2.Кристаллизатор по п. 1, отличающийся тем, что, вставки и клинья выполнены в виде спирали.
3.Кристаллизатор по пп. 1 и 2, отличающийся тем, что, вставки выполнены по длине составными из материалов с различной теплопроводностью .
4. Кристаллизатор по пп. 1-3, отличающийся тем, что вставки выполнены из дисульфида молибдена.
| название | год | авторы | номер документа |
|---|---|---|---|
| Кристаллизатор с теплопроводным слоем для горизонтального и наклонного непрерывного литья и материал теплопроводного слоя | 1982 |
|
SU1096021A1 |
| СПОСОБ ПОЛУНЕПРЕРЫВНОГО ЛИТЬЯ СОСТАВНЫХ ИЗДЕЛИЙ | 1992 |
|
RU2097164C1 |
| КРИСТАЛЛИЗАТОР | 1998 |
|
RU2141884C1 |
| Способ непрерывного горизонтального литья металлов и сплавов | 1980 |
|
SU1011329A1 |
| КРИСТАЛЛИЗАТОР ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ СЛИТКОВ | 2019 |
|
RU2725377C1 |
| Установка непрерывного литья | 1980 |
|
SU908493A1 |
| УСТРОЙСТВО ДЛЯ ВЕРТИКАЛЬНОГО ЛИТЬЯ ЦИЛИНДРИЧЕСКИХ СЛИТКОВ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2022 |
|
RU2788042C1 |
| Способ непрерывного горизонтального литья полых слитков и кристаллизатор для его осуществления | 1984 |
|
SU1205989A1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ | 1992 |
|
RU2015817C1 |
| Способ непрерывного горизонтального литья заготовок | 1986 |
|
SU1400768A1 |
1. КРИСТАЛЛИЗАТОР УСТАНОВКИ НЕПРЕРЫВНОГО ЛИТЬЯ МЕТАЛЛОВ И СПЛА- . ВОВ, содержащий корпус, рабочие стенки с пазами, на внутренней поверхности которых размещены вставки,.; отличающийся тем, что, с целью повьшения качества литья заго. товок и стабилизации процесса, он снабжен поджимными клиньями, установленными в пазах между вставками и кристаллизатором, при этом в клиньях выполнены каналы для подачи смазки. С С«9 сл сд 00 сл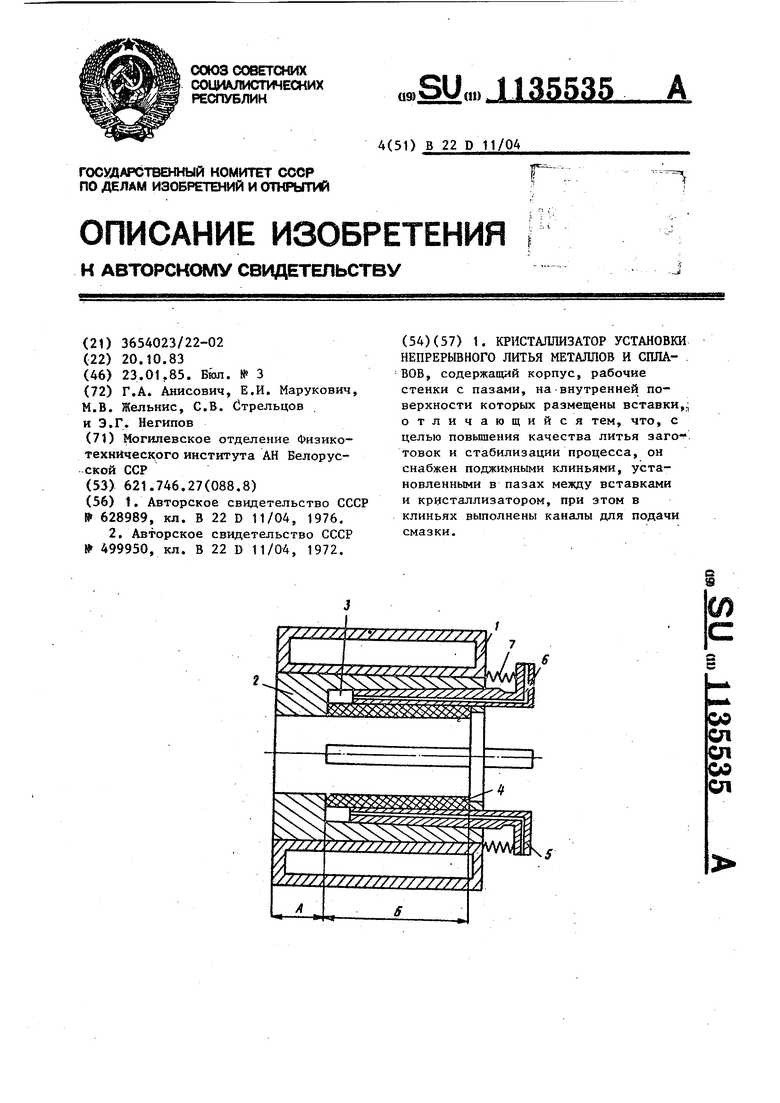
Изобретение относится к металлургии. Известен кристаллизатор для непрерывного литья металлов и сплавов включающий корпус и рабочие стенки с выступами и впадинами m. Недостатком этого кристаллизатора является высокий коэффициент тре ния между отливкой и кристаллизатором из-за отсутствия смазки. При литье между слитком и кристаллизатором образуется газовый зазор, неравномерный по периметру отливки, что приводит к неравномерности охлаждения корки отливки и образованию поверхностных дефектов. Наиболее близким к изобретению по технической сущности является кристаллизатор для непрерьшного лить;я металлов и сплавов, содержащий корпус, рабочие стенки с пазами на внутренней поверхности которых размещены вставки 2j . Недостатками известного кристаллизатора являются отсутствие смазки и наличие неравномерного зазора меж ду отливкой .и кристаллизатором. Это приводит к увеличению сил трения между кристаллизатором и слитком и неравномерному охлаждению слитка, вследствие чего снижается стабильность процесса литья и качество слитка. Цель изобретения - повышение качества литья заготовок и стабилизации процесса литья путем уменьшени трения между слитком и кристаллиза тором. Поставленная цель достигается тем, что кристаллизатор установки непрерывного литья металлов и спла вов, содержащий корпус, рабочие ст ки с пазами, на внутренней поверхности которых размещены вставки, снабжен подвижными клиньями, установленными в пазах между вставками и кристаллизатором, при этом в клиньях выполнены каналы для подачи смазки. Кроме того, вставки и клинья выполнены в виде спирали. Вставки выполнены по длине составными из материалов с различной теплопроводностью. Вставки выполнены из дисульфида молибдена. На чертеже изображен предлагаемый кристаллизатор, общий вид. Кристаллизатор содержит корпус Г, рабочие стенки 2., пазы 3, вставки 4, поджимающие клинья 5, каналы 6, пружины 7, зону А без пазов и зону Б, содержащую пазы. Вставки 4 и (Клинья 5 установлены в пазах 3, каналы 6 выполнены в клиньях 5, пружины 7, соединены с клиньями 5 и корпусом 1. Вставки 4 установлены в пазах 3 с зазором. Кристаллизатор работает следующим образом. Затравки (не.показаны) вставляются в кристаллизатор со стороны зоны Б до границы с. зоной А. Смазка через каналы 6 подается в полость пазов 3, в которых смазка занимает весь свободный объем паза и через зазоры между пазами 3 и вставками 4 подается.в полость кристаллизагора. Расплавленный металл запивается 6 кристаллизатор со стороны зоны А, в которой формируется начальная корка слитка. Слиток циклически извлекается из кристаллизатора И переходит из зоны А в зону Б. Зона А заполня,ется новой порцией металла,.В зоне Б вставки 4 плотно прижимаются к
