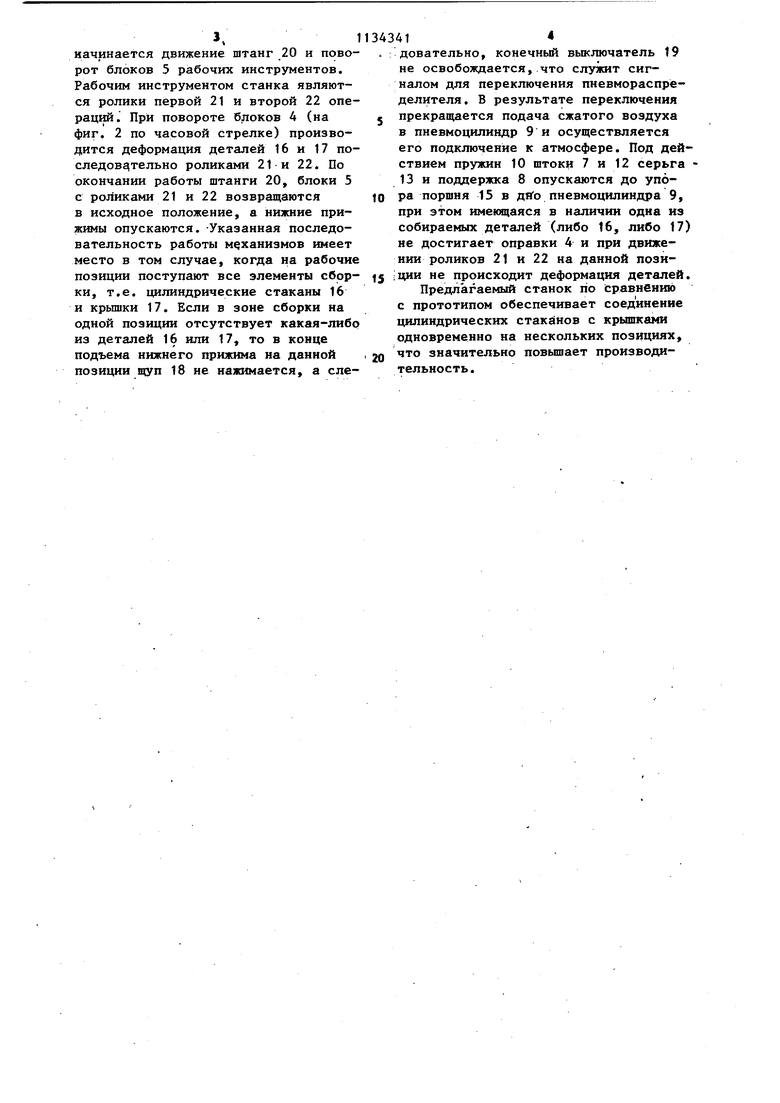
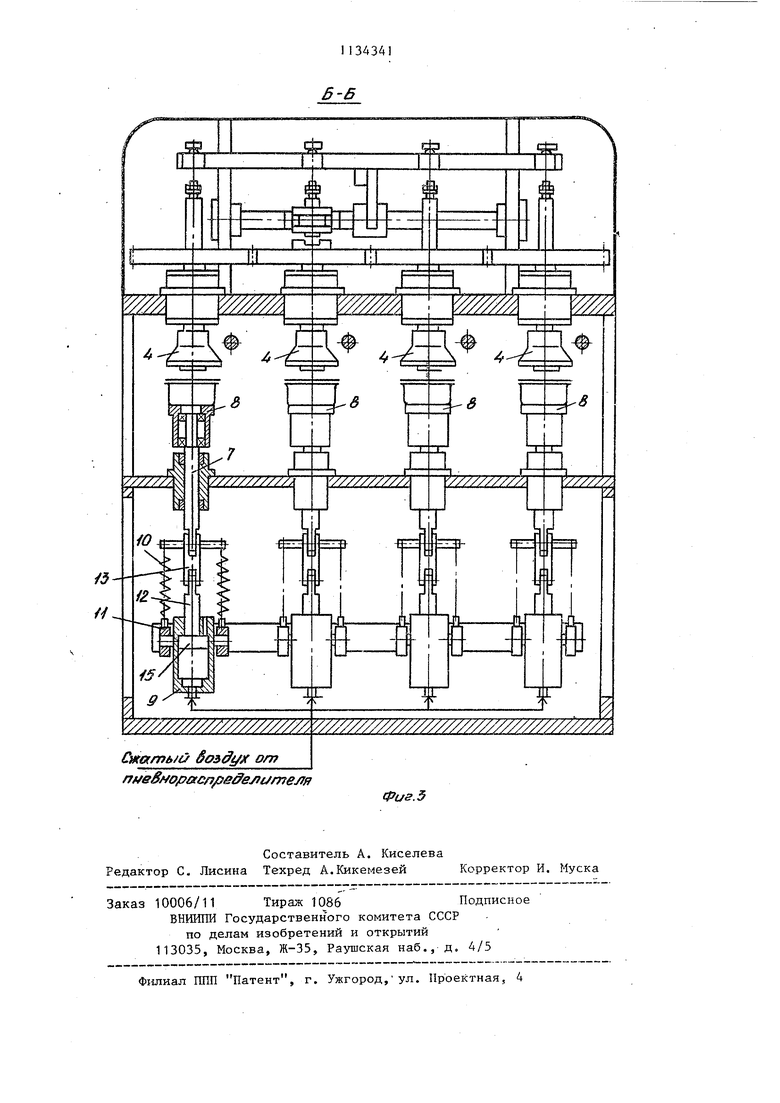
Изобретение относится к механосборочному производству, в частности к оборудованию для группового соединения тон костенных деталей,преимущественно цилиндрических стаканов с крышками. Известен станок для группового Iсоединения тонкостенных деталей, содержащий смонтированные на основании привод с кулачковым валом, вращающиеся оправки и нижние прижимы, расположенные соосно, блоки рабочих инструментов с приводом, а также механизм контроля наличия собираемых деталей в зонах сборки, при этом каждый нижний прижим, выполнен в виде .штока с поддержкой и двуплечего рычага установленного с возможностью взаимодействия одним КОН1ЮМ с приводным кулачковым валом ij . Однако известньй станок не обеспечивает требуемую производительност Цель изобретения - повьшение производительности. Указанная цель достигается тем, что в станке для группового соединения-тонкостенных деталей, преимущест венно-цилиндрических стаканов скрыш ками, содержащем смонтированные на основании привод с кулачковым валом, вращающиеся оправки и нижние прижимы расположенные соосно, блоки рабочих инструментов с приводом, а также механизм контроля наличия собираемых деталей в зонах сборки, при этом каж дый нижний прижим выполнен в виде штока.с поддержкой и двуплечего рыча га, установленного с возможностью взаимодействия одним концом с привод ным кулачковым валом, каждый нижний прижим снабжен силовым пневмоцилиндром, соединенным с источником сжатого воздуха, и упругими элементами, другой конец каждого двуплечего рыча га выполнен в виде вилки, при этом все вилки жестко соединены между собой, а корпус каждого силового пневмоцилиндра шарнирно связан с соответ ствующей вилкой, шток каждого силово го пневмоцилиндра - со штоком нижнего прижима и через упругие элементы с вилками двуплечего рычага. Силовые пневмоцилиндры нижних при