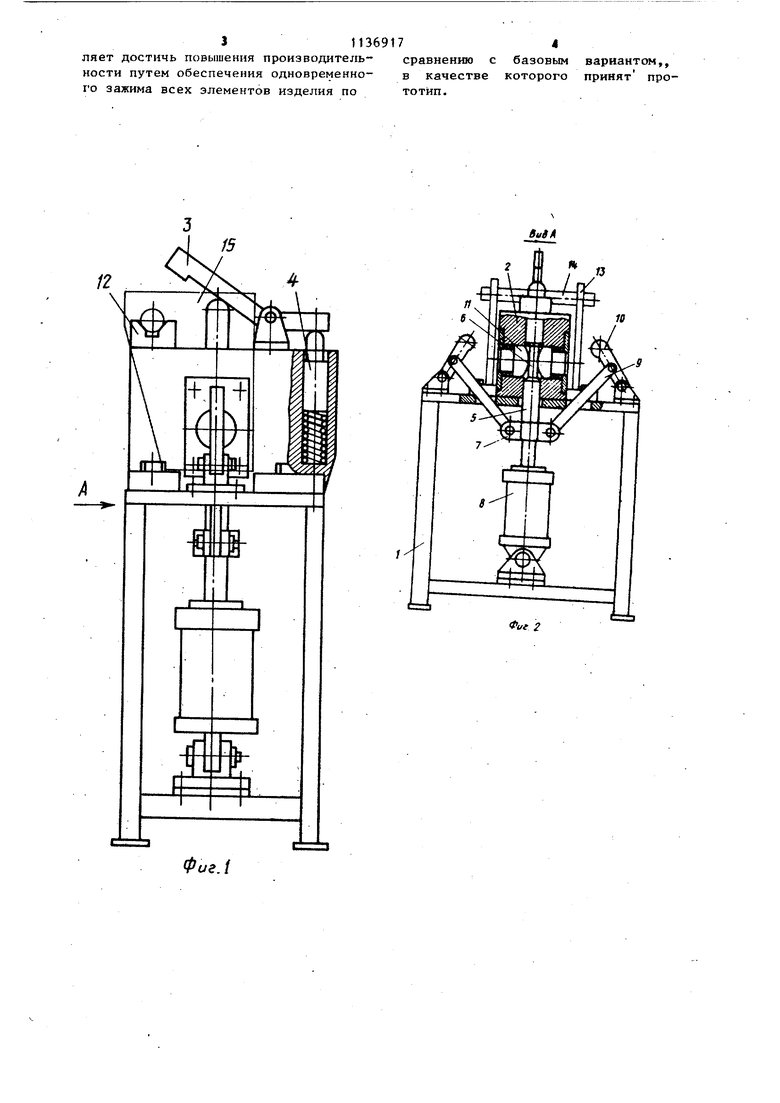
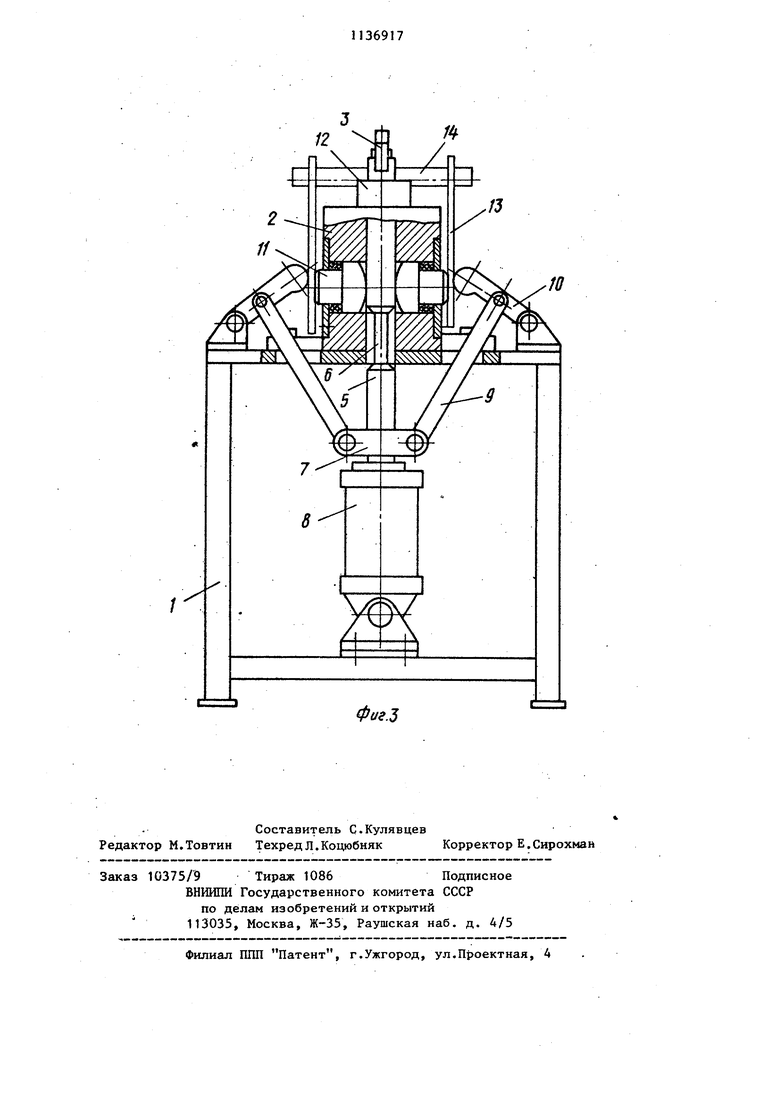
со а Изобретение относится к машиностроению, а именно к вспомогательному оборудованию, применяемому при сборочно-сварочных работах, и может быть использовано, в частности, для сборки под сварку изделий, состоящих из двух боковых и одного продоль ного элемента. Известно устройство для сборки под сварку, содержащее установленные на основании корпус, зажимные рычаги и силовой цилиндр, шток которого снабжен толкателем, размещенным в корпусе, и шарнирно соединен тягами с зажимными рычагами (1 }; Однако это устройство не обеспечи вает Ьдновременного зажима всех элементов изделия, состоящего из двух боковых и одного продольного элемента, что снижает производительность. Цель изобретения - повышение производительности путем обеспечения одновременного зажима всех элементов изделия. Поставленная цель достигается тем что устройство для сборки под сварку преимущественно изделий из двух боко вых и одного продольного элемента, содержащее установленные на основани корпус, зажимные рычаги и силовой цилиндр, шток которого снабжен толка телем, размещенным в корпусе, и шарнирно соединен тягами с зажимными ры чагами, снабжено размещенными в корпусе подпружиненными центрирующими опорами для боковых элементов издели установленными с возможностью взаимо действия с толкателем, двуплечим под пружиненным прижимом для продольного элемента изделия, шарнирно установленным на корпусе с возможностью вза имодействия с торцом толкателя, а толкатель вьшолнен с кольцевой про точкой для центрирующих опор. На фиг. 1 изображено устройство, исходное положение; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - устройство в зажатом положении. Устройство для сборки под сварку содержит основание 1, на котором закреплен корпус 2 с шарнирно смонтиро ванным на нем двуплечим прижимом 3, подпружиненным пальцем 4 и толкателем 5, выполненным с кольцевой проточкой 6 и соединенным с вилкой 7. Прижим 3 установлен с возможностью взаимодействия с торцом толкателя 5 и подпружиненным