СО
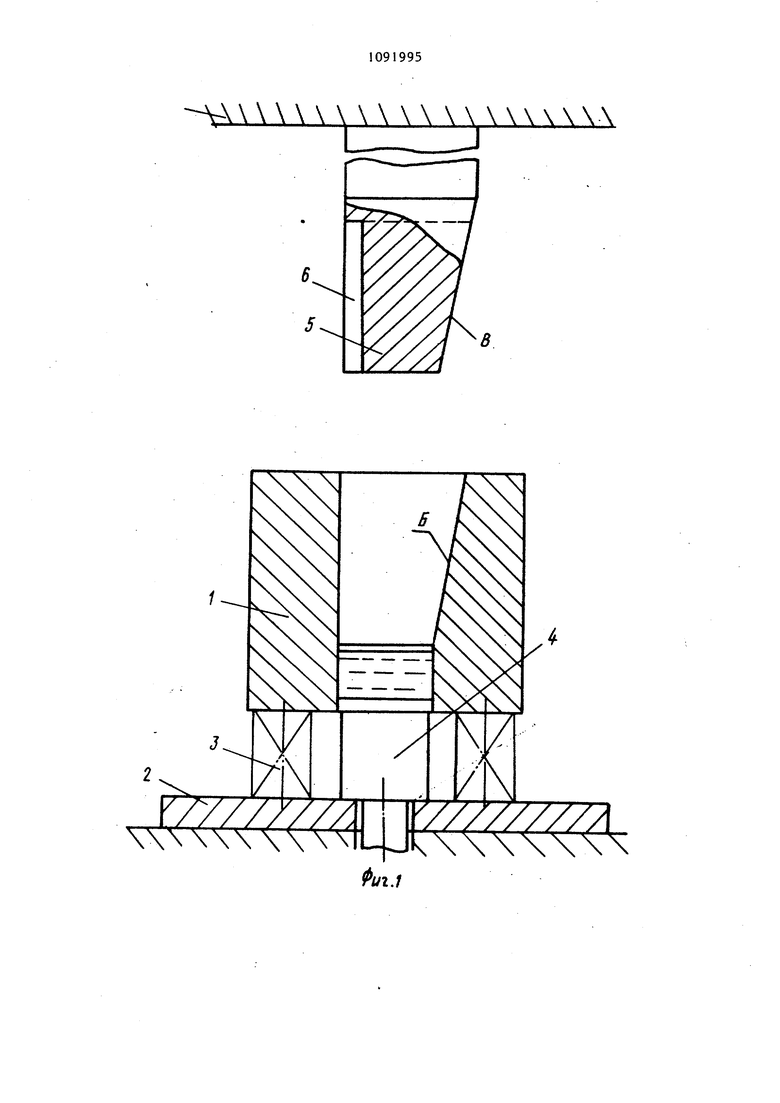
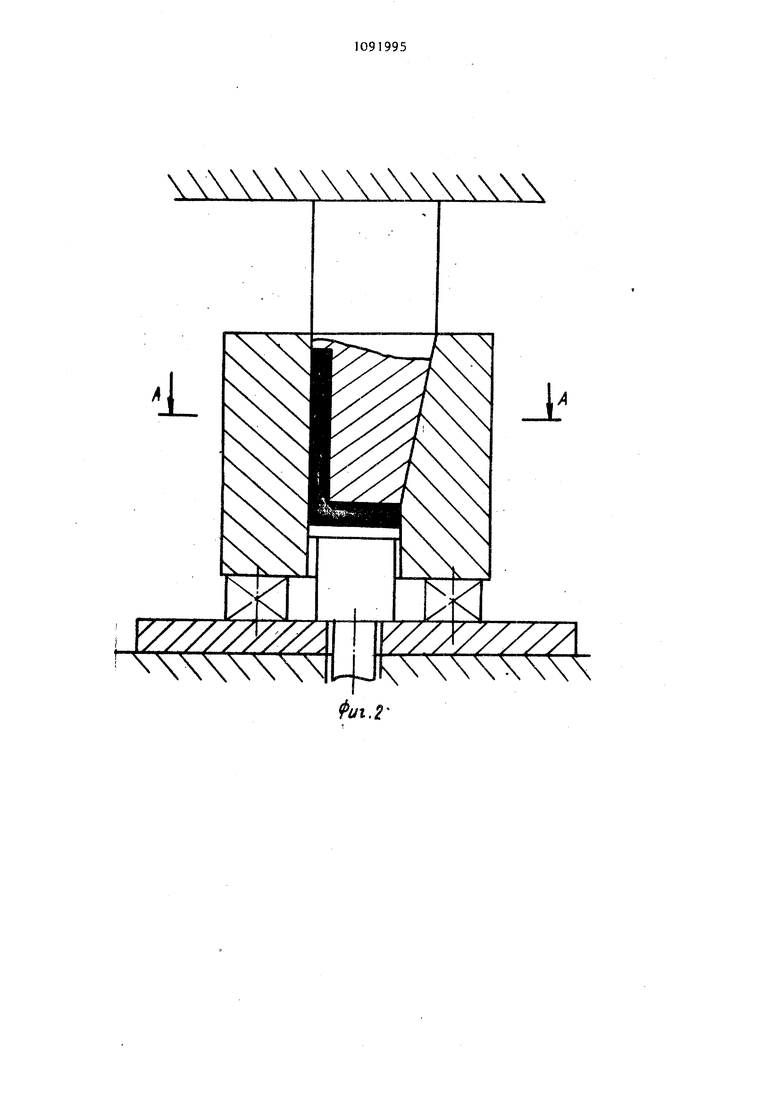
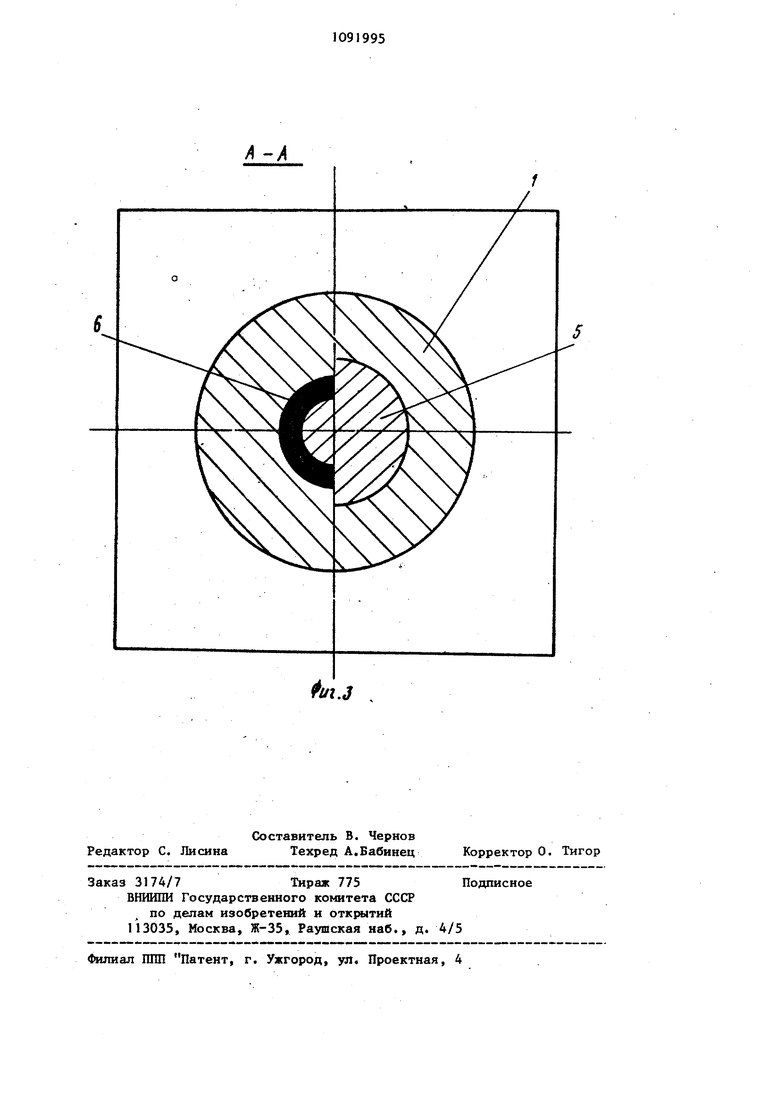
со со сд Изобретение относится к литейному производству, в частности к конструк циям пресс-форм для литья с кристаллизацией под давлением. Известна пресс-форма для изготовления отливок, содержащая подвижную матрицу-металлоприемник, установленную на неподвижной плите, основание образующее дно матрицы-металлоприемника, и пуансон OfНедостаток известной пресс-формы невозможность получения в ней протяженных отливок, не имеющих уклонов. Наиболее близкой к предлагаемой по технической сущности и достигаемому результату является форма для штамповки лопаточных колес, включающая матрицу-металлоприемник, установленную на неподвижной плите, поршень, образующий дно матрицыметаллоприемника, и пуансон, вьшолненный с формообразующей полостью Однако известная пресс-форма характеризуется невозможностью получения протяженных отливок без уклонов и без припусков на механическую обработку. Цель изобретения - получение качественных протяженных отливок типа полукольца без уклонов, Указання цель достигается тем, что в пресс-форме для литья с кристаллизацией под давлением, содержащей матрицу-металлоприемник, установленную на неподвижной плите, поршень, образующий дно матрицы-металлоприемника, и пуансон, выполненный с формообразующей полостью, контактирующие поверхности матрицы и пуансона со стороны, противоположной формообразукнцей полости, выполнены коническими. На фиг,1 схематически изображена пресс-форма для литья с кристаллизацией под давлением в исходном положении; на фиг,2 - то