Станки для жидкостно-абразивной полировки колец, получающих в процессе обработки вращение от приводных параллельных фрикционных валиков, известны.
Особенностью предлагаемого станка того же типа является применение планки, соверщающей качательные движения подобно щаговому транспортеру в плоскости, проходящей через оси обрабатываемых колец во время их вращения на фрикционных валиках или роликах, и снабженной пальцами для захвата обрабатываемых колец. Такое выполнение станка дает возможность перемещать кольца с одной рабочей позиции на другую.
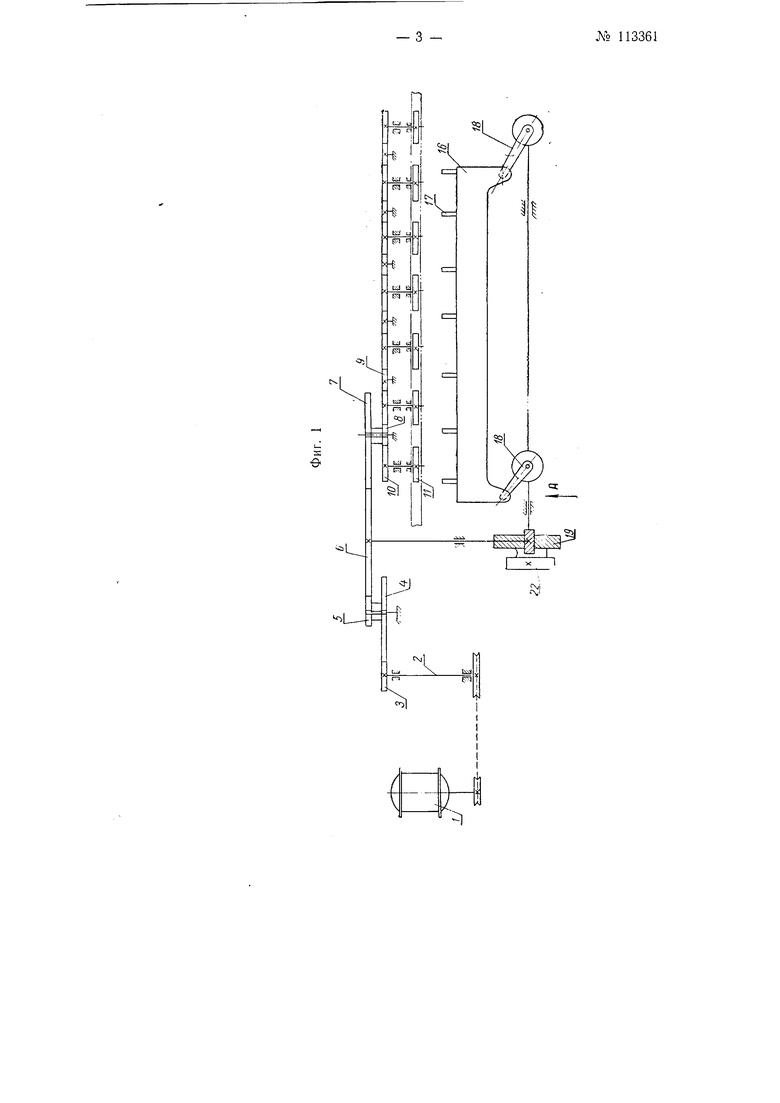
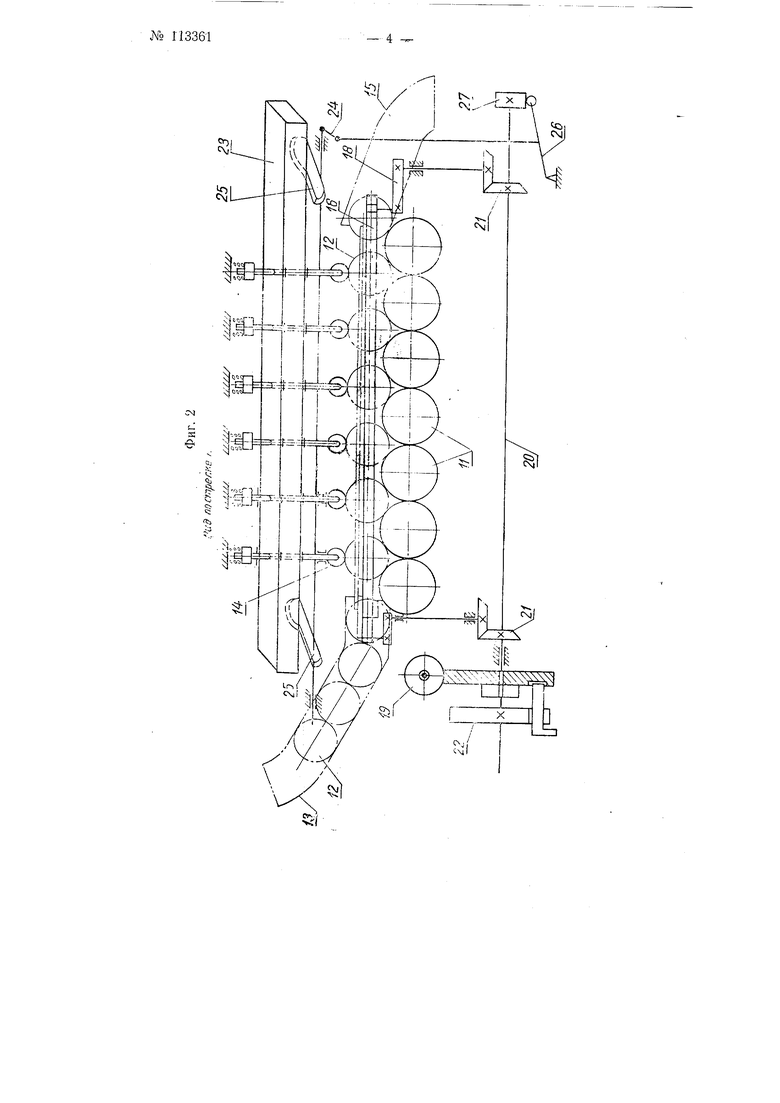
На фиг. 1 дана кинематическая схема предлагаемого станка; на фиг. 2-вид по стрелке А на фиг. 1.
От электродвигателя / вращение передается на вал 2, от которого через зубчатые передачи 3 тл4, 5 Е 6, 7 н 8, 9 к 10 приводятся фрикционные параллельные валики или ролики 11. Обрабатываемые кольца 12 закладываются в направляющий желоб 13, снабженный отсекателем, выдающим их но одному на фрикционные валики или ролики //. Пространства между роликами образуют позиции обработки колец жидкостноабразивными струями из сопел. В каждой позиции наружная и внутренняя поверхности кольца обрабатываются двумя соплами. При этом обрабатываемые кольца получают вращение в процессе их обработки от фрикционных валиков или роликов П, к которым они приж;имаются подпружиненными роликами 14. Периодически, через определенные промежутки времени, кольца 12 перемещаются из одной позиции обработки в другую и, наконец, с последней позиции обработанные кольца попадают в выходной желоб 15, откуда скатываются в ящик.