жимов соединены с источником сжатого воздуха через механизмы контроля наличия собираемых деталей в зонах сборки. На фиг. 1 изображен предлагаемый ста нок, общий вид; на фиг. 2-разрез А-А. на фиг.1;на фиг.3 - разрез Б-В на фиг.1. Станок содержит смонтированные на основании 1 привод 2. с кулачковым валом 3, вращающиеся оправки 4 и нижние прижимы, расположенные соосно, блоки 5 рабочих инструментов с приводом 6, а также механизм контроля наличия собираемых дет-алей в зонах сборки. Станок имеет четыре рабочих позиции. Каждьй нижний прижим выполнен в виде штока 7 с поддержкой 8, силового пневмоцилиндра 9, соединенного с источником сжатого воздуха, упругих элементов, например пружин 10, и двуплечего рычага 11, установленного с возможностью взаимодействия одним концом с приводным кулачковым валом 3. Другой конец каждого двуплечего рычага 11 выполнен в виде вилки, при этом все вилки жестко соединены между собой, а корпус каждого силового цилиндра 9 шарнирно связан с соответствующей вилкой. Шток 12 каждого силового пневмоцилиндра 9 соединен серьгой 13 со штоком 7 нижнего прижима и через пружины 10 - с вилками двуплечего рычага 11. Силобые пневмоцилиндры 9 нижних прижимов соединены с источником сжатого воздуха через механизмы контроля наличия собираемых деталей в зонах сборки. Станок работает следующим образом. Привод 14 вращения оправок 4 и подача сжатого воздуха от источника включаются в начале работы и не выключаются до ее конца. Сжатый воздух от источника подается в нижнюю полость пневмоцилиндров 9, поршни 15 занимают верхнее .положение. Включается привод 2, под воздействием кулачкового вала 3 поворачивается двуплечий рычаг 11 и поднимает пневмоцилиндры 9, которые увлекают за собой поршни 15, штоки 7 и 12, серьги 13 и поддержку 8. Собираемые детали, например цилиндрический стакан 16 и крышка 17, устанавливаются на поддержку 8. В конце подъема пневмоцилиндров 