Изобретение относится к машино строению и может быть использовано на бесцентрово-доводочных станках . для доводки абразивными пастами высокотс ных цилиндрических поверхностей изделий топливной аппаратуры напроход.
Известно устройство к бесцентроводоводочному станку, содержащее, выдвижную стойку, одним кондом жестко закрепленную к станине станка, направляющий нож и механизм прижима ножа к изделиям, содержащий корпус, пружинный блок погружения ножа, установленный в прдвижных вертикальных направлякяцих и винт регулировки давления l3.
Однако устройство не обеспечивает равномерного нагружения ножа на изде ЛИЯ по всей длине обрабатываемого столба деталей.
Целью изобретения является повышение точности обрабатываемых деталей за счет обеспечения равномерного распределения рабочей нагрузки по всей зоне обработки.
Постагленная цель достигается тем что в устройстве к бесцентрово-доводочному станку, содержащем выдвижную стойку, одним концом жестко закреплен ную на станине станка, направляющий нож и механизм прижима ножа к изделиям, содержащий корпус, пружинный бло нагружения ножа, установленный в подвижных вертикальных направляющих и винт регулировки давления, механизм прижима ножа выполнен в виде Kopoi fciла, жестко соединенного.с выдвижной частью, стойки, двух штоков, установленных с возможностью взаимодействия с ножом при помощи вертикального перемещения в отверстиях, расположенных по коьдам коромысла, и двух двуплечих рычагов, установленных с возможностью шарнирного взаимодействия одним концом с штоками, а другим с Введенным в устройство вкладышем, при этом вклэдыш установлен на винте )егулировки давления,а пружинный блок
нагружекия выполнен в виде подпружннен ного стакана, установленного свободно в отверстии корпуса вертикальных направляющих с возможностью взаимодействия с Г-образным вертикальным выступом, расположенным по центру коромысла.
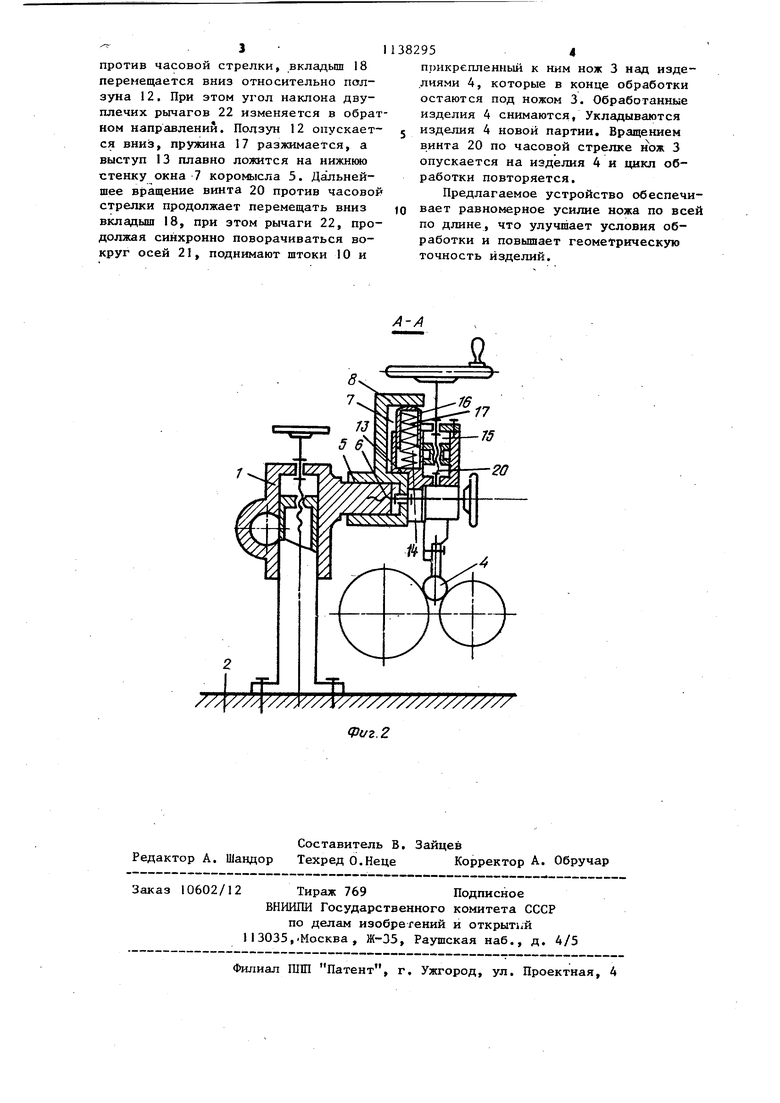
На фиг. I изображено устройство к бесцентрово-доводочному станку, общий вид; на фиг. 2 - сечение А-А на фиг. 1.
