9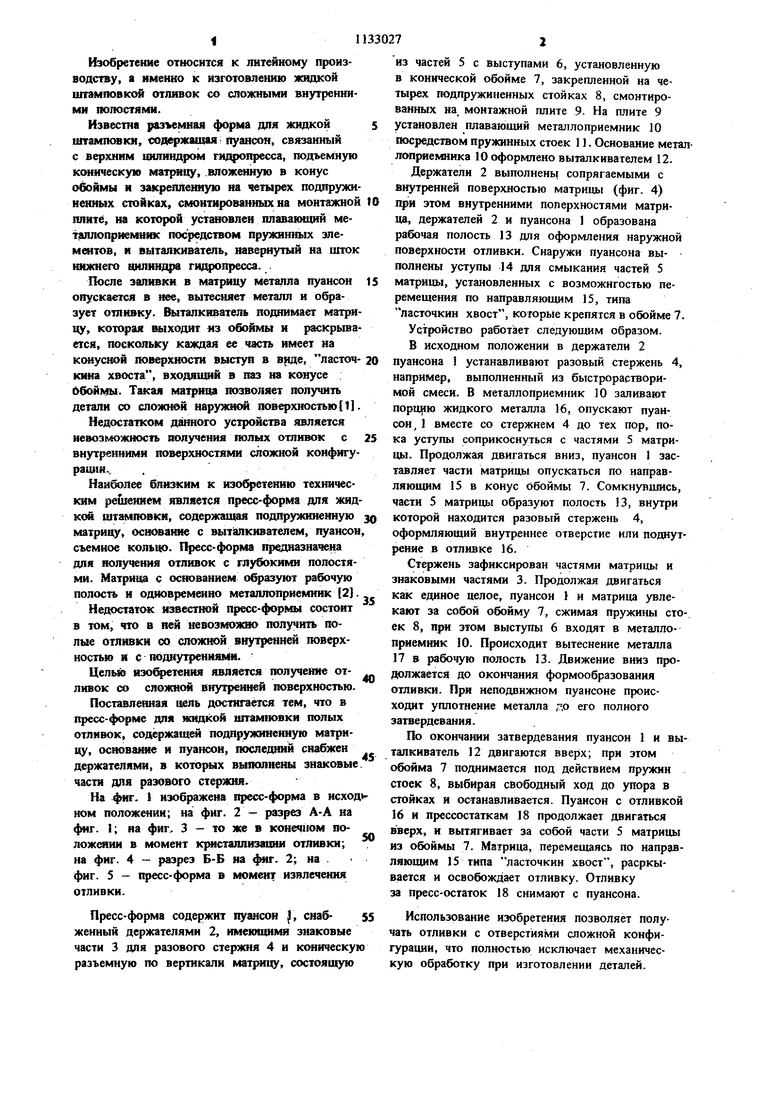
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для жидкой штамповки отливок | 1985 |
|
SU1299702A1 |
| Пресс-форма для штамповки из жидкого металла | 1978 |
|
SU789232A1 |
| Пресс-форма для штамповки из жидкого металла | 1979 |
|
SU954167A1 |
| Штамп для штамповки из жидкогоМЕТАллА | 1979 |
|
SU793711A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2043854C1 |
| Устройство для штамповки металла в твердожидком состоянии | 1991 |
|
SU1838044A3 |
| ПРЕСС-ФОРМА ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1998 |
|
RU2136441C1 |
| Пресс-форма | 1979 |
|
SU854577A1 |
| Пресс-форма для жидкой штамповки | 1983 |
|
SU1142218A1 |
| Пресс-форма для литья с кристаллизацией под давлением | 1982 |
|
SU1091995A1 |
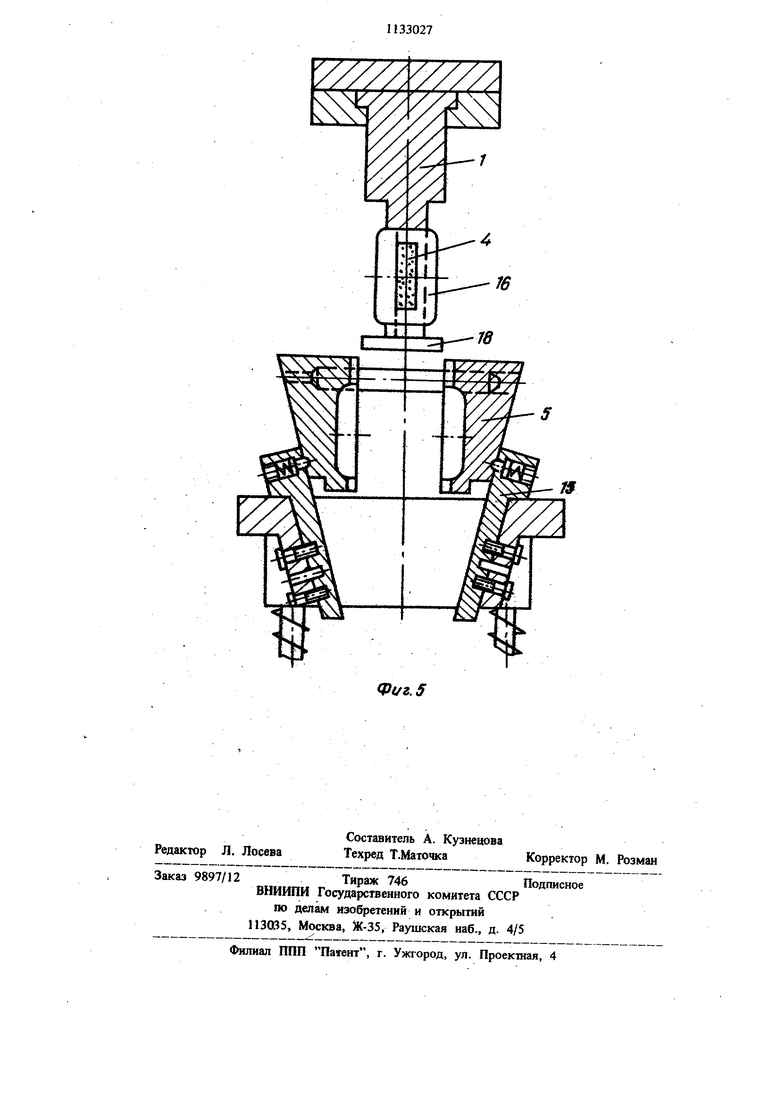
ПРЕСС-ФОША ДЛЯ ЖИДКОЙ ШТАМПОВКИ ПОЛЫХ ОТЛИВОК содержащая подпружиненную матрицу, основание и пуансон, отличающаяся тем, что, с целью получения отливо со слоя(ной внутренней поверхностью, пуансон снабжен держателями,в, которых выполнены знаковые части для рйзового стержня.
00 00
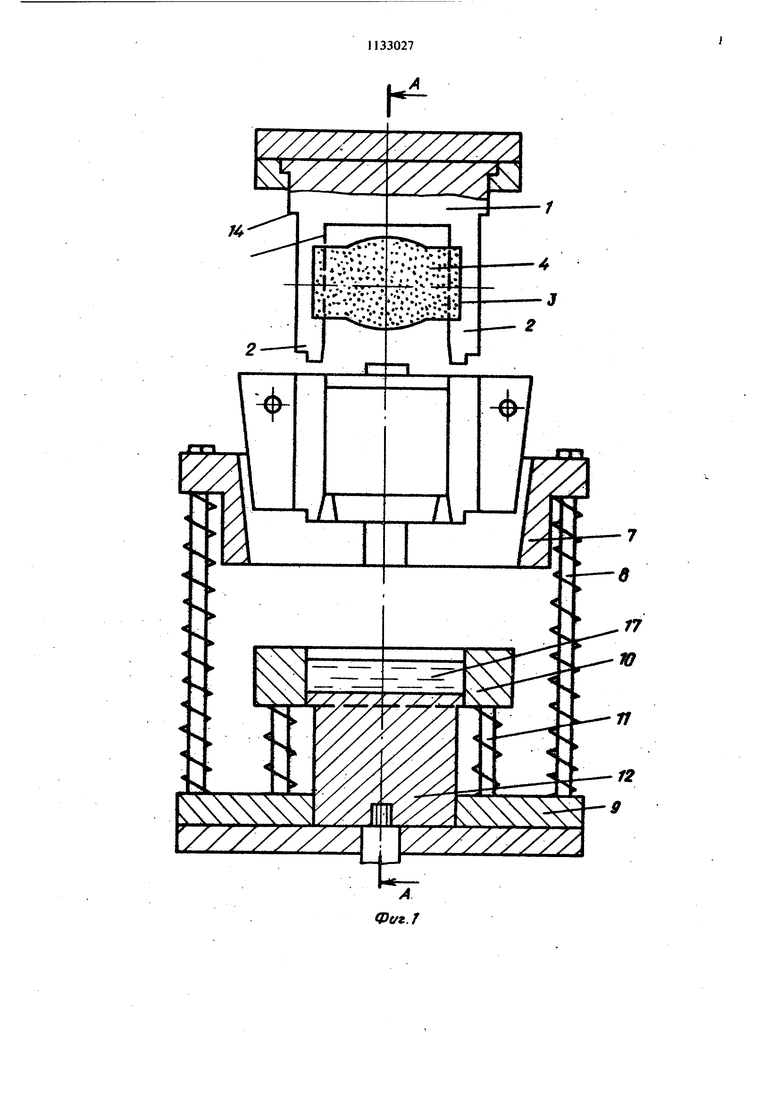
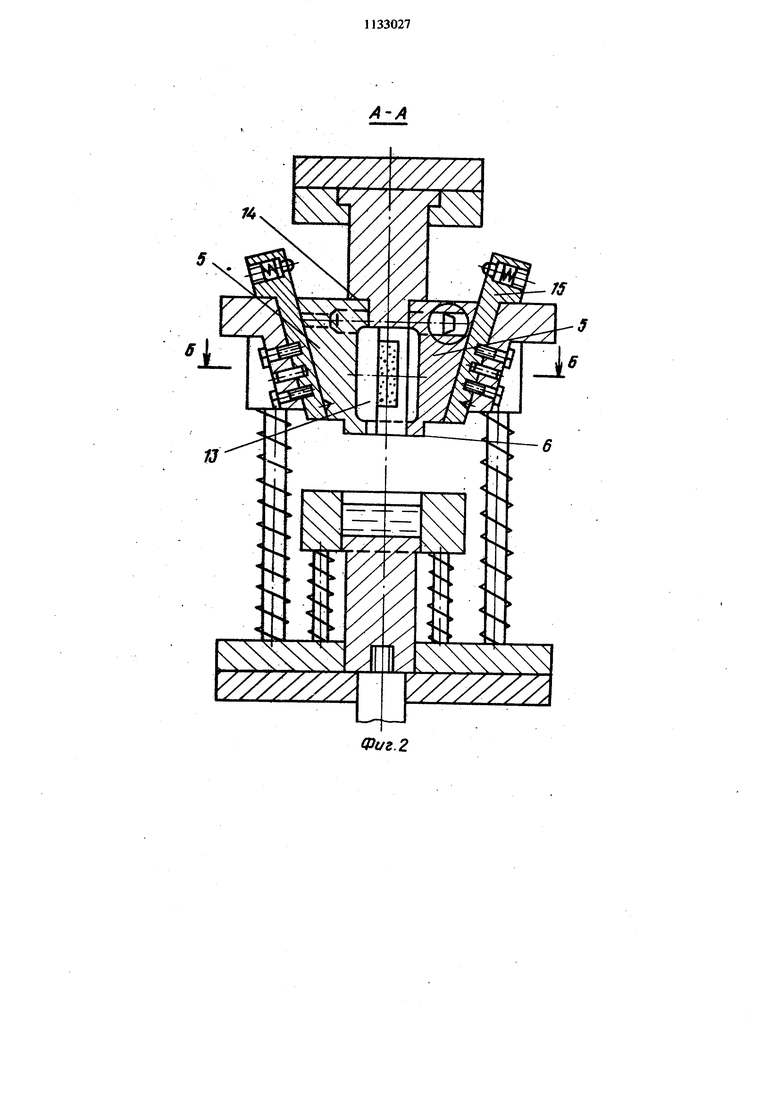
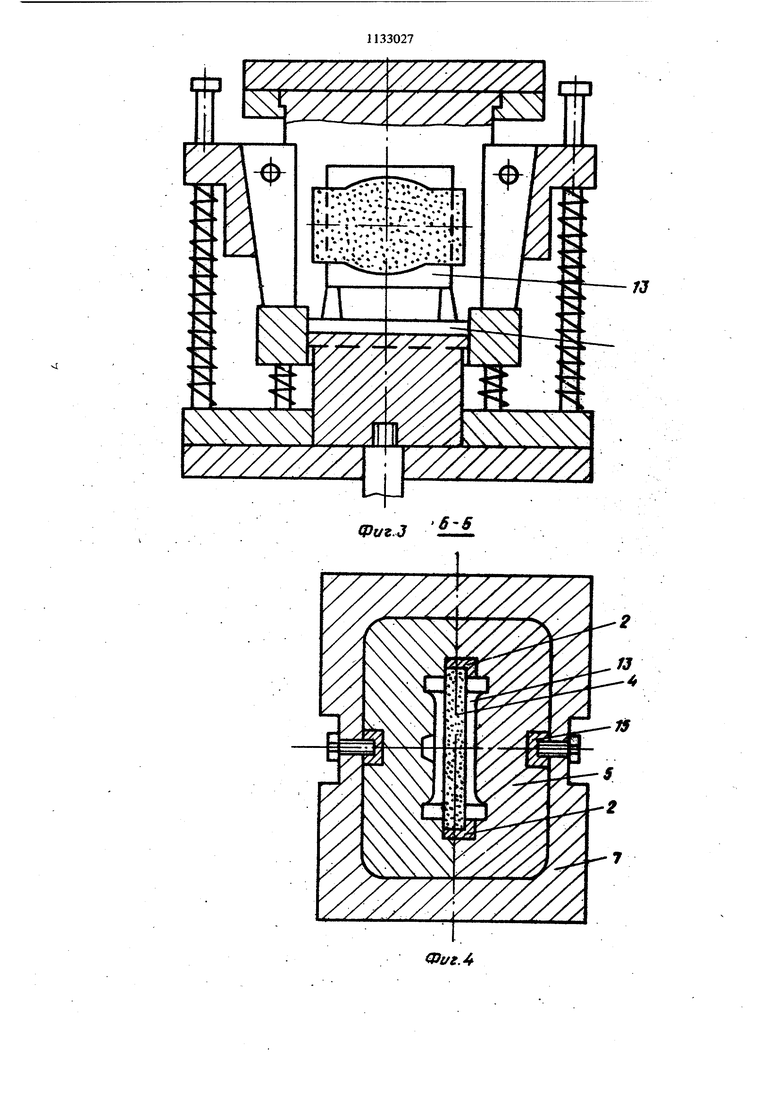
