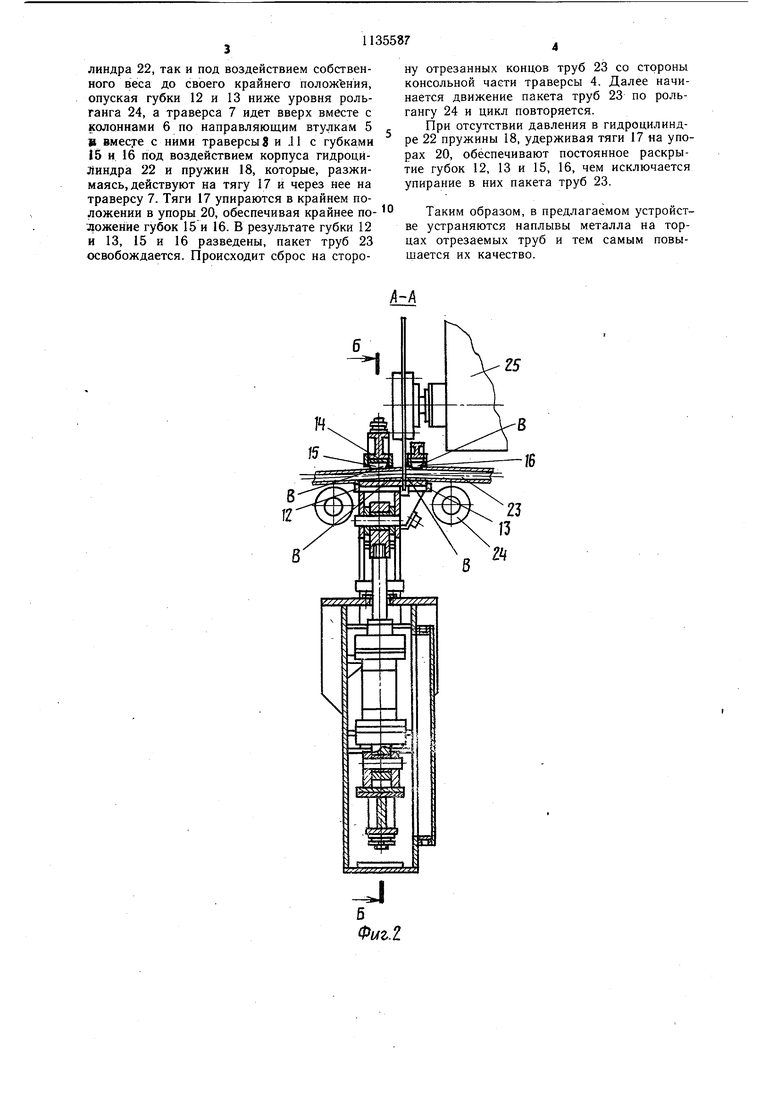
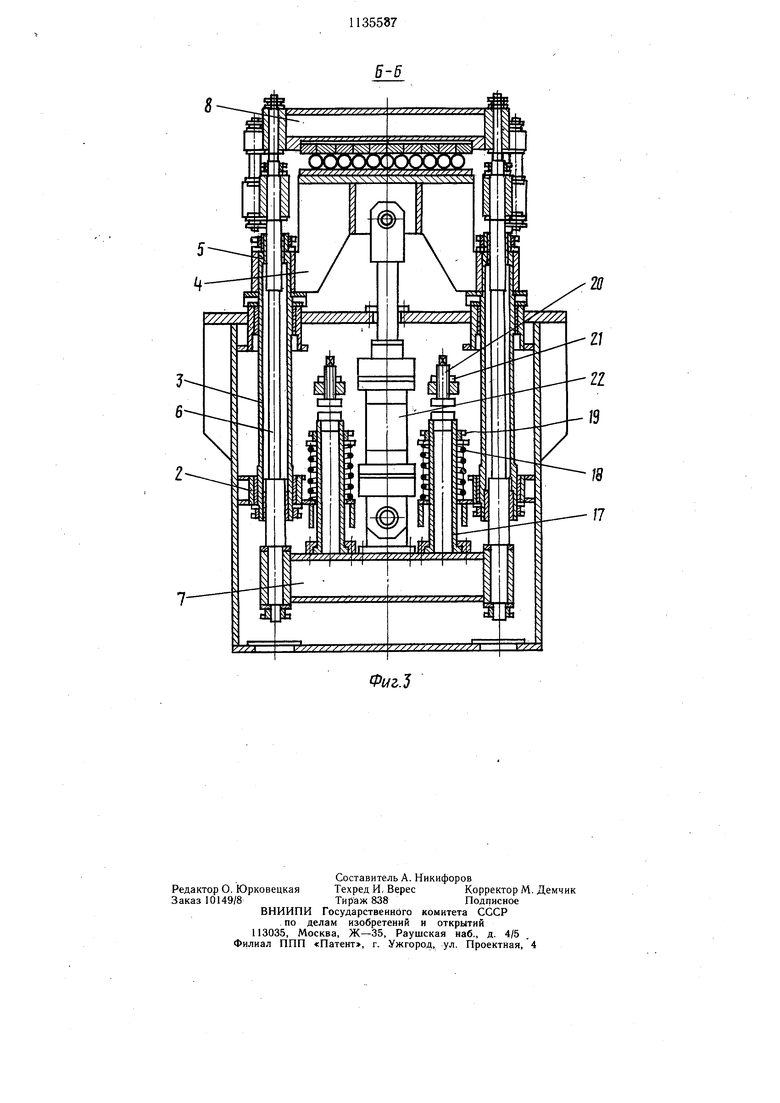
Изобретение относится к обработке материалов резайием, а именно к устройствам для закрепления труб при их резке. Известно зажимное устройство для закрепления труб при их резке, выполненное в виде корпуса, на котором размещены неподвижная траверса с опорным элементом и верхняя подвижная траверса с зажимным элементом, установленная с возможностью взаимодействия с приводом 1. Недостатком указанного устройства является невысокая производительность при резке труб, обусловленная возможностью закрепления только одной цилиндрической детали-трубы. Наиболее близким к изобретению техническим решением является зажимное устройство, выполненное в виде корпуса, на котором с помощью колонн и направляющих втулок размещены основная траверса с опорным элементом, а также верхняя и нижняя траверсы, причем верхняя траверса установлена с возможностью взаимодействия с помощью нижней траверсы с приводом и снабжена зажимным элементом 2. Недостаток известного устройства - невысокое качество обрабатываемых деталей, обусловленное наплывами металла на торцах разрезаемых труб из-за защемления пильного диска в процессе резания. Целью изобретения является повыщение долговечности устройства. Указанная цель достигается тем, что в зажимном устройстве, выполненном в виде корпуса, на котором с помощью колонн и направляющих втулок размещены основная траверса с опорным элементом, а также верхняя и нижняя траверсы, причем верхняя траверса установлена с возможностью взаимодействия с помощью нижней траверсы с приводом, опорный и зажимной элементы выполнены в виде губок со скосами, направленными в обе стороны от плоскости их симметрии, причем основная траверса с опорным элементом установлена с возможностью взаимодействия с приводом, верхняя траверса подпружинена относительно корпуса, а углы скосов губок находятся в пределах 1-2°. Предлагаемое конструктивное выполнение устройства позволяет повысить качество деталей-труб. Во время резки трубы зажаты с двух сторон от пильного диска и под действием усилий двух пар губок, имеющих скосы в обе стороны от зоны реза, происходит изгиб труб и постепенное раскрытие пропила, что уменьшает трение и исключает защемление диска в процессе резания. В результате обеспечивается высокое качество труб. На фиг. 1 изображено устройство, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 2. Зажимное устройство выполнено в виде корпуса 1 с установленными в нем направляющими втулками 2, по которым движутся две полые колонны 