9 крьш1ки 17 взаимодействуют с щупами 18 механизмов контроля наличия собираемых деталей в зоне сборки. При этом щупы 18 освобождают конечные выключатели 19. В таком положении выключателей 19 не происходит отключения пневмоцилиндров от источника сжатого воздуха. Детали 16 и 17 оказываются зажатыми между оправкаМи 4 и нижними прижимами. Далее по команде от кулачкового вала 3 включается привод 14 вращения оправок 4,
начинается движение штанг 20 и поворот блоков 5 рабочих инструментов. Рабочим инструментом станка являются ролики первой 21 и второй 22 операций. При повороте блоков 4 (на фиг. 2 по часовой стрелке) производится деформация деталей 16 и 17 последов тельно роликами 21 и 22. По окончании работы штанги 20, блоки 5 с роликами 21 и 22 возвращаются в исходное положение, а нижние прижимы опускаются. -Указанная последовательность работы механизмов имеет место в том случае, когда на рабочие позиции поступают все элементы сборки, т.е. цилиндрические стаканы 16 и крьш1ки 17. Если в зоне сборки на одной позиции отсутствует какая-либо из деталей 16 или 17, то в конце подъема нижнего прижима на данной позиции щуп 18 не нажимается, а сле3А3414
. : довательно, конечный выключатель 19 не освобождается, что служит сигналом для переключения пневмораспределителя. В результате переключения 5 прекращается подача сжатого воздуха в пневмоцилиндр 9 и осуществляется его подключение к атмосфере. Под действием пружин 10 штоки 7 и 12 серьга 13 и поддержка 8 опускаются до упора поршня 15 в дяо пневмоцилиндра 9, при этом имекщаяся в наличии одна из собираемых деталей (либо 16, либо 17) не достигает оправки 4 и при движении роликов 21 и 22 на данной позиции не происходит деформация деталей.
Предлагаемый станок по сравнению с прототипом обеспечивает соединение цилиндрических стаканов с крышками одновременно на нескольких позициях, что значительно повьш1ает производительность.
