1
Изобретение относится к обра ботке металлов давлением, а именно к конструкциям инструмента для ковки поковок типа пластин.
Известен инструмент для ковки поковок типа пластин, содержащий верхний и нижний бойки с плоской рабочей поверхностью переменной ширины l.
При ковке поковок такими бойками поковка получает незначительное уширение и для получения пластины на таких бойках требуется предварительная Осадка поковки, что снижает производительность ковки.
Цель изобретения - повышение производительности за счет интенсификации уширения металла поковки.
С этой целью в инструменте для ковки поковок типа пластин, содержащем верхний и нижний бойки с плоской рабочей поверхностью переменной ширИ ны, плоская рабочая поверхность бойков выполнена Т-образной формы, ось симметрии которой совпадает с направлением подачи заготовки.
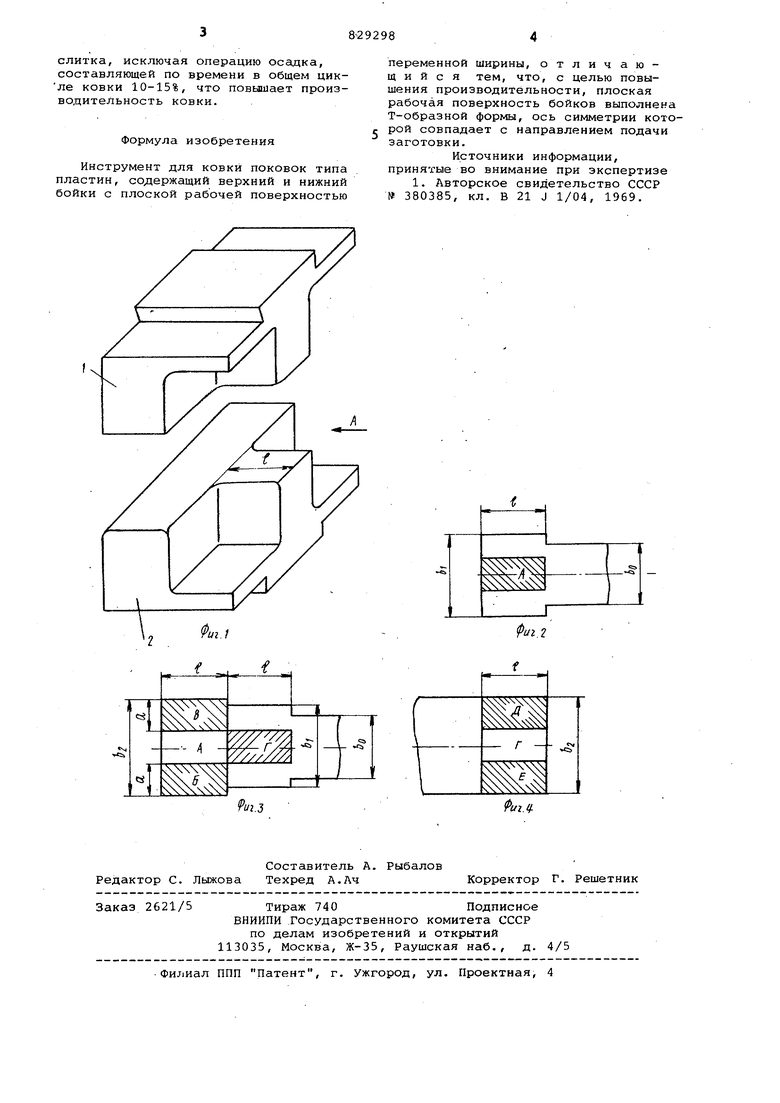
На фиг. 1 показаны верхние и нижние бойки, общий вид} на фиг. 2 - схема процесса .ковки верхним и нижним бойками, начальная стадия| на фиг. 3 - то же, промежуточная стадия
на фиг. 4 - то же, окончательная стадия.
Инструмент содержит верхний 1 и нижний 2 бойки с плоскойрабочей поверхностью. Т-образной формы.
Ковка пластин на инструменте производится следукнцим образом.
Слиток подается на бойки в направлении стрелки А (фиг. 1). При первом
10 обжатии деформиру.ется только центральная часть А заготовки (фиг. 2) и металл разгоняется в основном в ширину с bo до Ь .
При втором обжатии (фиг. ) после подачи заготовки на величине 6 одно15временно деформируются участки Б и В и цент)альный участок Г. При зтом на всех трех участках снова-имеет место преимущественное течение ме20та.лла в ширину, и размер Ь увеличивается до bq. Последующие обжатия, .кроме последнего, аналогичны второму.
При последнем обжатии заготовка смещается вправо и влево для обжатия
25 участков D и Е (фиг. 4).
При ковке пластин бойками с рабочей поверхностью Т-образной формы больша часть металла смещается в ширину, поэтому можно получать нужные
30 размеры пластины из неосажен.ного
| название | год | авторы | номер документа |
|---|---|---|---|
| Кузнечный инструмент | 1982 |
|
SU1138220A1 |
| Способ ковки поковок типа дисков | 1989 |
|
SU1710176A1 |
| Способ протяжки поковок типа пластин и кузнечный боек для его осуществления | 1984 |
|
SU1256840A1 |
| СПОСОБ КОВКИ ПЛИТ ИЗ СЛИТКОВ | 2010 |
|
RU2459682C1 |
| Инструмент для поперечной разгонки | 1986 |
|
SU1398215A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| Способ получения крупных поковок | 1978 |
|
SU795691A1 |
| Способ ковки поковок типа пластин | 1980 |
|
SU889248A1 |
| СПОСОБ КОВКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2018 |
|
RU2674369C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288065C2 |