го Изобретение относится к литейному производству, а именно к изготовлению лоцисой штамповкой отливок со сложными внутренними полостями. Известна разъемная форма для жидкой штамшжкк, содержащая пуансон, связанный с верхним шшищфом гидропресса, подъемную коническую матрицу, .вложенную в конус обоймы и закрепленную на четырех подпружи ненных стойках, смонтированных на монтажной плитб, на которой установлен плавающий металлопрнемнюс посредством пружинных элементов, и выталкиватель, навернутый на шток гаикнего ннлшифа гидропресса. . После заливки в матрицу металла пуансон опускается в нее, вытесняет металл и образует отливку. & 1талкиэатель поднимает матри цу, которая выходит из обоймы и раскрьюа ется, поскольку каждая ее часта имеет на конусной поверхности выступ в в;зде, ласточ кина хвоста, входящий в паз на конусе Обоймы. Такая матрица позволяет получить детали со слож1ЮЙ наружнсж пов хностью 1 Недостатком данного устройства является невозможность получения полых отливок с внутренними поверхностями сложной конфигу ращш.. Наиболее близким к нзобрететао техническим решением является пресс-форма для жид к(А щтакнювки, содержащая подпружиненную матрицу, с выталкивателем, пуансон съемное кольцо. Пресс-форма предназначена для яолуадния отливок