пальцем 4, а вилка 7 закреплена на штоке силового цилиндра- 8 и при помощи тяг 9 шарнирно соединена с зажимными рычагами 10, установленными на основании 1. В корпусе 2 также размещены подпружиненные центрирующие опоры 11, а на корпусе закреплена призма 12 для базирования соответственно боковых 13 и продольного элемента 14 свариваемого изделия 15. Устройство работает следующим образом. .Для приведения устройства в исходное положение силовой цилиндр 8, установленный на основании 1, включают. При этом вилка 7, а вместе с ней и толкатель 5, двигаются в корпусе 2 вверх, поднимая двуплечий прижим 3, находящийся под воздействием подпружиненного пальца 4 и отводя в стороны зажимные рычаги 10, за счет тяг 9, соединенных с вилкой 7. Б то же время кольцевая проточка 6 толкателя 5 при занятии им крайнего верхнего положения устанавливается напротив подпружиненных центрирующих опор 11. После того, как собираемый под сварку продольный элемент 14 с надетыми на него боковыми элементами 13 устанавливается на призму 12, включают силовой цилиндр 8. При этом толкатель 5, двигаясь вниз, освобождает от своего воздействия двуплечий прижим 3, давая ему возможность зажать элемент 14 за счет подпружиненного пальца 4. Кроме того, толкатель 5 при движении вниз выдвигает подпружиненные центрирующие опоры 11, по которым базируются боковые элементы 13. Одновременно вилка 7, соединенная с толкателем 5, увлекает за собой с помощью тяг 9 зажимные рычаги 10, которые прижимают боковые элементы 13 к опорам 11. Изделие 15 собрано под сварку. После сварки изделие 15 снимается, для чего устройство приводят в исходное положение. Благодаря тому, что данное устройство снабжено размещенными в корпусе подпружиненными центрирующими опорами для боковых элементов изделия, установленными с возможностью взаимодействия с толкателем, двуплечим подпружиненным прижимом для продольного элемента изделия, шарнирно установленным на корпусе с возможностью взаимодействия с торцом толкателя,.а толкатель выполнен с кольцевой проточкой для центрирующих опор, оно позво311369174