3, связанные между собой опорной траверсой 4. В полых колоннах 3 установлены направляющие втулки 5 двух колонн 6, которые связаны между собой верхней и нижней траверсами 7 и 8. На колоннах 6 закреплены кронштейны 9 со стойками 10, на которых крепится траверса П. На опорной траверсе 4 крепится опорный элемент -губка 12, а на консольной ее части - губка 13. На траверсах 8 и 11 крепится на резиновой подкладке 14 зажимной элемент - губки 15 и 16. Траверса 7 подпружинена через тяги 17 пружинами IS, регулировка затяжки которых осуществляется гайками 19, а величина хода - упорами 20. Установка упоров 20 регулируется гайками 21. Привод-гидроцилиндр 22 закреплен щтоком на опорной траверсе 4, а корпусом - на траверсе 7. Пакет труб 23 после остановки роликов рольганга 24 зажимается губками 12, 13, 15 и 16 со скосами В и разрезается дисковой пилой 25. Угол скосов В губок 12, 13, 15 и 16 находится в пределах 1-2°. Устройство работает следующим образом. Пакет труб 23 по рольгангу 24 подается в зажимное устройство для резки труб. После остановки движения пакета труб 23 по рольгангу 24 подается давление в гидроцилиндр 22, который начинает разводить траверсы 4 и 7, причем сначала движется вверх траверса 4 с колоннами 3 по направляющим втулкам 2 под воздействием штока гидроцилиндра 22 до сво4;го крайнего положения, приподнимая губками 12 к 13 пакет труб 23 над рольгангом 24, в это время пружины 18 не сжимаются, удерживая траверсу 7 в исходном положении, затем вниз идет траверса 7 .с колоннами 6 по направляющим втулкам 5 и вместе с ними траверсы 8 и 11, зажимая пакет труб 23 губками 15 и 16. Последние, установленные на резиновой подкладке 14, позволяют компелсировать имеющиеся различия в величине наружного диаметра каждой .трубы 23 пакета и обеспечить равномерное зажатие всех труб 23. Далее пакет труб 23 режется дисковой пилой 25. Во время резки под действием усилий двух пар губок 12 и 15, 13 и 16, имеющих скосы В в обе стороны от зоны реза, происходит изгиб труб 23 и постепенное раскрытие пропила. Пос.те ПО.ЛНОЙ разрезки пакета труб 23 дисковая пила 25 возвращается в исходное положение, зажимное устройство включается на раскрытие: гидроцилиндр 22 под воздействием давления начинает сводить траверсы 4 и 7, причем траверса 4 с колоннами 3 по направляющим втулкам 2 движется вниз как под воздействие.