с глубокими полостями. Матрица с основанием образуют рабочую полость и одаювремшно металлоприемник f 2 Недостаток известной пресс-формы состоит в том, что в ней невозможно получить полые отливки со сложной внутренней поверхностью и с подаутрениявй. Целые изобретения является получение отливок со слож1Юй внутренней поверхностью. Поставленная цель достагается тем, что в пресс-форме для жидкой штамповки полых отливок, содержащей подпружлненную матрицу, основаше и пуансон, последний снабжен держателями, в которых выполнены знаковые части для разового стержня, На фиг. t изображена пресс-форма в исход ном положении; на фиг. 2 - разрез А-А на фиг. I; на фиг. 3 - то же в конечном полож ии в момент к{ 1сталлизаши1 отливки; на фиг. 4 - разрез Б-Б на фиг. 2; на . фиг. S - пресс-форма в момент извлечшия отливки. Пресс-форма содержит пуансон |, снабженный держателями 2, нмеющняш знаковые части 3 для разового стержня 4 и коническу разъемную по вертикали матрицу, состоящую из частей 5 с выступами 6, установленную в конической обойме 7, закрепленной на четырех подпружиненных стойках 8, смонтированных на. монтажной плите 9. На плите 9 установлен плавающий металлоприемник 10 «средством пружинных стоек 11. Основание металл(И риемника 