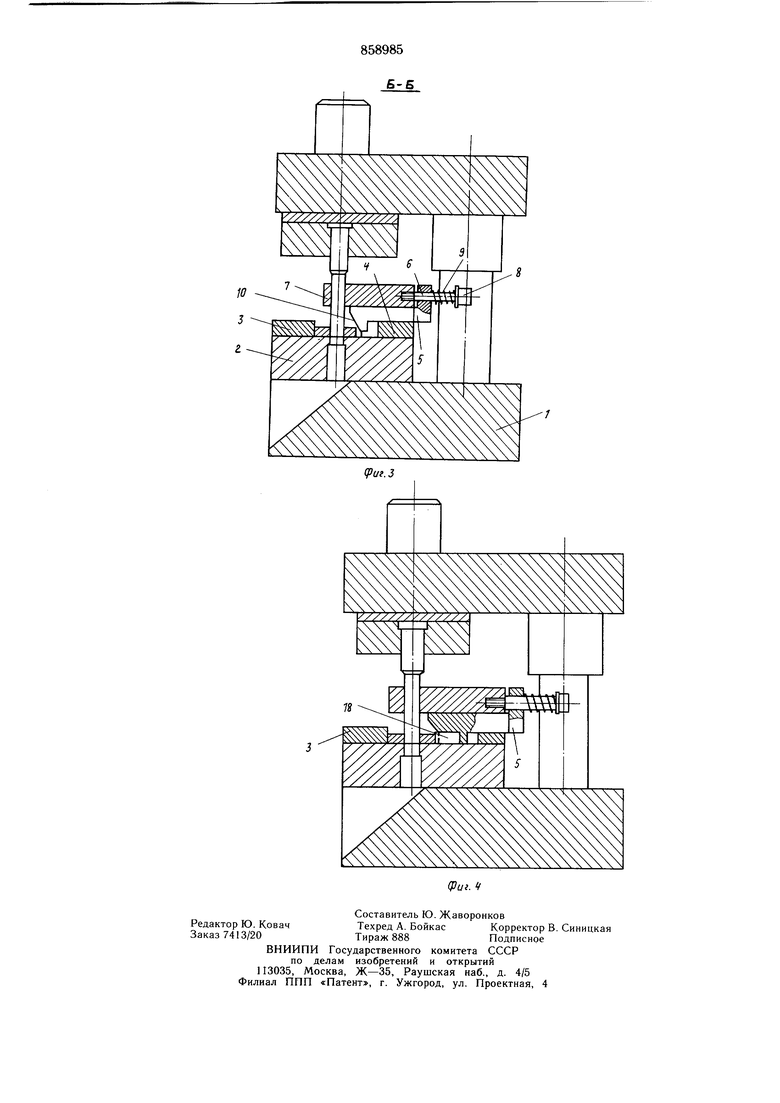
в виде по меньшей мере одной подпружиненной в направлении, перпендикулярном направлению подачи материала, планки, на которой со стороны нижней плиты выполнен скос, взаимодействующий с материалом. На фиг. 1 изображен штамп, общий вид в разрезе; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2; на фиг. 4 - второй вариант исполнения сбрасывателя.
Штамп для обработки полосового и ленточного материала содержит нижнюю плиту 1 и установленную на ней матрицу 2. На матрице 2 закреплены направляющие 3 и 4. В пазах направляющей 4 установлен сбрасыватель, вьнюлненный в виде планок 5, свободно установленных на внешних винтах 6, ввернутых в съемник 7, закрепленный на направляющей 4 консольно. На винтах 6, между головками 8 и планками 5 установлены пружины 9.
На торце планки 5 со стороны матрицы 2 выполнен скос 10, взаимодействующий с материалом 11 (полосой или лентой). На верхней плите 12 закреплена подкладная плита 13, пуансонодержатель 14 с пробивными пуансонами 15 и отрезным ножом 16. На матрице закреплен шаговый упор 17. На планке 5 может быть закреплен ролик 18, являющийся прижимом. Штамп для обработки полосового и ленточного материала работает следующим образом. Материал 11 (полоса или лента) подается до шагового упора 17. При ходе верхней плиты 12 вниз пробивные пуансоны 15 пробивают отверстия в материале 11, а отрезной нож 16 отрезает заготовку от материала 11. При ходе верхней плиты 12 вверх вырубные пуансоны 15 увлекают заготовку вверх и она, упираясь в скосы 10, перемещает планки 5, сжимая пружины 9. В момент соприкосновения со съемником 7 и выхода пуансонов из заготовки винты 6 под действием пружин 9 перемещаются влево (фиг. 3) и выбрасывают заготовку из рабочей зоны штампа через зазор между направляющей 3 и съемником 7. Затем цикл повторяется. Планки 5 одновременно прижимают материал 11 к направляющей 3. При установке ролика 18 на планке 5 материал 11 прижимается к направляющей этим роликом. Предлагаемое выполненное штампа позволяет упростить конструкцию известных штампов того же назначения и обеспечить большую безопасность работы. Формула изобретения Штамп для обработки полосового и ленточного материала, содержащий закрепленные на верхней плите пробивные пуансоны и отрезной нож, смонтированные на нижней плите шаговый упор, направляющие для перемещения материала, съемники и сбрасыватель, отличающийся тем, что, с целью упрощения конструкции, отрезной нож расположен перед пробивными пуансонами, а шаговый упор расположен за пробивными пуансонами по ходу подачи материала, съемник закреплен консольно, а сбрасыватель выполнен в по меньшей мере одной подпружиненной в направлении перпендикулярном направлению подачи материала, планки, на которой со стороны нижней плиты выполнен скос, взаимодействующий с материалом. Источники информации, принятые во внимание при экспертизе 1. Скворцов Г. Д. Основы конструирования штампов для холодной листовой штамповки. М., «/Машиностроение, 1972, с. 327- 329, рис. 308 (прототип).
