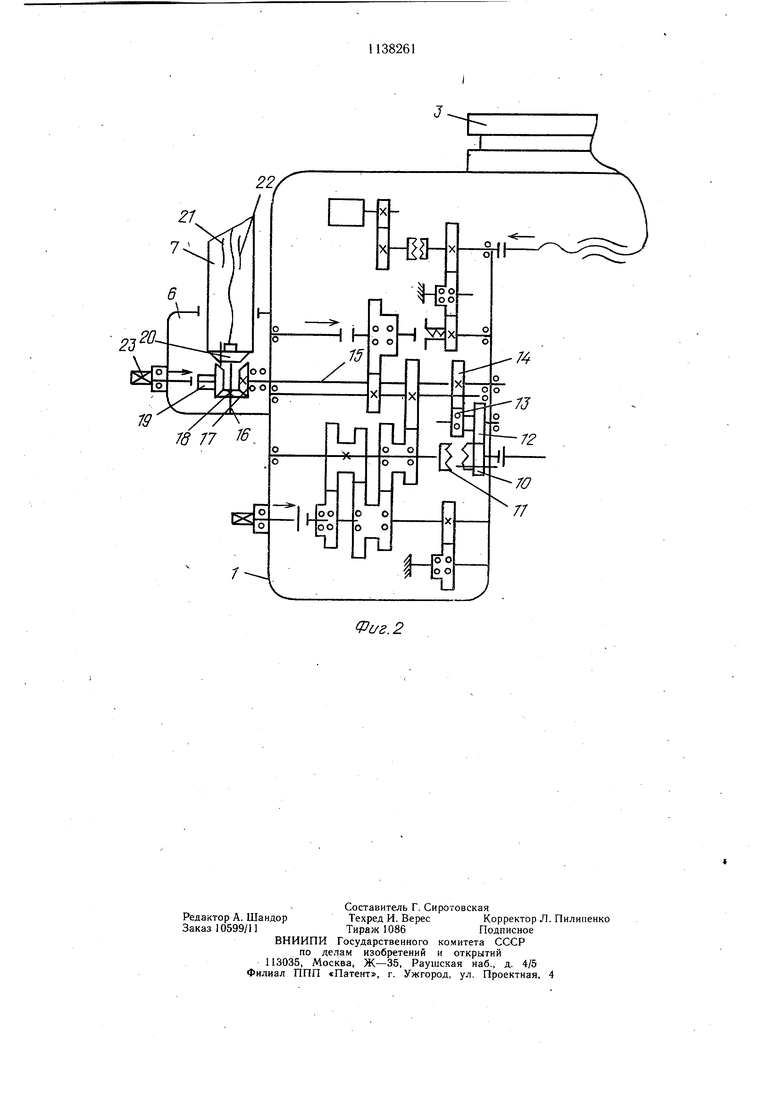
Изобретение относится к обработке металлов резанием, в частности к металлорежущим станкам, обслуживаемым манипуляторами. Известен металлорежущий станок с ЧПУ, включающий стол для размещения деталей, подвижный от коробки подачи, и манипулятор, выполненный в виде приводного захвата, расположенного на щтанге 1. К недостаткам известлого станка относится сложность его конструкции, обусловленная, наличием отдельных приводов для коробки подачи стола и для манипулятора. Цель изобретения - упрощение конструкции станка. Эта цель достигается тем, что в металлорежущем станке с ЧПУ, содержащем стол для размещения деталей, подвижный от коробки подач, и манипулятор, выполненный в виде приводного захвата, расположенного на щтанге, манипулятор размещен на коробке подач и связан с ее приводным элементом при помощи введенных в станок конической передачи, щестерня которой закреплена на торце щтанги, и передачи винтгайки, размещенной в щтанге, которая выполнена полой, причем коническая передача и передача винт-гайка установлены с возможностью поочередного соединения с приводным элементом. На фиг. 1 изображен металлорежущий станок; на фиг. 2 - кинематическая схема станка. Станок состоит из станины 1, на которой установлены сверлильная головка 2, стол 3 для деталей, и манипулятор 4 (рука робота) , связанные с пультом 5 управления, причем манипулятор подсоединен к последнему с помощью запасных линий с программой снятия заготовки. Манипулятор состоит из закрепленного на станине 1 основания б, на котором установлена полая щтанга 7 с возможностью вертикального перемещения посредством размещенных внутри нее винта и гайки, сблокированных с механизмом перемещения стола 3 станка. На щтанге 7 закреплен телескопический вал 8 со своим основанием, который установлен с возможностью поперечного и вращательного движений, осуществляемых посредством винта с гайкой, размещенных внутри вала и сблокированных с механизмом перемещения столаи щтанги 7. На конце телескопического вала 8 закреплен захват 9. Шестерня 10 - приводной элемент коробки подач, установленная на валу двигателя коробки подач стола 3 и связана с муфтой 11 переключения передачи вращения вала двигателя либо на кинематическую цепь манипулятора 4, либо на кинематическую цепь подачи стола 3. Промежуточные щестерни 12 и 13 двухступенчатой цилиндрической передачи связаны с ведомой шестерней 14, установленной на ведомом валу 15, соединенном с валом 16 манипулятора 4, установленным перпендикулярно относительно вала 15, посредством шестерен 17- 19 конической передачи, установленной в основании б манипулятора. На торце штанги 7 закреплена коническая шестерня 20, установленная на валу 16 с возможностью зацепления с шестернями 17 и 19. Часть вала 16, находящаяся в штанге 7, вьшолнена в виде ходового винта 21, сцепленного с маточной гайкой 22 и 23 - рукоятка ручной настройки манипулятора. Станок работает следующим образом. Иа питателя или конвейера (не показан) по команде пульта 5 управления манипулятором 4 достигается деталь и подается на стол 3, после чего манипулятор во5вращается в исходное положение. Включается станок посредством ЧПУ, и