Устройство содержит раздвижнуюстойку 1, закрепленную на станине 2 станка, нож 3 и обрабатываемые изделия 4. Механизм прижима ножа 3 к изделиям 4 выполнен в виде симметричного коромысла 5, связанного со стойкой Г посредством винта 6 и имеющего в верхней средней части окно 7, Гобразный упор 8, расположенный над окном 7, и вертикальные отверстия 9 на его концах, штоков 10, размещенных в отверстиях 9 и связанных нижним концом с ножом 3. На коро№1сле 5 в вертикальных направляющих 1I смонтиров.ан ползун 12, имекнций выступ 13, входящий в окно 7 коромысла 5 и ограничивающий движение ползуна 12 вниз, глухое отверстие 14 и сквозной паз 15. В отверстии 14 размещен плунжер 16 и пружина 17. Плунжер 16 упирается в Г-образный упор 8. В пазу 15 установлен вкладыщ 18, имеющий паз 19. Вкладыш перемещается в вертикальном направлении интом 20. На ползуне 12 на осях 21 закреплены рычаги 22, короткие кониэ которых шарнирно связаны с пазом 19 вкладыще 18, а длинные концы - со штоками 10. На ползуне 12 укреплена стрелка 23, а на коромысле 5линейка 24, риски на которой нанесены в .соответствии с характеристикой пружины 17.
Устройство работает следующим образом.
На фиг. 1 устройство изображено в положении когда нож 3 лежит на обрабатываемых изделиях 4, но не нагру жен пружиной I7. Прижим ножа 3 к изделиям 4 осуществляется вращением винта 20 по часовой стрелке. При этом вкладьш 18 перемещается вверх относительно ползуна 12, изменяя угол наклона двуплечих рычагов / 22,-длинные концы которых, опираясь через штоки 10 и нож 3 на изделия 4 остаются на месте. При изменении угла наклона двуплечих рычагов 22 через оси 21 поднимается ползун 12 и сжимает пружину 17. Выступ 13 ползуна 12 отходит от нижней стенки окна 7 коромысла 5 и усилие пружины через всю систему передается на изделия 4. Стрелка 23 на линейке указывает силу сжатия пружины, а следовательно и , нагрузку на изделия. После окончания обработки изделий, вращая винт 20 .
3 I
против часовой стрелки, вкладьпп 18 перемещается вниз относительно ползуна 12. При этом угол наклона двуплечих рычагов 22 изменяется в обратном направлений. Ползун 12 опускается вниз, пружина 17 разжимается, а выступ 13 плавно ложится на нижнюю стенку окна 7 коромысла 5. Дальнейшее вращение винта 20 против часовой стрелки продолжает перемещать вниз вкладыш 18, при этом рычаги 22, продолжая синхронно поворачиваться вокруг осей 21, поднимают штоки 10 и
1382954
прикрепленный к ним нож 3 над изделиями 4, которые в конце обработки остаются под ножом 3, Обработанные изделия 4 снимаются, Укладываются 5 изделия 4 новой партии. Вращением винта 20 по часовой стрелке нож 3 опускается на изделия 4 и цвкл обработки повторяется.