м штока гидроцилиндра 22, так и под воздействием собственного веса до своего крайнего положения, опуская губки 12 и 13 ниже уровня рольганга 24, а траверса 7 идет вверх вместе с колоннами 6 по направляющим втулкам 5 В вместе с ними траверсы и .11 с губками 15 и 16 под воздействием корпуса гидроцйЛиндра 22 и пружин 18, которые, разжимаясь, действуют на тягу 17 и через нее на траверсу 7. Тяги 17 упираются в крайнем положении в упоры 20, обеспечивая крайнее пощожение губок 15 и 16. В результате губки 12 и 13, 15 и 16 разведены, пакет труб 23 освобождается. Происходит сброс на сторону отрезанных концов труб 23 со стороны консольной части траверсы 4. Далее начинается движение пакета труб 23 по рольгангу 24 и цикл повторяется.
При отсутствии давления в гидроцилиндре 22 пружины 18, удерживая тяги 17 на упорах 20, обеспечивают постоянное раскрытие губок 12, 13 и 15, 16, чем исключается упирание в них пакета труб 23.
Таким образом, в предлагаемом устройстве устраняются наплывы металла на торцах отрезаемых труб и тем самым повышается их качество.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления отводов | 1989 |
|
SU1682006A1 |
| Зажимное устройство | 1983 |
|
SU1155411A1 |
| Захватное устройство | 1986 |
|
SU1315301A1 |
| УСТРОЙСТВО ДЛЯ ЗАЦЕНТРОВКИ ЛИТЫХ ЗАГОТОВОК ПОД ПРОШИВКУ | 1995 |
|
RU2102166C1 |
| Автомат для стыковой сварки давлением | 1988 |
|
SU1668074A1 |
| Летучая пила для резки труб | 1973 |
|
SU422548A1 |
| Захват манипулятора | 1984 |
|
SU1333573A1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Устройство для сборки труб различного диаметра под сварку | 1989 |
|
SU1764917A1 |
| Установка для центробежной биметаллизации втулок | 1984 |
|
SU1260110A1 |
ЗАЖИМНОЕ УСТРОЙСТВО, выполненное в виде корпуса, на котором с помощью колонн и направляющих втулок размещены основная траверса с опорным элементом, а также верхняя и нижняя траверсы причем верхняя траверса установлена с возможностью взаимодействия с помощью нижней траверсы с приводом и снабжена зажимным элементом, отличающееся тем, что, с целью пбвышения долговечности устройства, опорный и зажимной элементы выполнены в виде губок со скосами, направленными в обе стороны от плоскости их симметрии, причем основная траверса с опорным элементом установлена с возможностью взаимодействия с приводом, верхняя траверса подпружинена относительно корпуса, а углы скосов губок находятся в пределах 1-2°. (Л оо сд ел 00 
15
s
.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Металлорежущие станки | |||
| Под ред | |||
| Н | |||
| С | |||
| Ачеркана.М., Машгиз, 1958, с | |||
| Искусственный двухслойный мельничный жернов | 1921 |
|
SU217A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Проспект фирмы «Siemag, «SiemagSageanlagen, 1975 (прототип). | |||
