Изобретение относится к литейному производству, в частности к штамповке из жидкого металла отливок со сложными наружными поверхностями.
Цель изобретения - повьппение надежности в работе.
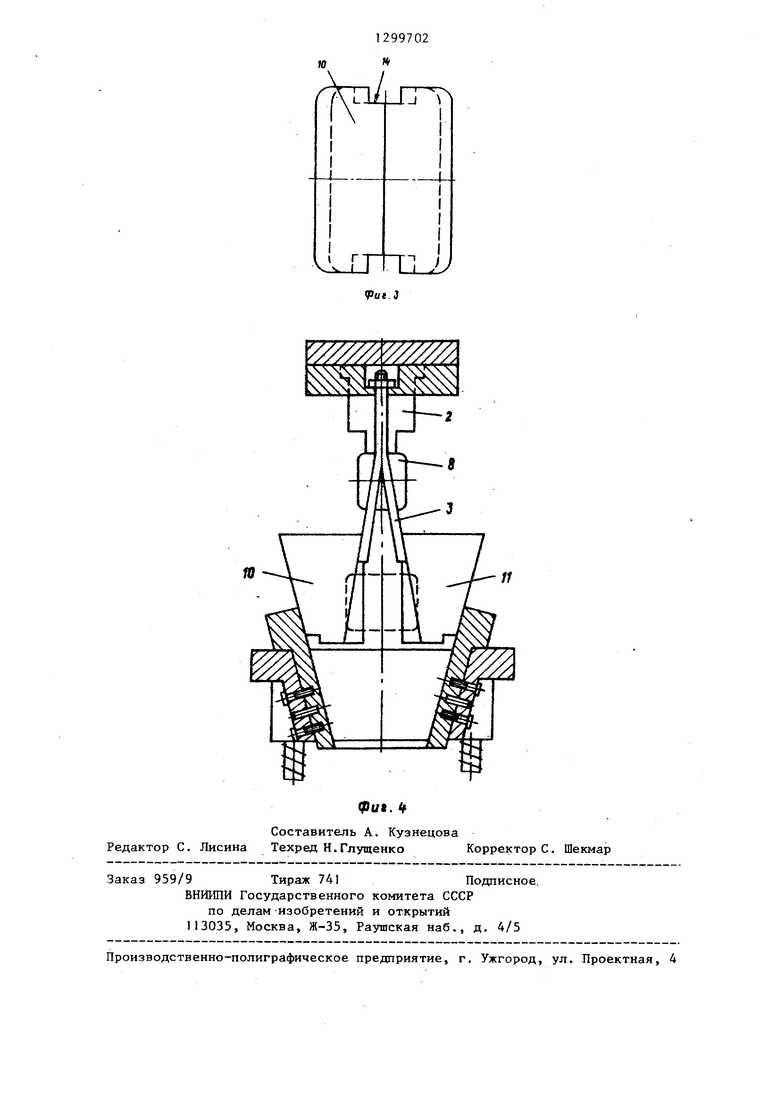
На фиг. показана пресс-форма, исходное положение; на фиг. 2 - разъемные полуматриды; на фиг. 3 - то же, вид сверху; на фиг. 4 - пресс- форма в момент раскрытия полуматриц и извлечения отливки.
Пресс-форма содержит верхнюю плиту 1 с закрепленными на ней пуансоном 2 и клиновыми планками 3 и 4, ус тановленными попарно, основание 5, на котором смонтированы металлопри- емник 6 с дном-выталкивателем 7 отливки 8 и подпружиненная обойма 9 с полуматрицами 10 и 11, установленными с возможностью перемещения по направляющим 12 типа ласточкин хвост. Обойма 9 установлена на подпружиненных стойках 13. Под планки 3 и 4 в полуматридах 10 и П выполнены пазы 14 ер скосами 15.
Пресс-форма работает следующим образом.
В металлоприемник 6 заливают порцию жидкого металла. Г|уансон 2 и клиновые планки 3 и 4 опускаются. Планки 3 и 4, скользя по скосам 15 пазов 14 в полуматрицах О и 11, опускают их по. направляющим 12 в обойму 9.
Пресс-форма для жидкой штамповки отливок, содержащая основание, подпружиненную обойму, разъемные полуматрицы, установленные в направляющих обоймы, и пуансон, отличающаяся тем, что, с целью повьппения надежности работы, она снабжена клиновыми планками, попарно
Сомкнувшись,полуматрицы вместе с 35 закрепленными на пуансоне, при этом обоймой продолжают двигаться как еди- в разъемных полуматрицах вьтолнены ное целое по стойкам 13 и входят в пазы со скосами, взаимодействующими, подпружиненный металлоприемник 6. с клиновыми планками.