стол 3 перемещается в требуемое положение, опускается сверлильная головка и происходит сверление. Затем головка вновь поднимается вверх и поворачивается в следующее рабочее положение. Отключается управление столом 3 и сверлильной головкой 2. Включается манипулятор 4, посредством которого со стола 3 снимается готовая деталь и подается на другой питатель или конвейер без участия рабочего. При поступлении команды с ЧПУ станка шестерня 10 входит в зацепление с шестерней 12, далее через шестерни 13 и 14 крутящий момент передается на вал 15, на котором установлена коническая шестерня 17, находящаяся в постоянном зацеплении с шестернями 18 и 19. Посредством конической передачи крутящий момент передается валу 16 и далее через.передачу винт 21 - гайка 22 осуществляется возвратно-постунательное перемещение штанги 7. При необходимости придания враш.ательного движения штанге 7 вокруг своей оси, она перемещается вниз до вхождения в зацепление щестерни 20 с шестернями 17 и 19. В этот момент отключается маточная гайка 22 и крутящий момент передается непосредственно штанге 7. При этом осуществляется поворот захвата 9 вокруг штанги 7. Механизм выдвижения и вращения захвата 9 встроен в манипулятор 4, и его кинематическая схема аналогична приведенной. Таким образом, в предлаг.аемом станке, обеспечена высокая автоматизация движений его рабочих органов за счет управления перемещения стола и манипулятора от одного привода.
Фаг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоцелевой станок с автоматической сменой инструмента | 1983 |
|
SU1123835A1 |
| Токарно-винторезный станок | 1981 |
|
SU982848A2 |
| Сверлильный станок | 1980 |
|
SU889294A1 |
| Устройство для нанесения узоров из кондитерских масс на торты | 1981 |
|
SU1024053A1 |
| Металлорежущий станок с автоматической сменой инструмента | 1978 |
|
SU770736A1 |
| Станок для обработки роликов с криволинейной образующей | 1980 |
|
SU897476A1 |
| Металлорежущий станок с устройством для автоматической смены обрабатываемых деталей | 1977 |
|
SU745649A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ НАСТОЛЬНЫЙ КОМБИНИРОВАННЫЙ СТАНОК | 1992 |
|
RU2015877C1 |
| Станок для обработки деталей с циклоидными поверхностями | 1978 |
|
SU766751A1 |
| Устройство для закрепления сменной шпиндельной коробки агрегатного станка с автоматической сменой инструмента | 1986 |
|
SU1379052A1 |
МЕТАЛЛОРЕЖУЩИЙ СТАНОК С ЧПУ, содержащий стол для размещения деталей, подвижный от коробки подач, и манипулятор, выполненный в виде приводного захвата, расположенного на щтанге, отличающийся тем, что, с целью упрощения конструкции, манипулятор размещен на коробке подач и связан с ее приводным элементом при помощи введенных в станок, конической передачи, щестерня которой закреплена на торце щтанги, и передачи винтгайка, размещенной в щтанге, которая выполнена полой, причем коническая передача и передача винт-гайка установлены с возможностью поочередного соединения с приводным элементом. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Комплексная автоматизация мелкосерийного производства в машиностроении | |||
| Обзор НИИМАШ, сер | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
