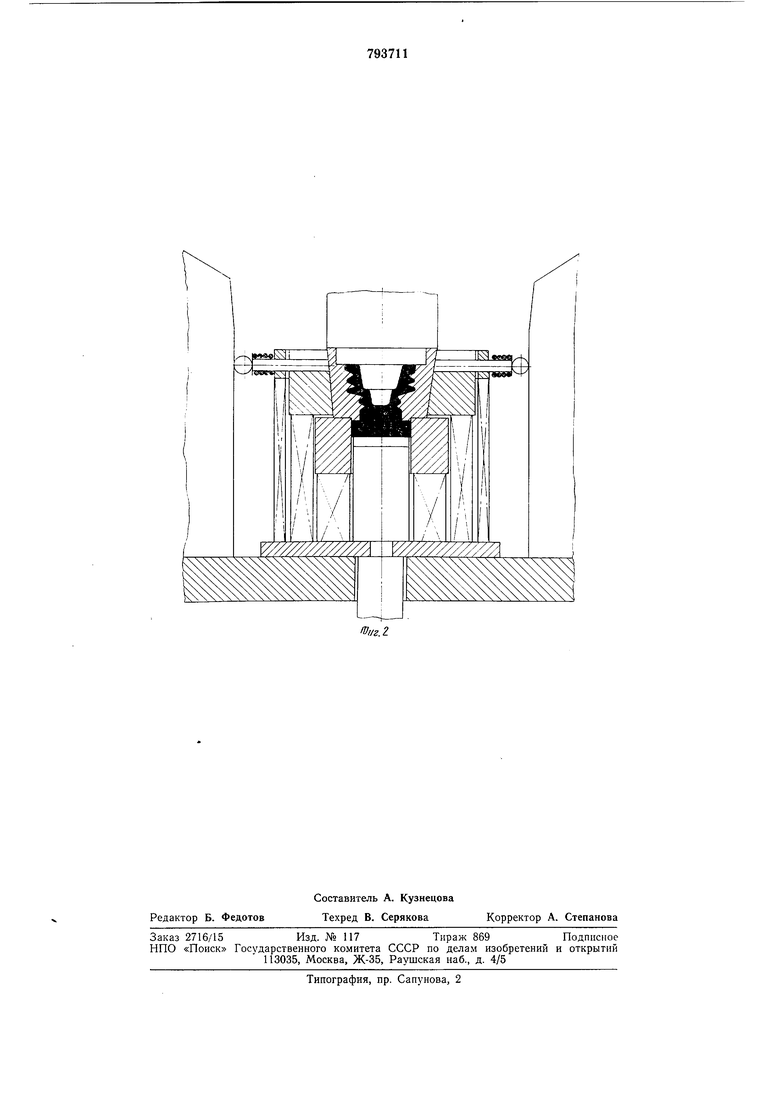
порцией жидкого металла, заливаемого через зазор между матрицей 7 и металлоприемником 2 мерным ковшом. После этого верхний цилиндр гидропресса включается иа движение «вниз, перемещая пуансон 16, матрицу 7 и обойму 3 как единое целое до смыкания матрицы с металлоприемником 2 и образования рабочей полости. При дальнейшем движении нижняя часть матрицы пояском 8 давит на металлическую коркустакан, спрессовывает ее и задерживает, не позволяя попасть в тело отливки, а жидкий металл заполняет рабочую полость. Движение «вниз продолл ается до окончания формообразования отливки, после чего движение прекраш,ается и происходит сдавливание и уплотнение металла до его полного затвердевания (фиг. 2).
После затвердевания нижний и верхний гидроцилиндры включаются на движение «вверх. При этом обойма 3 движется под действием пружинных элементов 5, а металлоприемник 2 - под действием пружинных элементов 4, выбирая свободный ход до упора, и останавливаются. Пуансон 16 извлекается из отливки и уходит вверх. Выталкиватель 6 с плитой 15, продолжая движение «вверх, выталкивает матрицу 7 с отливкой из обоймы 3. Одновременно отдельные части матрицы иод действием тяг 10 расходятся, освобождая отливку, остаю5 щуюся между выталкивателем 6 и пуансоном 16.
Изобретение позволяет получать различные по конфигурации отливки с высокой частотой поверхности, размерной точностью
0 и плотностью без спаев и включений.
Формула изобретения
Штамп для штамповки из жидкого металла, содержаший пуансон, матрицу и ме5 таллоприемник, установленный на основании под матрицей, отличающийся тем, что, с целью повышения качества отливок, на нижней поверхности матрицы, контактирующей с металлоприемником, вы0 полней кольцевой поясок, наружный диаметр которого равен диаметру полости металлоприемника.
Источники информации, принятые во внимание при экспертизе
5 1. Батышев А. И. Совмещенные способы литья и прессования, М., «НИИМАШ, 1971, с. 18, рис. 5 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для жидкой штамповки полых отливок | 1983 |
|
SU1133027A1 |
| Пресс-форма для штамповки из жидкого металла | 1978 |
|
SU789232A1 |
| Пресс-форма для жидкой штамповки отливок | 1985 |
|
SU1299702A1 |
| Пресс-форма для литья с кристаллизацией под давлением | 1986 |
|
SU1371767A1 |
| Устройство для литья с кристаллизацией под давлением | 1975 |
|
SU549254A1 |
| Пресс-форма для штамповки из жидкого металла | 1979 |
|
SU954167A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2043854C1 |
| СПОСОБ ШТАМПОВКИ ИЗ ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2033309C1 |
| Пресс-форма для штамповки из жидкого металла отливок с поднутрениями | 1985 |
|
SU1321516A1 |
| ВАКУУМНАЯ УСТАНОВКА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1998 |
|
RU2151666C1 |