Известны способы поперечной прокатки, при которых заготовка прокатывается в поперечном направлении между двумя плитами. Также известны ковочные валки для производства различных профилей проката.
В описываемом устройстве эти два способа объединены и создан новый стан, который может быть использован в мелкосерийном производстве фасонных деталей.
В предлагаемом устройстве для поперечной прокатки металлов, с целью получения круглого профиля прокатки металлов, валки выполнены передвигающимися навстречу друг другу в направлении своих осей, причем расстояние между валками в вертикальной плоскости может изменяться в зависимости от диаметра прокатываемой заготовки.
Отличием от суш,ествуюи1.его способа прокатки является то, что заготовка обжимается валками на коротком участке, равном длине соприкосновения металла с валком. Подача металла в валки может осуществляться автоматически при повороте валков вокруг оси. Возможность обжатия заготовки при поперечной прокатке на сравнительно коротком участке выгодно отличает способ, согласно изобретению, от известного способа прокатки заготовок между двумя плитами, так как при этом уменьшается склонность к разрыхлению металла.
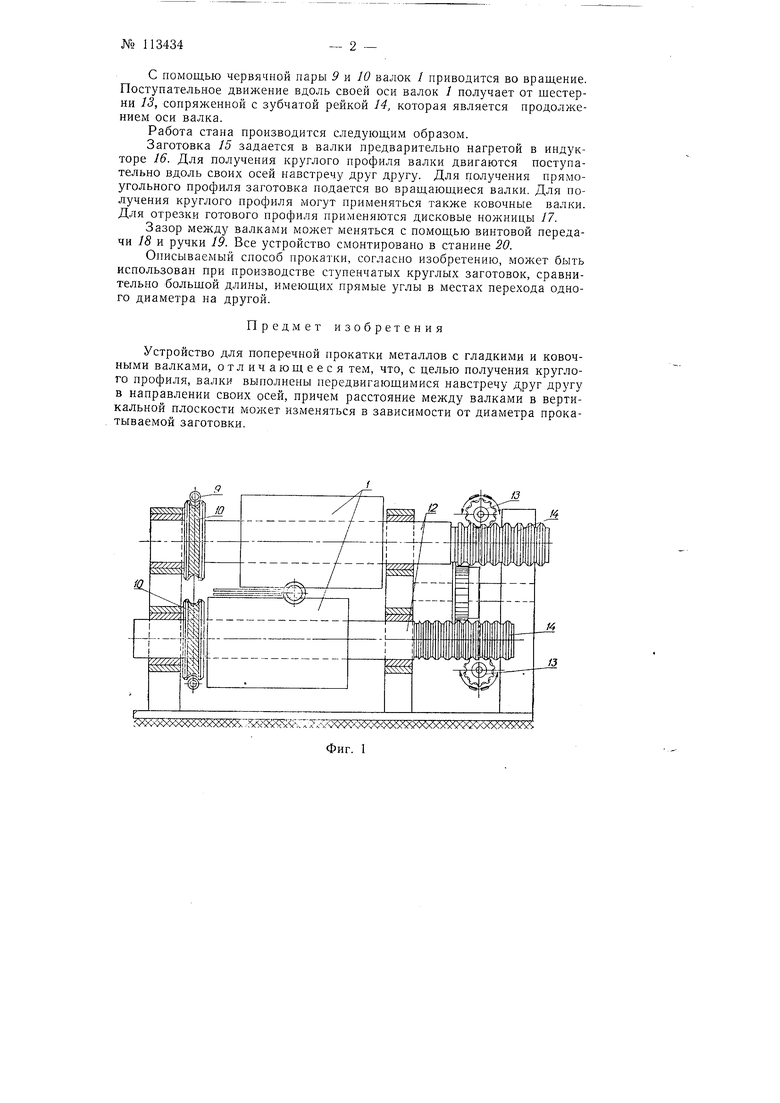
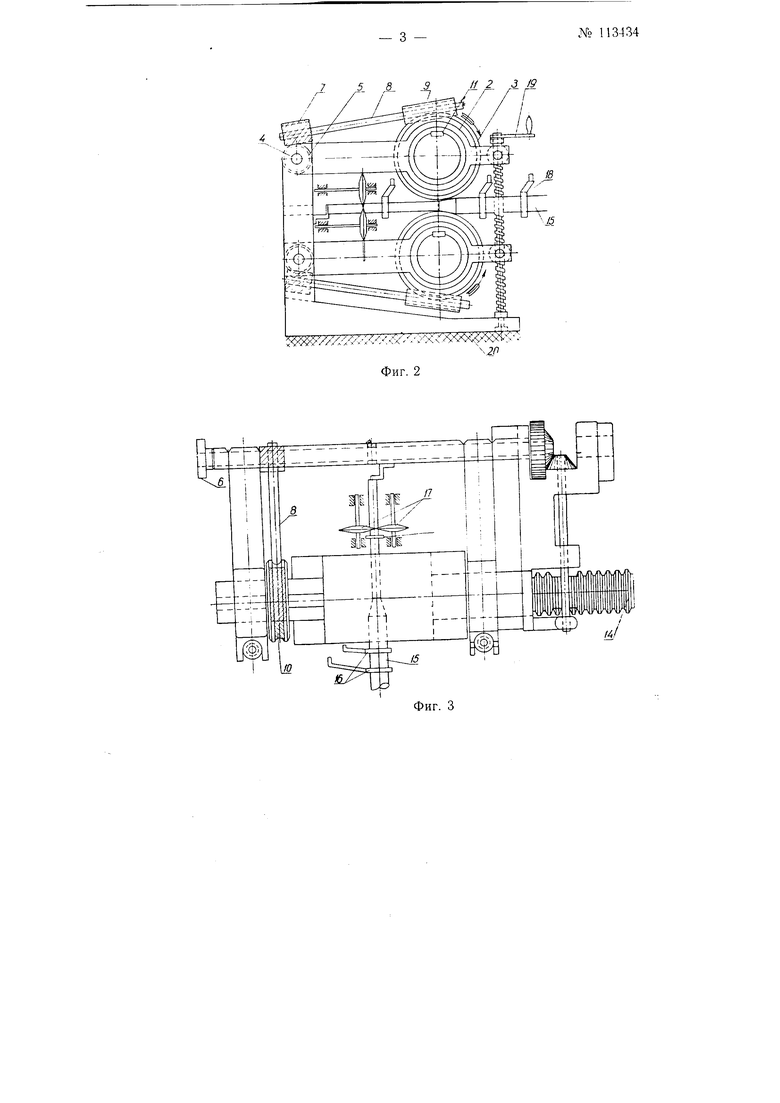
На фиг. 1 изображен общий вид устройства; на фиг. 2 - вид сбоку; на фиг. 3 - вид сверху.
Валки 1 могут вращаться в подшипниках 2, укрепленных на коромыслах 5, которые могут поворачиваться вокруг осей 4. На этих же осях насажены червячные щестерни 5, приводимые в движение электродвигателем через муфту 6. Червячная шестерня сопряжена с червяком 7, насаженным на ось 8. На другом конце оси 8 насажен червяк 9, сопряженный с червячной шестерней 10, посаженной на скользящей щпонке 11 на ось 12 валка 1.
С помощью червячной пары 9 н ЛО валок / приводится во вращение. Поступательное движение вдоль своей оси валок / получает от щестерни 13, сопряженной с зубчатой рейкой J4, которая является продолжением оси валка.
Работа стана производится следующим образом.