O
-
0
5
)
Происходит вытеснение жидкого металла в рабочую полость матрицы. Движение вниз продолжается до окончания формообразования отливки 8. После окончания затвердевания пуансон 2 и планки 3 и 4 двигаются вверх, при этом обойма 9 поднимается, выбирая свободный ход до упора в стойках 13, и останавливается. Планки, продолжая двигаться вверх, скосами 15 раздвигают ползпматрицы 10 и 11, вытаскивая их из обоймы 9 по направляющим 10, и освобождают отливку 8. Раскрытые полуматрицы надежно фиксируются в верхнем положении. Полуматрицы могут быть выдвинуты из обоймы на высоту, обеспечивающую удобство их осмотра и смазки.
Изобретение позволяет повысить на;дежность работы пресс-формы, увеличить производительность труда и повысить безопасность работы.
Формула изобретения
Пресс-форма для жидкой штамповки отливок, содержащая основание, подпружиненную обойму, разъемные полуматрицы, установленные в направляющих обоймы, и пуансон, отличающаяся тем, что, с целью повьппения надежности работы, она снабжена клиновыми планками, попарно
5 закрепленными на пуансоне, при этом в разъемных полуматрицах вьтолнены пазы со скосами, взаимодействующими, с клиновыми планками.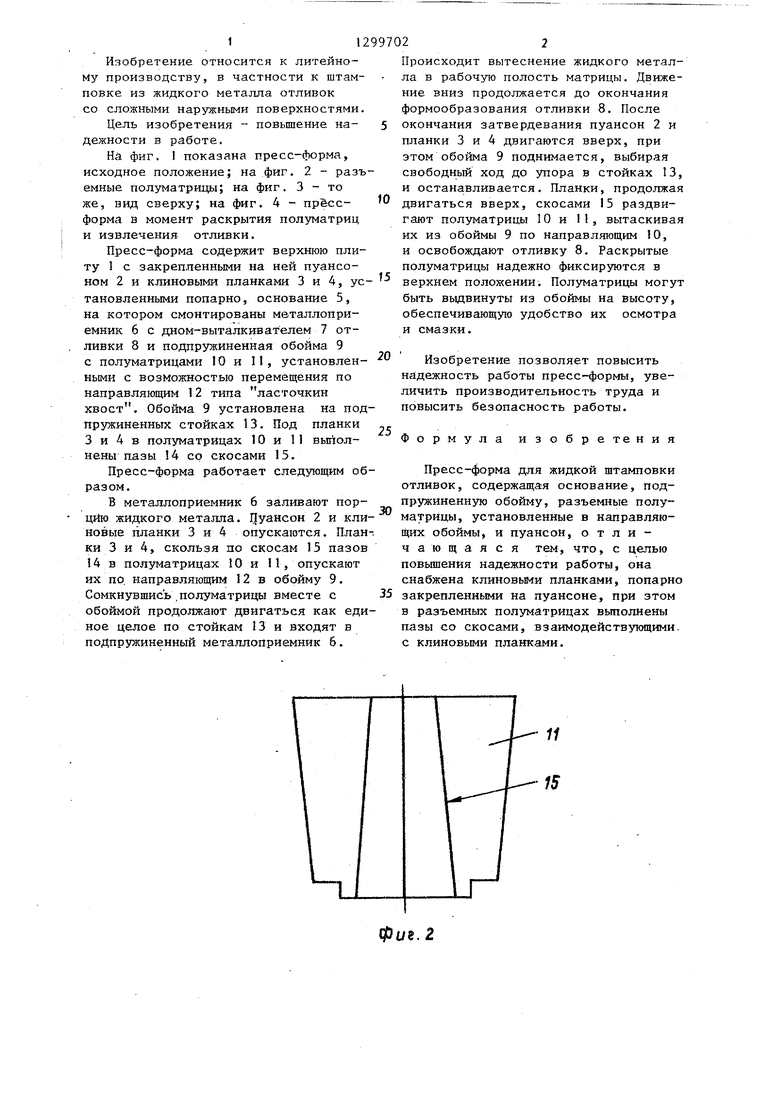
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для жидкой штамповки полых отливок | 1983 |
|
SU1133027A1 |
| Пресс-форма для штамповки жидкого металла | 1985 |
|
SU1338970A1 |
| Пресс-форма для жидкой штамповки | 1985 |
|
SU1296293A1 |
| Песс-форма для литья под давлением | 1976 |
|
SU609595A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| Пресс-форма для жидкой штамповки | 1983 |
