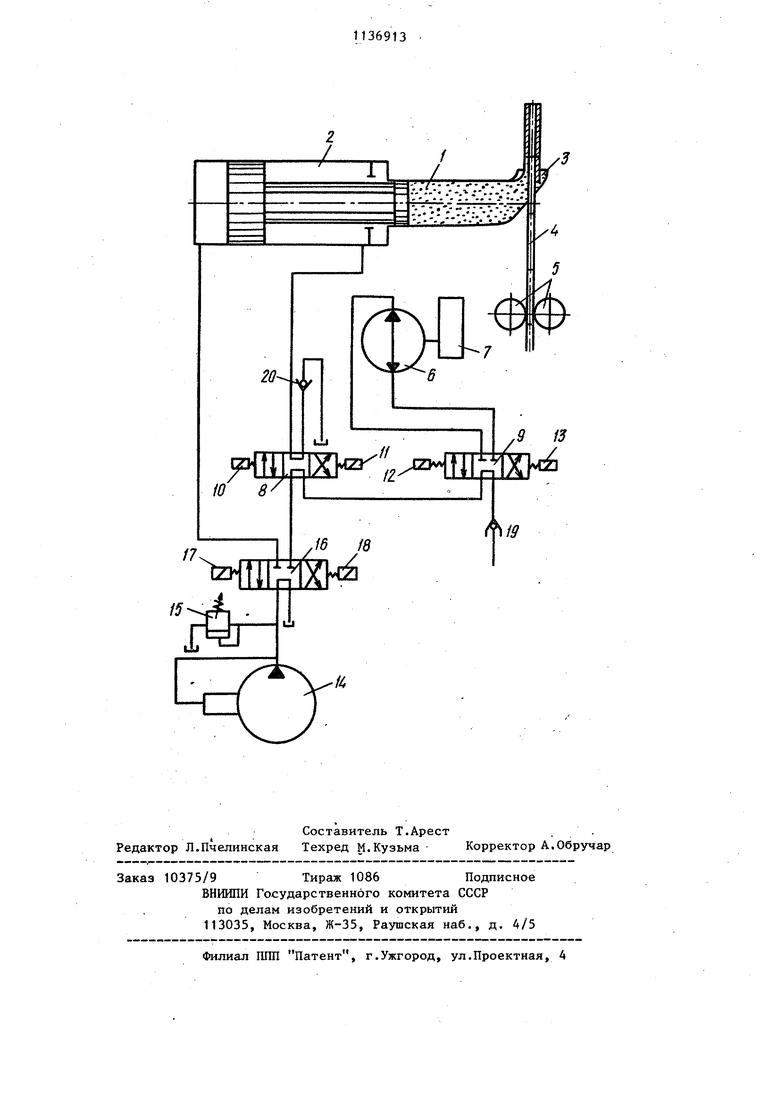
оа о ;о Изобретение относится к оборудованию для изготовления электросвароч ных электродов методом обмазки стерж ней из проволоки обмазочной массой. Известны электродообмазочные агре гаты, в которых подача проволоки происходит через специальные подаюnpie ролики в обмазочную головку, куда вьщавливается смазочная масса из обмазочного цилиндра с помрщью гидроцилиндра to. При этом для получения качественных электродов необходимо, чтобы ско рость подачи стержней и скорость выдавливания обмазочной массы были синхронизированы между собой, согласованы. При рассогласовании скоростей подачи стержня и вьщавливания обмазочной массы происходит эффект неравномерной обмазки по диаметру электрода, т.е. уменьшение или увели чение толщины покрытия. Уменьшение толщины покрытия влечет за собой уменьшение газовой и шлаковой защиты снижение перехода в шов легирующих элементов, а следовательно, ухудшение химического состава металла, что приводит к перерасходу проволоки. Увеличение покрытия приводит к его перерасходу. Известен агрегат, в котором подача проволоки и обмазочной массы происходит с помощью гидропривода L JОднако в данном агрегате гидравли ческая подача проволоки происходит с помощью электромеханического приво да. Механизм подачи проволоки содержит электродвигатель постоянного то ка и вращающий насос переменной производительности, питающий гидромотор редуктора подающих проволоку роликов Обмазочный пресс содержит гидравли. ческий и обмазочньй цилиндры, обмазочную головку и насос переменной производительности. Таким образом, в этом устройстве регулирование скорости выдаливания и подачи электродо не синхронизировано. Производительность насоса гидромоторов механизма подачи проволоки регулируется с помощью электромеханического привода регулированием скорости двигателя постоянного тока, а механизм регули рования подачи массы, чисто гидравл ческий. Недостаток такого электродообмазо ного агрегата очевиден - ручное регулирование скоростей подачи массы и проволоки, так как затруднено связывание метвду собой различных энергетических исполнительных механизмов гидравлического и электромеханического, приводит к снижению качества электродов вследствие отклонений в толщине покрытия. Известно устройство для нанесения электродного покрытия на сварочные стержни, содержащее механизм непрерывной подачи стержней с двигателем, например с гидромотором, и электродообмазочный пресс, в состав которого входит обмазочная головка и гидроцилиндр для выдавливания обмазочной массы из головки, поршневая полость соединена с насосом, а штоковая полость - со сливом Оз J. В известном устройстве обеспечивается регулирование количества вьщавливаемой массы в зависимости от скорости подачи стержней. При этом синхронизацию скоростей подачи массы и подачи проволоки осуществляет устройство, срабатывающее в зависимости от величины скорости прохождения массы через обмазочную головку, которое воздействует на регулятор соотношений - сложный электромеханический прибор, регулирующий скорость подачи проволоки. Неудобная и громоздкая система регулирования обусловлена необходимостью преобразования сигналов электромеханизации в сигналы