Фиг. 2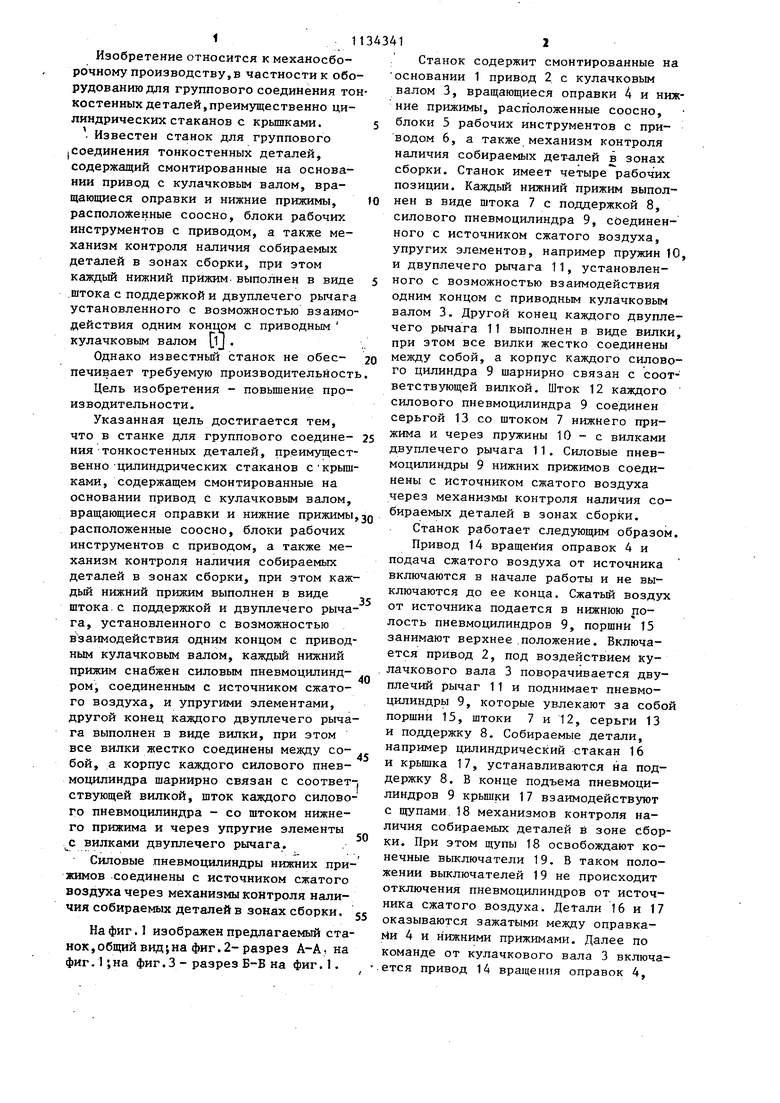
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для давильной обработки | 1979 |
|
SU841738A1 |
| Станок для ротационной обработки давлением полых изделий | 1989 |
|
SU1639833A1 |
| Гибочный станок | 2023 |
|
RU2809881C1 |
| ГИБОЧНЫЙ СТАНОК | 1973 |
|
SU367932A1 |
| Устройство для очистки полосовой стали | 1980 |
|
SU887039A1 |
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Установка для групповой клепки рамных конструкций | 1980 |
|
SU884814A1 |
| Станок для сборки гусеничной цепи | 1973 |
|
SU477813A1 |
| Станок для накатывания резьб | 1975 |
|
SU607630A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ ТИПА ЧЕРВЯЧНЫЙ ХОМУТ И ПОЛУАВТОМАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2010 |
|
RU2445180C1 |
1. СТАНОК ДЛЯ ГРУППОВОГО СОЕДИНЕНИЯ ТОНКОСТЕННЫХ ДЕТАЛЕЙ, преимущественно цилиндрических стаканов с крышками, содержащий смонтированные на основании привод с кулачковым валом, вращающиеся оправки и нижние прижимы, расположенные соосно, блоки рабочих инструментов с приводом, а также механр1зм контроля наличия собираемых деталей в зонах сборки, при этом каждый нижний прижим выполнен в виде штока с поддержкой и двуплечего рычага, установленного с возможностью взаимодействия одним концом с приводным кулачковым валом, отличающийся тем, что, с целью повьш1ения производительности, каждый нижний прижим снабжен силовым пневмоцилиндром,соединенным с источником сжатого воздуха, и упругими элементами, а другой конец каждого двуплечего рычага выполнен в виде вилки, при этом все вилки жестко соединены между собой, а корпус каждого силового пневмоцилиндра шарнирно связан с соответствующей вилкой, шток каждого силового пневмоцилиндра - со штоком нижнего прижима и через упругие элементы с вилками двуплечего i рычага. 2. Станок по п. 1,отлича(Л ю щ и и с я тем, что силовые пневмоцилиндры нижних прижимов соединены с источником сжатого воздуха через механизмы контроля наличия собираемых деталей в зонах сборки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 914231, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
