Изобретение относится к обработке металлов давлением и может быть использовано в автоматах для штамповки.
Известно устройство для подачи штучных заготовок, содержащее направляющую заготовки и ползушку с толкателем, приводимую в возвратнопоступательное движение от привода через передающий механизм lj ,
Недостатком данного устройства является невысокая точность подачи заготовок.
Известно устройство для подачи заготовок преи 1ущественно к штампу для безоблойной штамповки,содержащее толкатель с приводом 2j ,
Однако известное устройство не решает вопрос точной установки заготовки в штампе с учетом ее разнодлиннос-20 ти, температуры нагрева, допуака на длину и т.д. Установка заготовок по переднему или заднему упорам не обес печивает установку заготовки в штампах для безоблойной штамповки, где требуется точное совмещение середин штампа и заготовки. Целью изобретения является повыше ние точности работы лри подаче заготовок преимущественно спаренных с перемычкой между ними к штампу для безоблойной штамповки. Поставленная цель достигается тем что устройство для подачи заготовок преимущественно спаренных с перемычкой между ними, к штампу для безоблойной штамповкиJ содержащее толкатель с приводом, снабжено узлом ориентации заготовки в процессе подачи, выполненным в враде секторных захватов, установленных с возможностью поворота и продольного перемещения относительно оси толкателя и связанных с размещенной на нем о&ой мой, подпружиненной относительно толкателяJ при помощи шарнирно-рычажных систем, подпружиненных между собой и снабженных элементами устан ки их исходного положения в виде копиров. На фиг. 1 показано устройство в исходном положении в планер на фиг. 2 - сечение А-А на фиг, 1. Устройство содержит обойму, уста новленную на толкателе 2, а также узел ориентации заготовки в виде се торных захватов 3, установленных с возможностью поворота и продольного
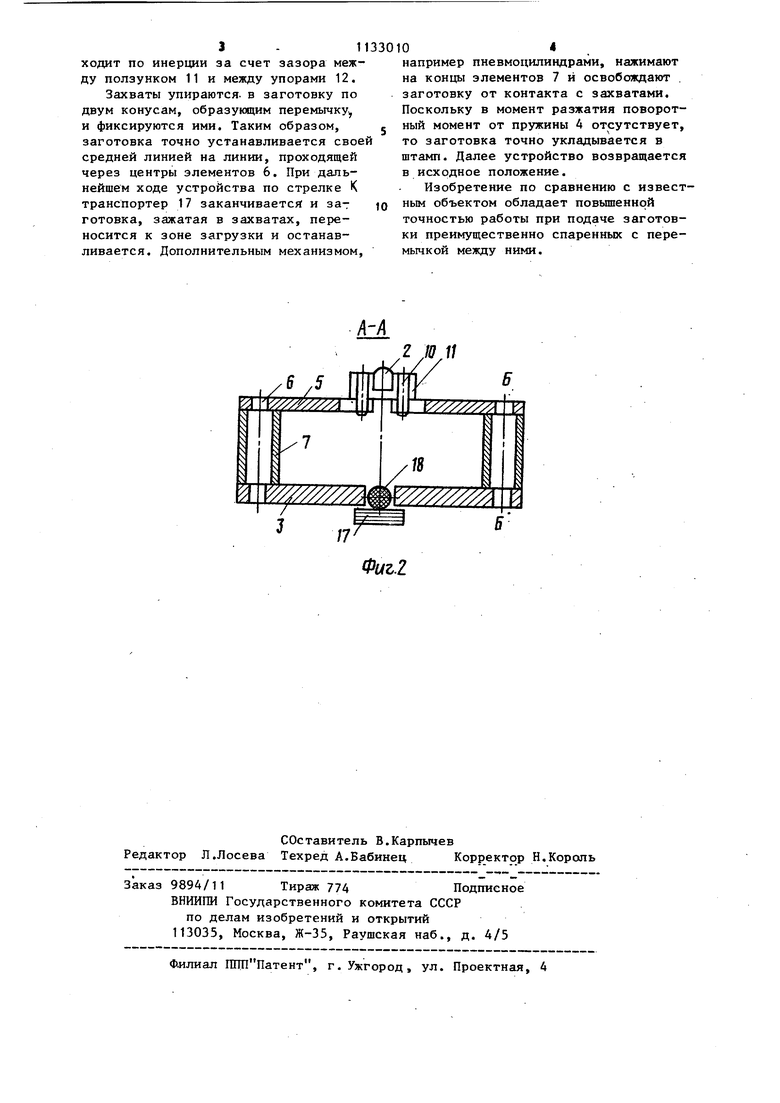
перемещения относительно оси толкателя и связанных с обоймой, подпружиненной относительно толкателя пружиной 4, посредством шарнирно-рычажных систем, состоящих из элементов 5-8. Элементы 7 соединены между собой зубчатыми секторами 9, входящими между собой в зацепление. На элементах 6, выполненньк в виде валов, на концах снизу закреплены секторные захваты 3, сверху элементы 5 с пазами. В пазы входят штифты 10, которые закреплены в ползунке 11, установленном на толкателе 2 с возможностью свободного
перемещения вдоль его оси. Перемещение ползунка ограничивается упорами 12,
На толкателе 2 с одной стороны укреплен упор 13. Пружина 14 установлена между концами элементов 7. В исходном положении концы элементов 7 опираются на копиры 15, а конец толкателя 2 - на упор 16. Ниже плоскости секторных захватов 3 проходит транспортер 17 с заготовкой 18. Заготовка 18, двигаясь по транспортеру 17, упирается в упор 13, причем средняя линия заготовки переходит всегда линию центров валов 6 в замкнутом положении. При перемещении устройства по стрелке вправо (заготовка всегда I TIpIiжимaeтcя к упору 13 за счет раз ности скоростей транспортера и устройства) концы элементов 7 соскакивают с копиров 15 и секторные захваты 3 зажимают заготовку равномерно с двух сторон благодаря зубчатым