гидравлики. Регулирование привода подачи проволоки в зависимости от количества массы, выдавливаемой из головки, в этом устройстве не предусмотрено, в то время как в результате уменьшения количества обмазочной массы в головке облегчается ее вьщавливание из обмазочной головки, Цель изобретения - повьш1ение качества электродов путем автоматического изменения скорости подачи стержней при изменении количества массы покрытия в обмазочной головке, Ь Поставленная цель достигается тем, что в устройстве для нанесения электродного покрытия на сварочные стержни, содержащем механизм непрерьтной подачи стержней с гидромотором и электродообмазочный пресс, в состав которого входит обмазочная головка и гидроцилиндр для выдавливания обмазочной массы из головки, поршневая полость которого соединена с насосом, а штоковая - со сливом, штоковая ло3лость гидроцилиндра соединена с рабочей полостью гидромотора.На.чертеже изображена гидрокинематическая схема устройства. Устройство содержит обмазочную головку 1 с гидроцилиндром 2 для вы давливания массы, а также опрессовоч кое сопло 3, в которое подаются стержни 4 с помощью двухроликового механизма 5. Привод роликов осуществляет гидр мотор 6 через коробку передач 7. Штоковая полость гидроцилиндра 2 с помощью распределителей 8 и 9 соединена с рабочей полостью гидромотора 6. Распределители 8 и 9 управляются соответственно электромагнитами 10 и 11, 12 и 13. Источником энергии всех приводов является гидронасос 14, который нагружен предохранительным клапаном 15 и соединен с поршневой полостью гидроцилиндра 2 через распределитель 16 управляемьй электромагнитами 17 и 18 По 1порный клапан 19 обеспечивает дав ление в рабочей полости гидромотора 6, а подпорный клапан 20 обеспечивает давление при сливе из штоковой полости цилиндра. Агрегат работает следующим образом. В исходном положении поршня гидроцилиндра 2 обмазочная масса загружается в обмазочную головку. Включаются электромагниты 17 распределителя 16;11 распределителя В; 12 распределителя 9. Рабочая жидкость от насоса 14 попадает через распределитель 16 в поршневую полость гйдроцилиндра 2. Поршень двигается вправо, вьщавливая обмазочную массу в обмазочное сопло 3. Необходимое удельное давление выдавливания массы обеспечивается путем создания большого усилия вьщавливания при небольшой производительности насоса. f Из штоковой полости рабочая жидкость сливается через распределители 8 и 9 и поступает в рабочую полость гидромотора 6, приводя его во вращение. Через коробку передач 7 гидромотор вращает ролики подающего механизма 5, обеспечивающего подачу 134 стержня 4 из проволоки в обмазочное сопло 3. Давление, необходимое для работы гидромотора, поддерживается подпорным клапаном 19. По мере уменьшения объема обмазочной массы необходимое давление вьщавливания массы уменьшается, производительность насоса 14 увеличиваете, вследствие чего увеличивается и. скорость перемещения поршня гидравлического цилиндра 2. Расход рабочей жидкости из штоковой полости гидроцилиндра 2 увеличивается, что приводит к повышению числа оборотов гидромотора 6 и, следовательно, к увеличению скорости подачи подающим механизмом стержней 4 из проволоки в обмазочное сопло 3. После выдавливания