ляет достичь повышения производитель- сравнению с базовым вариантом,,
ности путем обеспечения одновременно- в качествекоторого принят прого зажима всех элементов изделия по тотйп.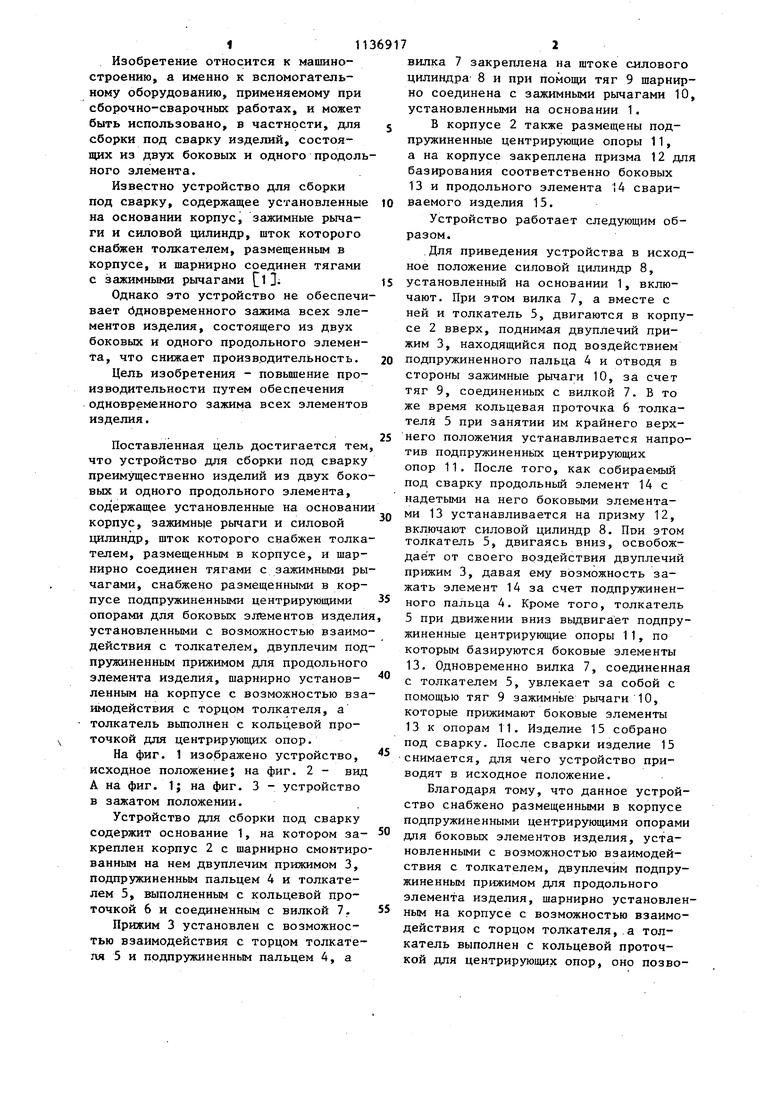
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фиксации и прижима свариваемых деталей | 1977 |
|
SU707741A1 |
| Рычажный прижим для сборки под сварку | 1985 |
|
SU1311897A1 |
| ЗАЖИМ | 1993 |
|
RU2090335C1 |
| Стенд для сборки под сварку | 1979 |
|
SU852480A1 |
| Сборочная линия | 1985 |
|
SU1255352A1 |
| Устройство для сборки под сварку угловых коробчатых металлоконструкций | 1980 |
|
SU910387A1 |
| Устройство для сборки под сварку дугообразных деталей с цилиндрическим изделием | 1980 |
|
SU935244A1 |
| Кольцевой кантователь | 1985 |
|
SU1269958A1 |
| Автомат Петрова для сборки и сварки кожухов центробежных вентиляторов | 1983 |
|
SU1138284A1 |
| Автомат для сборки запрессовкой ушковых пуговиц | 1987 |
|
SU1500461A1 |
УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СЙАРКУ преимущественно изделий из двух боковых и одного продольного элемента, содержащее установленные на основании корпус, зажимные рычаги и силовой цилиндр, шток которого снабжен толкателем, размещенным в корпусе, и шарнирно соединен тягами с зажимными рычагами , отличающееся тем, что, с целью повьтения производительности путем обеспечения одновременного зажима всех элементов изделия, устройство снабжено размещенными в корпусе подпружиненными центрирующими опорами для боковых элементов изделия, установленными с возможностью взаимодействия с толкателем, двуплечим подпру/ синенным прижимом для продольного элемента изделия, шарнирно установленным на корпусе с возможностью взаимодействия с торцом толкателя, а толкатель (Л выполнен с кольцевой проточкой для центрирующих опор.
/5
ФигЛ
о
10
Фие 2
12
йЬ
фие.З
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО для СБОРКИ ТОНКОСТЕННЫХ ТРУБЧАТЫХ ДЕТАЛЕЙ?^С?СОЮЗНАЯ jnAlEfilHO-TEXiiii'iEitiAlf Бчвл:-<о~гцд I | 0 |
|
SU380417A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