Предлагаемое устройство обеспечиJO вает равномерное усилие ножа по всей по длине, что улучшает условия обработки и повышает геометрическую точность изделий.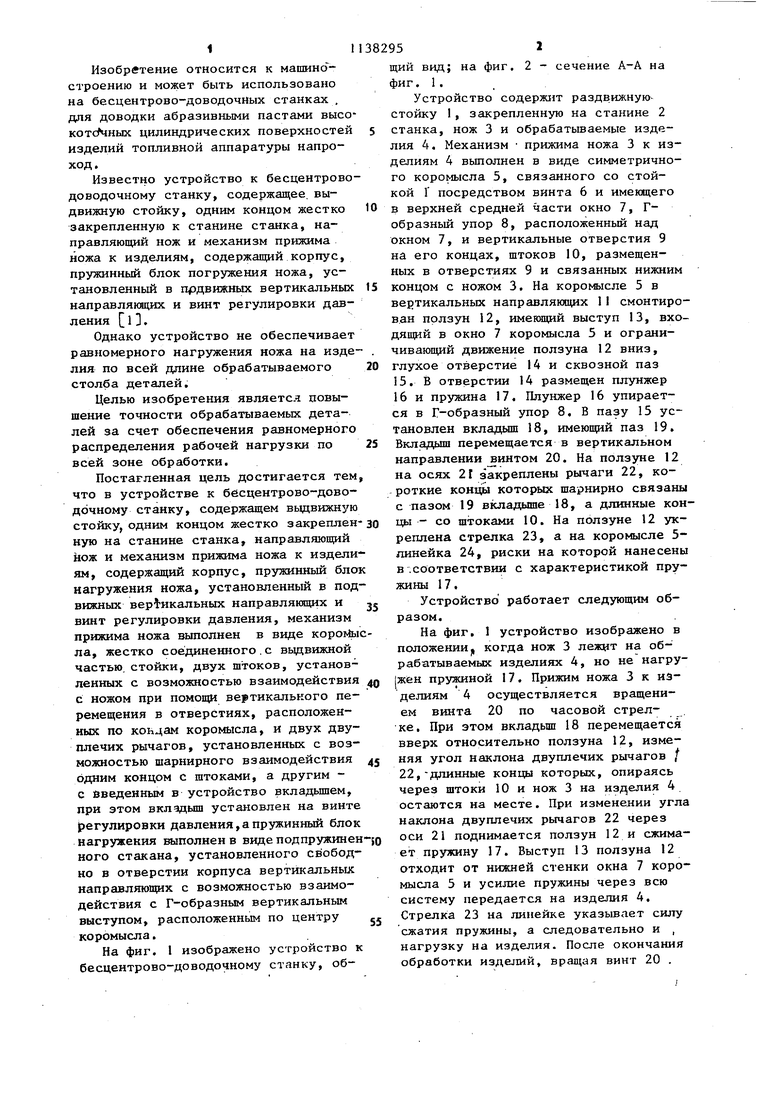
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство бесцентровошлифовального станка | 1971 |
|
SU485857A1 |
| Устройство для обработки участков стенок полых осесимметричных изделий | 1985 |
|
SU1263400A1 |
| ШТАМПОВОЧНЫЙ БЛОК С КОМПЛЕКТОМ ШТАМПОВ СО СМЕННЫМИ ПАКЕТАМИ "ВИКОСТ" | 2002 |
|
RU2242353C2 |
| Автоматический станок для изготовления петель | 1927 |
|
SU32471A1 |
| Стол долбежного станка | 1986 |
|
SU1313716A1 |
| Автомат для мерной резки проводови зАчиСТКи иХ КОНцОВ OT изОляции | 1978 |
|
SU796971A1 |
| СТАНОК ДЛЯ ЗАТОЧКИ ДИФФУЗИОННЫХ НОЖЕЙ | 1970 |
|
SU270527A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Станок бесцентрово-доводочный | 1985 |
|
SU1311910A1 |
| Устройство для бесцентровойОбРАбОТКи | 1979 |
|
SU848294A1 |
УСТРОЙСТВО К БЕСЦЕНТРОВО-ДОВОДОЧНОМУ СТАНКУ, содержащее выдвижную стойку, одним концом жестко закрепленную на станине станка направляющий нож и механизм прижима ножа к изделиям, содержал ий корпус, пружинный блок нагружения ножа, установленный в