всей обмазочной массы электромагниты 17, 11 и 12 отключаются. Включаются электромагниты 18 распределителя 16; 10 распределителя 8. Рабочая жидкость от насоса 14 поступает в штоковую полость гидроцилиндра 2 через распределители 16 и 8. Поршень гидроцилиндра перемещается влево, сливая рабочую жидкость через распределитель 16. При этом гидромотор не работает. В исходном положении поршень гидроцилиндра 2 останавливается. Снова загружается обмазочная масса в обмазочную головку 1. Цикл работы агрегата повторяется. В период работы агрегата подпорньй клапан 20 обеспечивает наличие рабочей жидкости в штоковой полости гидроцилиндра 2, подпорный клапан 19 обеспечивает работу гидромотора, а предохранительный клапан 15 предохраняет гидропривод от перегрузки. Привод агрегата обеспечивает в наладочном режиме раздельную работу смазочной головки и механизма подачи. Раздельная работа гидромотора обеспечивается включением электромагнитов 18 распределителя 16; 13 распределителя 9, а работа обмазочной головки включением электромагнитов 17 (обмазка) и 18 (отвод в исходное положение) распределителя 16. Коробка передач 7 согласовывает частоту вращения гидромотора 6 и механизма подачи 5 при наладке агрегата на разные типы электродов. Устройство позволит повысить каество электродов путем снижения браа по толщине покрытия.
AF.
/б t8
( /J
0
I
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕКТРОДООБМАЗОЧНЫЙ ПРЕСС | 1992 |
|
RU2049639C1 |
| Гидропривод виброподачи станка | 1990 |
|
SU1728542A1 |
| ЭЛЕКТРОДООБМАЗОЧНЫЙ ПРЕСС | 1967 |
|
SU195879A1 |
| ГИДРОСИСТЕМА КРАНО-МАНИПУЛЯТОРНОЙ УСТАНОВКИ | 2003 |
|
RU2252909C2 |
| Протяжной автомат | 1987 |
|
SU1426710A1 |
| Сверлящий перфоратор с поворотным механизмом рабочей части | 2017 |
|
RU2662839C1 |
| Горизонтальный пресс для изготовления электродов | 1983 |
|
SU1109300A1 |
| Гидропривод бура | 1980 |
|
SU935574A1 |
| Гидравлический привод | 1980 |
|
SU881459A1 |
| СВЕРЛЯЩИЙ ПЕРФОРАТОР С ЭЛЕКТРОГИДРАВЛИЧЕСКОЙ СИСТЕМОЙ ДЛЯ ВТОРИЧНОГО ВСКРЫТИЯ ПЛАСТОВ | 2011 |
|
RU2465443C1 |
УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ЭЛЕКТРОДНОГО ПрКРбГГИЯ НА СВАРОЧНЫЕ СТЕРЖНИ, содержащее механизм непрерывной подачи стержней с гидромотором и электрообмазочный пресс, в состав которого входит обмазочная головка и гидроцшшндр для выдавливания обмазочной массы из головки, поршневая полость гидроцилиндра соединена с насосом, а штоковая полость со сливом, отличающееся тем, что, с целью повышения качества электродов путем автоматического изменения скорости подачи стержней при изменении количества массы покрытия в обмазочной головке, штоковая полость гидроцилиндра соединена (О с рабочей полостью гидромотора.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Крюковский Н.Н | |||
| Производство электродов для дуговой сварки машин | |||
| И., 1953, с | |||
| Шкив для канатной передачи | 1920 |
|
SU109A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Электродообмазочный пресс фирмы Oerlicon, Швеция, черт | |||
| Способ получения кристаллического глета | 1928 |
|
SU15036A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Патент США № 3175247, кл | |||
| Прибор для массовой выработки лекал | 1921 |
|
SU118A1 |