секторам 9. При дальнейшем движении толкатель 2 отходит от упора 16 и пружина 4 через ползунок 11, штифты 10, элементы 5 и 6 поворачивает секторHpie захваты. Поскольку последние находятся в контакте с заготовкой по заднему конусу, образующему перемычку заготовка начинает перемещаться против стрелки К сначала от упора 13 во избежание первоначального проскальзывания, а затем от самих секторнь х захватов, так как расстояние от штифта 10 до оси элемента 6 меньше, чем радиус секторных захватов, упор отстает от заготовки. В конце хода толкателя 2, которь й CBOHT-i одним упором 12 упирается в обойму 1 доеорот захватов проис3 - 11330 ходит по инерции за счет зазора между ползунком 11 и между упорами 12. Захваты упираются, в заготовку по двум конусам, образующим перемычку и фиксируются ими. Таким образом, заготовка точно устанавливается своей средней линией на линии, проходящей через центры элементов 6. При дальнейшем ходе устройства по стрелке К транспортер 17 заканчивается и зат ю готовка, зажатая в захватах, переносится к зоне загрузки и останавливается. Дополнительным механизмом.
10«
например пневмоцилиндрами, нажимают на концы элементов 7 и освобождают . заготовку от контакта с захватами. Поскольку в момент разжатия поворотный момент от пружины А отсутствует, то заготовка точно укладывается в штамп. Далее устройство возвращается в исходное положение.
Изобретение по сравнению с известным объектом обладает повышенной точностью работы при подаче заготовки преимущественно спаренных с перемычкой между ними.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическая линия для безоблойной штамповки длинномерных изделий | 1980 |
|
SU929291A1 |
| Автоматическая линия для безоблойной штамповки поковок длинномерных изделий | 1986 |
|
SU1402402A1 |
| Штамп для безоблойной штамповки | 1985 |
|
SU1299695A2 |
| Устройство для разделения материала | 1981 |
|
SU1002068A1 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ ЗАГОТОВОК В ПРЕСС | 1993 |
|
RU2063287C1 |
| Демпфер для подающей каретки штампа | 2020 |
|
RU2756457C1 |
| Установка для штамповки деталей с вытянутой осью | 1974 |
|
SU538806A1 |
| КОВОЧНЫЕ ВАЛЬЦЫ | 1969 |
|
SU253557A1 |
| Грейферное устройство для подачи заготовок | 1982 |
|
SU1085661A1 |
| Установка для штамповки изделий | 1987 |
|
SU1459808A1 |
УСТРОЙСТВО ДЛЯ ПОДАЧИ ЗАГОТОВОК преимущественно спаренных с бМ перемычкой между ними к штампу для безоблойно й штамповки, содержащее толкатель с приводом, отличающееся тем, что, с целью повышения точности, оно снабжено узлом ориентации заготовки в процессе подачи, вьптолненным в виде секторных захватов, установленньк с возможностью поворота и продольного перемещения относительно оси толкателя и связанных с размещенной на нем обоймой, подпружиненной относительно толкателя, при помощи шарнйрно-рычажных систем, подпружиненных между собой и снабженных элементами установки их исходного положения в виде копиров. (Л // . I/ / ее со Фиг. ю
Фиг2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патрон для многошпиндельнойгОлОВКи | 1979 |
|
SU804226A2 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для подачи штучных заготовок | 1979 |
|
SU782918A1 |
| кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