подвижных вертикальных направляющих, и винт регулировки давления, отличающееся тем, что, с целью повышения точности за счет равномерного распределения рабочейнагрузки на обрабатываемые изделия,, механизм прижима ножа вьшолнен в виде коромысла, жестко соединенного с выдвижной частью стойки, двух штоков, установленных с возможностью взаимодействия с ножом, при помощи вертикального перемещения в отверстиях, расположенных по концам коромысла, и двух двуплечих рычагов, установленных с возможностью шарнирного взаимодействия одним концом со штоками, а другим - с введенным в устройство вкладьш1ем, при этом вкладьпи установлен на винте регулировки давления, а пружинный блок н гружения выполнен в виде подпру7 синенного стакана, уста« новленного свободно в отверстии корпуса вертикальных направляющих с возможностью взаимодействия с Г-образНым вертикальным выступом, расположенным по центру коромысла. СО оо го со ел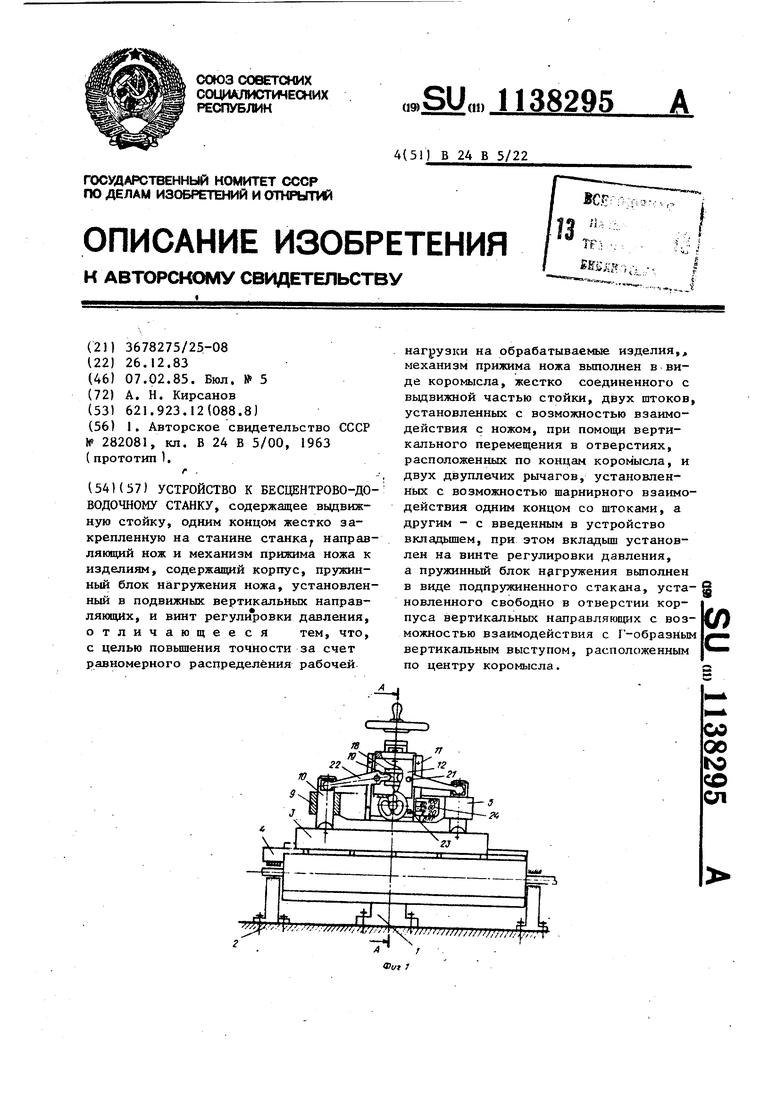
//)// ///y//V/
У//////////У///7// Фиг. 2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| АВТОМАТ ДЛЯ ДОВОДКИ НАРУЖНОЙ ЦИЛИНДРИЧЕСКОЙ ПОВЕРХНОСТИ ДЕТАЛЕЙ | 0 |
|
SU282081A1 |
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
| f . | |||