же,в рабочем положении; на фиг,3 - разрез А-А на фи г.2, Пресс-форма содержит матрицуметаллоприемник 1, установленную на неподв ной плите 2 с возможностью осевого перемещения благодаря пружинным элементам 3, поршень 4, образующий дно матрицыметаллоприемника, и пуансон 5, выполненный с формообразующей полостью 6, Контактирующие поверхности Б матрицы 1 и В пуансона 5, находящиеся со стороны, противоположной формообразующей полости 6, выполнены коническими. Пресс-форма работает следующим образом. В матрицу-металлоприемник 1 заливают мерную порцию жидкого металла (4иг,1), После этого пуансон 5 опускается до смыкания конических поверхностей Б и В, При этом образуется рабочая полость пресс-формы, которая при дальнейшем совместном опускании пуансона и матрицы, происходящем за счет сжатия пружинных элементов 3, заполняется жидким металлом (фиг,2), После кристаллизации отливки пуансон 5 и порщень 4 перемещаются вверх, причем отливка перемещается вместе с пуансоном. Наличие зазора между коническими поверхностями Б и В уже в самый начальный момент подъема пуансона 5 позволяет беспрепятственно, без надиров извлекать из формы отливку любой протяженности и без уклонов. Изобретение позволяет повысить качество отливок за счет исключения надиров, сохранения литейно/i корочки на поверхности отливки, а также исключить механическую обработку деталей.
--ЛЛ 
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для литья с кристаллизацией под давлением | 1975 |
|
SU549254A1 |
| Форма для литья с кристаллизацией под давлением | 1976 |
|
SU617164A1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 2000 |