Перемещение колец с одной позиции на другую о.существляется при помощи планки 16, соверщающей качательные движения подобно щаговому транспортеру в плоскости, проходящей через оси полируемых колец 12, опирающихся на фрикционные валики или ролики //.
№ 113361- 2 -
Планка 16 снабжена пальцами 17, которые при качании планки входят в кольца 12, лежащие на фрикционных валиках или роликах //, и перемещают их в следующую позицию, где кольца обрабатываются другой парой сопел. Планка 16 получает качательное движение при помош,и кривошипов 18, связанных с шестерней 6 передачи от двигателя / посредством пары винтовых колес 19, вала 20 и конических пар 21. Пальцевая муфта 22, включающаяся периодически от реле времени, сообщает валу 20 один оборот в заданный интервал времени.
Для того, чтобы во время перемещения колец 12 с одной позиции на другую этому перемещению не мещали ролики 14, последние поднимаются при помощи траверсы 23 и рычажной системы 24, 25 и 26, управляемой кулаком 27, сидящим на валу 20.
Предмет изобретения
Станок для жидкостно-абразивной полировки колец, например, прядильных и крутильных колец, получающих вращение в процессе обработки от приводных цараллельных фрикционных валиков, отличающийся тем, что, с целью перемещения колец с одной позиции на другую, применена планка, соверщающая качательные движения подобно шаговому транспортеру в плоскости, проходящей через оси обрабатываемых колец во время их вращения на фрикционных валиках, и снабженная пальцами для захвата обрабатывемых колец.