|
SU1142218A1 |
| Литьевая форма для изготовления полимерных изделий | 1984 |
|
SU1186516A1 |
| Устройство для литья с кристаллизацией под давлением | 1982 |
|
SU1066737A1 |
| Пресс-форма для штамповки из жидкого металла | 1978 |
|
SU789232A1 |
| Пресс-форма для штамповки из жидкого металла | 1979 |
|
SU954167A1 |
Изобретение относится к литейному производству, в частности к жидкой штамповке отливок со сложными наружными поверхностями. Целью изобретения является повышение надежности работы. Пресс-форма содержит подпружиненную обойму 9, в направляющих 12 которой установлены раздвижные полу- матрицы 10 и 11, оформлякнцие отливку. Раздвижение полуматриц и освобождение отливки при движении пуансона 2 вверх осуществляется клиновыми планками 3 и 4, попарно закрепленными на плите 1. При этом планки 3 и 4 входят в пазы полуматриц, имеющих скосы. В раскрытом положении пресс-формы клиновые планки надежно фиксируют полуматрицы в верхнем положении, обеспечивая безопасность работ по обслуживанию пресс-формы. 4 ил. :в (Л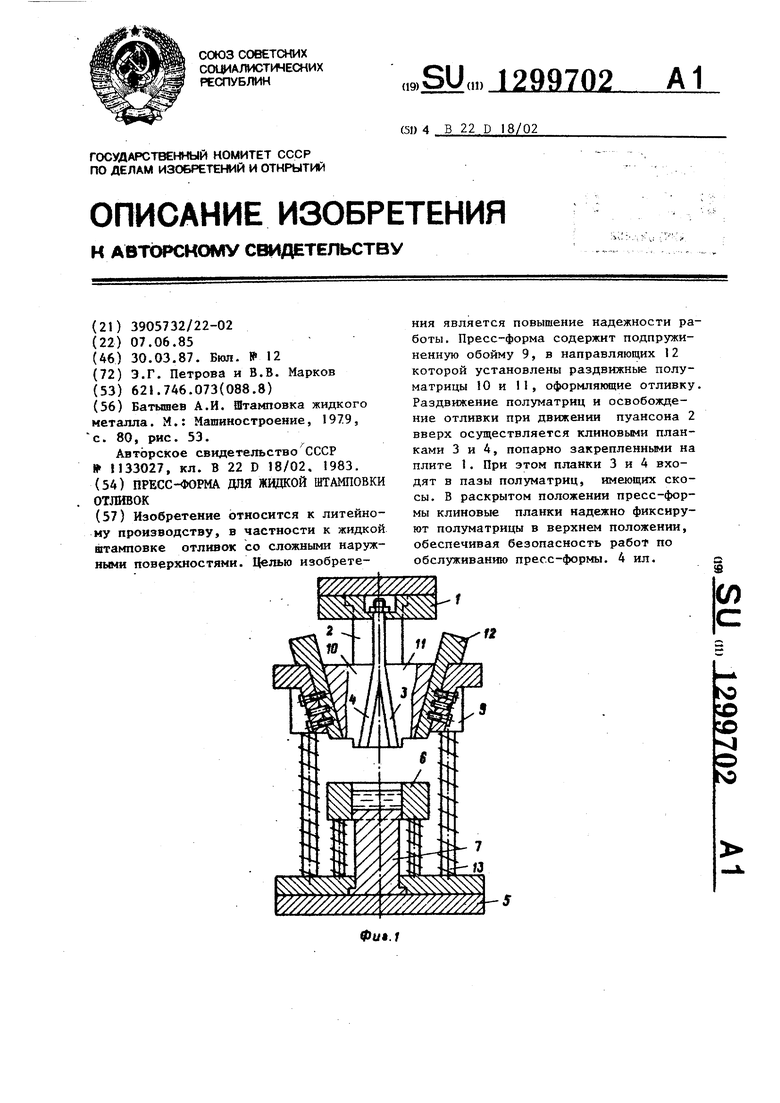
фие. 2
/f
Фи, fF
Составитель A. Кузнецова Редактор С. Лисина Техред Н.Глущенко
Заказ 959/9 Тираж 741Подписное.
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Корректоре. Шекмар
| Батьшев А.И | |||
| Штамповка жидкого металла | |||
| М.: Машиностроение, 1979, с | |||
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
| Веникодробильный станок | 1921 |
|
SU53A1 |
| Пресс-форма для жидкой штамповки полых отливок | 1983 |
|
SU1133027A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