слитку, а смазка через каналь 6 в клиньях 5 и зазоры подается непрерывно. Это позволяет в местах контакта слитка со вставками устранить зазор, а в местах, где этого контакта нет - заполнить зазор смазкой. В процессе литья вставки 4 изнашиваются. При этом пружины 7 поджимают клинья 6 и подвигают вставку к слитку, исключая тем самым зазор между вставкой и слитком. Формирование корки слитка в зоне А включает заполнение зоны А металлом и образование на поверхности кристаллизатора начальной корки. В завершающий момент времени образования корки изза усадочных явлений последняя отходит от кристаллизатора, создавая разряженное пространство, куда из зоны Б засасывается смазка. Поэтому, воздействию смазки подвергается не только зона Б, но и зона А. Все это способствует более равномерному охлаждению слитка по периметру, приводит к уменьшению усилий вытягивания слитка, увеличивает срок службы кристаллизатора, улучшает качество слитка и стабилизирует процесс литья
Вставки 4 и клинья 5 выполнены в виде спирали. Это позволяет при меньшем количестве вставок более равномерно центрировать слиток в кристаллизаторе, создавать более равномерный зазор, обеспечить равномерный теплоотвод по периметру слитка и тем catfl iM улучшить качество слитка и повысить стабильность процесса.
Вставки выполняются по длине составными из материалов с различной :теплопроводностью, что необходимо для регулирования интенсивности теплоотвода. от слитка. Например, при литье чугуна начальная корка слитка из-за слишком интенсивного теплоотвода получается отбеленной. Поэтому
для создания условий самоотжига корки слитка выходная часть вставки выполйяется из материала с низкой теплопроводностью. Это позволяет г получить слиток с равномерной структурой без отбела.
Вставки выполняются из дисульфида молибдена, так как он обеспечивает высокую огнеупорность, малый
10 износ и низкий коэффициент трения.
Пример. Кристаллизатор с металлической вставкой из бронзы БРХ диаметром 60 мм и длиной 200 мм имеет 8 пазов шириной 10 мм, глубиной 15 мм и длиной 180 мм. Пазы вьтолнены по спирали под углом 45 к технологической оси, заполнены вставками и поджимающими клиньями. Вставки вьтолнены из графита и механически связаны со второй частью длиной 80 мм из дисульфида молибдена. Смазка из реперного масла подается через каналы в клиньях.
В кристаллизатор заливают чугун
5 марки СЧ 20. Слиток извлекают циклически с частотой 73 цикла/мин. Усилие вытягивания слитка измеряют с помощью тензодатчика, установлен ного на тянущем элементе литейной
Q машины. Усилие вытягивания слитка составляет 75 Н, в то время как усилие вытягивания на таком же кристаллизаторе без пазов 560 Н. Получают слиток без поверхностных дефектов. Температурное поле слитка . на выходе из кристаллизатора равномерное. Структура слитка мелкозернистая, равномерная, без отбела. Процесс проходит стабильно.
Таким образом, применение предлагаемого кристаллизатора позволяет повысить качество слитка и стабилизовать процесс литья путем уменьшения трения и ликвидации зазора между слитком и кристаллизатором.
| t | |||
| Кристаллизатор для непрерывной разливки металлов и сплавов | 1977 |
|
SU628989A2 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Кристализатор для непрерывной разливки металлов | 1973 |
|
SU499950A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