Заготовка 15 задается в валки предварительно нагретой в индукторе 16. Для получения круглого профиля валки двигаются поступательно вдоль своих осей навстречу друг другу. Для получения прямоугольного профиля заготовка подается во вращаюидиеся валки. Для получения круглого профиля могут применяться также ковочные валки. Для отрезки готового профиля применяются дисковые ножницы 17.
Зазор между валками может меняться с помощью винтовой передачи 18 и ручки 19. Все устройство смонтировано в станине 20.
Описываемый способ прокатки, согласно изобретению, может быть использован при производстве ступенчатых круглых заготовок, сравнительно больщой Д.ЛИНЫ, имеющих прямые углы в местах перехода одного диаметра на другой.
Предмет изобретения
Устройство для поперечной прокатки металлов с гладкими и ковочными валками, отличающееся техм, что, с целью получения круглого профиля, валки выполнены передвигающимися навстречу друг другу в направлении своих осей, причем расстояние между валками в вертикальной плоскости может изменяться в зависимости от диаметра прокатываемой заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| КЛЕТЬ СТАНА ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2015 |
|
RU2588819C1 |
| Стан для поперечно-винтовой прокатки прутков и труб переменного сечения | 1947 |
|
SU89698A1 |
| Стан для прокатки кольцевых изделий | 1985 |
|
SU1371749A1 |
| Рабочая клеть стана холодной прокатки труб | 1977 |
|
SU682292A1 |
| Прокатный стан | 1988 |
|
SU1600867A1 |
| СПОСОБ ОБРАБОТКИ РУЧЬЕВ И КАНАВОК НА ВАЛКАХ ИЛИ ШАЙБАХ | 1993 |
|
RU2121908C1 |
| СТАН ПОПЕРЕЧНО-ВИНТОВОЙ ПРОКАТКИ | 2003 |
|
RU2278748C2 |
| СТАН ДЛЯ ПРОКАТКИ КОЛЬЦЕВЫХ ДЕТАЛЕЙ С ВНУТРЕННИМ ПРОФИЛЕМВС^^СОЮЗНАКгч</•'•;C:^'P-T?XHI!St::.•"'-''1ИОТ~'-^Л | 1971 |
|
SU315498A1 |
| РАБОЧАЯ КЛЕТЬ ТРУБОПРОКАТНОГО СТАНА | 1972 |
|
SU417193A1 |
| СПОСОБ ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ПОЛОСОВЫХ ПРОФИЛЕЙ С ЦЕНТРАЛЬНО РАСПОЛОЖЕННЫМ ЖЕЛОБОМ | 2000 |
|
RU2170632C1 |
ХХ; ХхХхХЖ 55«йХ. .Г)х х ; ГГ7лС С«С ХХХ 5бг9 Х С
Фиг. 1
ХЗ
/4
