(54) УСТРС СТВО ДЛЯ ПОДАЧИ ШТУЧНЫХ ЗАГОТОВСЖ
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для горячей высадки головок болтов | 1988 |
|
SU1606250A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| УСТРОЙСТВО ДЛЯ ПОДАЧИ ШТУЧНЫХ ЗАГОТОВОК в РАБОЧУЮ ЗОНУ ШТАМПА | 1972 |
|
SU329937A1 |
| Устройство для подачи длинномерного материала в рабочую зону пресса | 1982 |
|
SU1082528A1 |
| Устройство для подачи заготовок и удаления изделий из штампа | 1989 |
|
SU1738440A1 |
| Автоматическая линия для изготовления деталей типа топоров | 1989 |
|
SU1727945A1 |
| АВТОМАТ ДЛЯ ОБРАБОТКИ СТЕРЖНЕВЫХ ДЕТАЛЕЙ | 1992 |
|
RU2021070C1 |
| РУКА МЕХАНИЧЕСКАЯВ П Т БЙП .-':••-V. ^-;:^ Н о .-•' , -•-й(ц, -.••'..•,;:,.; | 1972 |
|
SU425714A1 |
| Устройство для поштучной выдачи длинномерных заготовок | 1983 |
|
SU1142376A1 |
| Грейферная подача к штамповочному прессу | 1980 |
|
SU980915A1 |
I
Изобретение относится к области механизации штамповочного производства к может быть использовано для aBTOMiaтической подачи в штампы прессов штучных заготовок.
Известно устройство для подачн штучных заготовок в рабочую эсису штампа, содержащее смонтированные на станине направляюшую для заготовок и ползушку с толкателем, приводимую в возвратнопоступательное перемешен ие от штока пневмоцилкндра через передаточный механизм .
Однако известное устройство недостаточно производительно ввиду низкой скорости перемешения заготовок.
Цель изобретения - повышение производительности к точности установки.
Это достигается тем, что ползушка вьтолнена в виде зубчатой рейки, а передаточный механизм -в виде смонтированного с возможностью вращения на имеющейся в станине оси зубчатого сектора, шарнирно связанного со штоком пневмоцилиндpa, при этом корпус последнего закреплен в станине шарнирно с обеспечением в конДе хода штока совпадения своей оси качания с осями вращения шарнира штока и зубчатого сектора.
Кроме того, с целью вьюода пне моцилиндра из мертвой точки оно снабжено жестко закрепленным на станине дополнительным пневмоцилиндром, подключенным параллельно основному с возможностью
10 воздействия рабочим концом своего штока на шарнирное соединение зубчатого сектора и штока основного пневмоцилиндра в направлении, перпендикулярном оси основного пневмоцилиндра.
ts
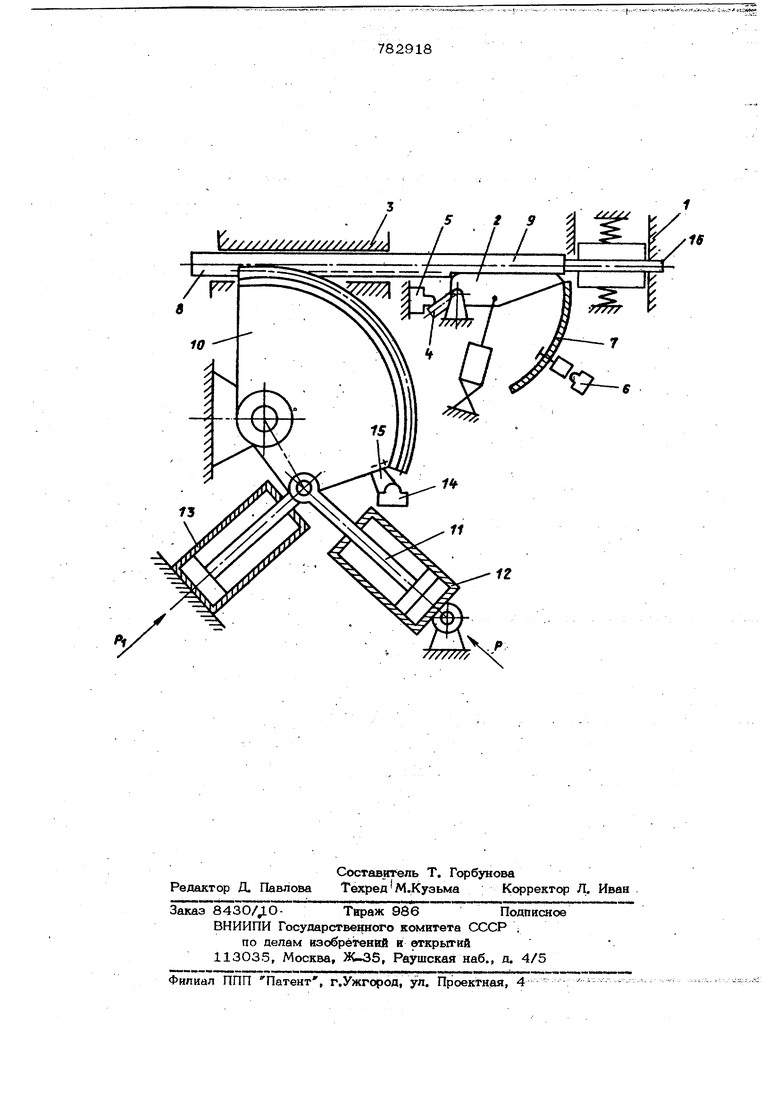
На чертеже показано схематично устройство в переднем крайнем положении.