|
RU2188742C1 |
| ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1991 |
|
RU2043854C1 |
| УСТАНОВКА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 1998 |
|
RU2173233C2 |
| СПОСОБ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ | 2000 |
|
RU2176174C1 |
| Пресс-форма для штамповки из жидкого металла | 1978 |
|
SU789232A1 |
| Пресс-форма для штамповки жидкого металла | 1985 |
|
SU1338970A1 |
| Пресс-форма для литья с кристаллизацией под давлением | 1986 |
|
SU1371767A1 |
| Устройство для литья с кристаллизацией под давлением | 1982 |
|
SU1066737A1 |
ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ С КРИСТАЛЛИЗАЦИЕЙ ПОД ДАВЛЕНИЕМ, содержащая матрицу-метаплоприемник, установленную на неподвижной плите, поршень, образующий дно матрицыметаллоприемника, и пуансон, выполненный с формообразующей полостью, отличающая ся тем, что, с целью получения качественных протяженных отливок типа полукольца без литейных уклонов, контактирующие поверхности матрицы и пуансона со стороны, противоположной формообразующей полости, выполнены коническими.
Y////////A
Фиг,2
///Л
:
/1-Х
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Штамповка жидкого металла | |||
| Под ред | |||
| А.И.Батьшева | |||
| М | |||
| Машиностроение, 1979, с | |||
| Способ приготовления сернистого красителя защитного цвета | 1921 |
|
SU84A1 |
| Способ окисления боковых цепей ароматических углеводородов и их производных в кислоты и альдегиды | 1921 |
|
SU58A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ штамповки лопаточных колес | 1979 |
|
SU854578A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