10 оформлено выталкивателем 12. Держатели 2 выполнены сопрягаемыми с внутренней поверхностью матрицы (фиг. 4) при этом внутренними поперхностями матрица, держателей 2 и пуансона 1 образована рабочая полость 13 для оформления наружной поверхности отливки. Снаружи пуансона выполнены уступы 14 для смыкания частей 5 матриць, установленных с возможнгостью перемещения по направляющим 15, типа ласточкин хвост, которые крепятся в обойме 7. Устройство работает следующим образом. В исходном положении в держатели 2 пуансона 1 устанавливают разовый стержень 4, например, выполненный из быстрорастворимой смеси. В металлоприемник 10 заливают жидкого металла 16, опускают пуансон, 1 вместе со стержнем 4 до тех пор, пока уступы соприкоснуться с частями 5 матрицы. Продолжая двигаться вниз, пуансон 1 заставляет части матрицы опускаться по направляющим 15 в конус обоймы 7. Сомкнувшись, части 5 матрицы образуют полость 3, внутри которой находится разовь Й стержень 4, оформляющий внутреннее отверстие или поднутрение в отливке 16. Стержень зафиксирован частями матрицы и знаковыми частями 3. Продолжая двигаться как единое целое, пуансон 1 и матрица увлекают за собой обойму 7, сжимая пружины стоек 8, при этом выступы 6 входят в металлоприем1шк 10. Происходит вытеснение металла 17 в рабочую полость 13. Движение вниз продолжается до окончания формообразования отливки. При неподвижном пуансоне происходит уплотнение металла ,,о его полного затвердевания. По окончании затвердевания пуансон 1 и выталкиватель 12 двигаются вверх; при этом обойма 7 поднимается под действием пружин стоек 8, выбирая свободный ход до упора в стойках и останавливается. Пуансон с отливкой 16 и прессостаткам 18 продолжает даигаться вверх, и вытягивает за собой части 5 матрицы из обоймы 7. Матрица, перемещаясь по направляющим 5 типа ласточкин хвост, расркывается и освобождает отливку. Отливку за Пресс-остаток 18 снимают с пуансона. Использование изобретения позволяет получать отливки с отверстиями сложной конфигурации, что полностью исключает механическую обработку при изготовлении деталей.
,
%y////y У/////7/.
JS
Фиг.2
6-S
Ф1/г.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| fapKOB В | |||
| В | |||
| Разъемные формы для жидкой штамповки | |||
| Литейное | |||
| производство, 1975, № 4, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Батышев А | |||
| И | |||
| Штамповка жидкого металла | |||
| М.,Машиностроение, | |||
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