Центрирующие губки 1 расположены в межштамповом пространстве пресса. Поворотный лоток 2 закреплен своим шар20ниром в станине 3. На конце шарнира укреплен кулачок 4, включающими конечный выключатель 5. Конечньо выключатель 6 смонтирован на склизе 7. ) 8 с толкателем 9 находится в зацеплении с сектором 10. Штс« 11 основного пневмоцилиндрй 12 ШарнйрЖ§1Кр1бп71Ш 1 ёк1 ре 1U, а пневмоцилиндр 12 своим вторым кбнцбм шарнарно закреплён на станине. В таком положении линия действия силы Р основного пневмоцилиндра 12 проходит через ось вращения сектора. ДополнительнШ 11иёвм щилиндр 13 неподвижно закреплен на станш1е и линия действия его силы f. направлена перпендикулярно л1шии действия сипы Р. Кешечный вьвключатель 14 включается флажком 15, закрепленным на секторе 10. . Устройство работает следующим образом. В ИСХОДНОМ положении, когда толкатель 9 находится в крайнем заднем положении, а поворотньй лотсж 2 в наклошюм положении, заготовка 16 скользит по поворот- ному лотку 2 и включает ксшечный выклк чатель 6, которьй дает команду пневмоцилйндру Hia lioBCfiотлотка 2 в гс изовтальное положение. Лоток 2 поднимает заготовку 16 в горизсжтальное положение и совмещает ее ось с плоскостью разьемд центрирующих губок. Кулачсж 4 включает кшечный выключатель 5,. который дает команду на включение в работу пневмсххилйндра 12, который резко вращает сектор 1О и перемещает толкатель 9 в крайнее переднее положение. Таким образом произходит заталкивание заготовки. ЦиЯиищ 12 в конце хода из движущего стшювится тормозящим. Крутящий момент се&тора меняется от задаЕшой меексимальнсЛ величины до нуля в конце хода, следовательно, тожатель 9 движется вперед с отрицательным ускорением, т.е. оя дв.ижется с замедлением, что не дает перемещаемой заготовке Инерционности. Это обеспечивает Точную остановку заготовки без перебега. На всем пути шток 11 перемещается с постоянной скоростью, что у)й1вйШ1ёт в - мя ц{шла заталкивания заготовки, н в кон це хода не происходит удара, так как пор шень пневмоцилиндра не доходит до ки.., После заталкивания; заготовки в центрирующие зтубки, флажок 15 включает конечный вьослючатель 14, который дает команду на поворот лотка 2 Ё наклонное положение. Кулачок 4 выключает ксжешьД вьалючат ль 5, чем дается команда на одновременную подачу сжатого воздуха в штсжовые полости цилиндров 12 и 13, Так как линия действия силы 1 перпен дикулярна линии действия силы Р, то сектор Ю легко выходит из мертвой точки и выводит толкатель 9 в крайнее заднее положение. Использование изобретения позволяет подавать штучнью заготовки в пресс с большой точностью, q меньшим циклом по времени по срашёнию с известными подающими устройствами, в результате чего повышается (производительность пресса и качество получаемых изделий. Формула из о б Р е т е н и я 1. Устройство для подачи штучных загбтовсж в рабочую зсяу, штампа содержащее направляющую заготовки и ползуижус толкателем, приводимую в возвратно-поступательное движение от привода через передающий механизм, о т л и ч а ю- Щ е е с я тем, что, с повышения производительности и точности установки, ползушка выполнена в виде зубчатой рейки с приводом от зубчатого ceKfopa,смонтированного с возможностью качания на оси и шарнирно связанного со щтоком пнев-. моцилиндра, корпус которого.в свою очерёДь шарнй| Ж6 здкреплен на станине та-. КИМ образом, что в конце хода упок4янутого пневмйцклиндра ось вращения сектора, шарнира .штсжа и ось качания силинд.ра совпадают. 2, Устройство по П.1, о т ли ч а ю пх е е с я тем, что, с целью вывода ndJDte4lE йд мертвоЙ точки,(М1б (а бжево жестко закрёпйейным. на бтанине допол- нительным пневмоцилиндром. Источники инф чэмацви, принятые во внимание ара 1. Авторское свидетельство СССР № 329937, кл. В 21 D 43/06. 1974. //////h I II У/Х/Х/У//Х/Х/Х/ХХ/Х) / , . // ./ I I
