Изобретение относится к области машиностроения и может быть использовано цри конструировании пресс-форм для напрессовки рабочего слоя на оправку.
Известна вертикальная пресс-форма для напрессовки абразивсодержащего слоя углового профиля на оправку инструмента, содержащая скрепленные между собой верхнюю и нижнюю щеки для размещения между ними оправки, разъемную матрицу с обоймой, размещенные в матрице с возможностью встречного перемещения пуансоны и под1(ладные кольца 1.
Недостатком известной пресс-формы является низкое качество получаемых изделий, так как периферийный участок напрессовываемого слоя плохо пропрессовывается, а при распрессовке за счет упругого последействия матрицы может разрушаться.
Целью изобретения является повышение качества изделий.
Эта цель достигается тем, что в вертикальной пресс-форме для напрессовки абразивсодержащего слоя углового профиля на оправку инструмента, содержащей скрепленные между собой верхнюю и нижнюю щеки для размещения между ними оправки, разъемную матрицу с обоймой, размещенные в матрице с возможностью встречного перемещения пуансоны и подкладные кольца, на внутренней поверхности разъемной матрицы в зоне прессования выполнена кольцевая выемка глубиной 0,3-0,5 высоты абразивсодержащего слоя инструмента.
На чертеже изображена пресс-форма, разрез в начальной и конечной стадиях прессования.
Пресс-форма состоит из нижней 1 и верхней 2 щек, скрепляемых вместе с оправкой 3 инструмента резьбовыми элементами 4 и 5. Пресс-форма содержит также разъемную матрицу 6, скрепляемую обоймой 7, пуансоны 8 и 9 и подкладные кольца 10 и 11. На внутренней поверхности матрицы выполнена кольцевая выемка шириной, равной расстоянию между пуансонами в конечной стадии прессования и глубиной 0,3-0,5 высоты напрессованного слоя инструмента.
Напрессовывание абразивного слоя происходит следующим образом.
В собранной пресс-форме при снятом пуансоне 8 кольцевое пространство между матрицей 6 с одной стороны и щеками 1 и 2 и оправкой 3 с другой стороны заполняется абразивсодержащим материалом, устанавливается пуансон 8, удаляются подкладные кольца 10 и И, после чего приложением усилия к пуансонам 8 и 9 осуществляется двустороннее прессование. Затем матрица разбирается, изделле извлекается и процесс повторяется. За счет взаи.много
недохода пуансонов на величину, равную
ширине кольцевой выемки, обеспечивается
большая равномерность распределения
напряжений в напрессовываемом материа, ле, чем при смыкании пуансонов. Большой
f. объем части напрессовываемого слоя, размещаемого при прессовании в кольцевой выемке матрицы, исключает его разрушение при распрессовке.
Экономический эффект от внедрения изобретения обеспечивается за счет повышения качества получаемого инструмента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессформа для напрессовки рабочего слоя на оправку абразивно-алмазного инструмента | 1982 |
|
SU1108019A1 |
| Пресс-форма для напрессовки прерывистого рабочего слоя на оправку алмазного инструмента | 1985 |
|
SU1278049A1 |
| Пресс-форма для напрессовки рабочего слоя на оправку абразивного инструмента | 1987 |
|
SU1570847A1 |
| Пресс-форма для напрессовки рабочего слоя с чередующимися участками различных характеристик на оправку рабочего инструмента | 1985 |
|
SU1418065A1 |
| Пресс-форма для напрессовки рабочего слоя на оправку абразивного инструмента | 1984 |
|
SU1177177A1 |
| Пресс-форма для напрессовки рабочего слоя на оправку абразивного инструмента | 1986 |
|
SU1323410A1 |
| Устройство для изготовления двухслойных изделий трубчатой формы | 1982 |
|
SU1084115A1 |
| Пресс-форма для изготовления алмазного инструмента | 1981 |
|
SU946802A1 |
| ИНСТРУМЕНТ ДЛЯ ПРЕССОВАНИЯ ТРУБ СО СВАРКОЙ | 2007 |
|
RU2340418C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АЛМАЗНОГО ИНСТРУпатб^^г :-^-^5!,..jасло„. | 1970 |
|
SU260891A1 |
ВЕРТИКАЛЬНАЯ ПРЕСС-ФОРМА ДЛЯ НАПРЕССОВКИ АБРАЗИВСОДЕРЖАЩЕГО СЛОЯ УГЛОВОГО ПРОФИЛЯ НА ОПРАВКУ ИНСТРУМЕНТА, содержащая скрепленные между собой верхнюю и нижнюю щеки для размещения между ними оправки, разъемную матрицу с обоймой, размещенные в матрице с возможностью встречного перемещения пуансоны и подкладные кольца, отличающаяся тем, что, с целью повышения качества изделий на внутренней поверхности разъемной матрицы в зоне прессования выполнена кольцевая выемка глубиной 0,3-0,5 высоты абразивсодержащего слоя инструмента. СО 00 00 00 оо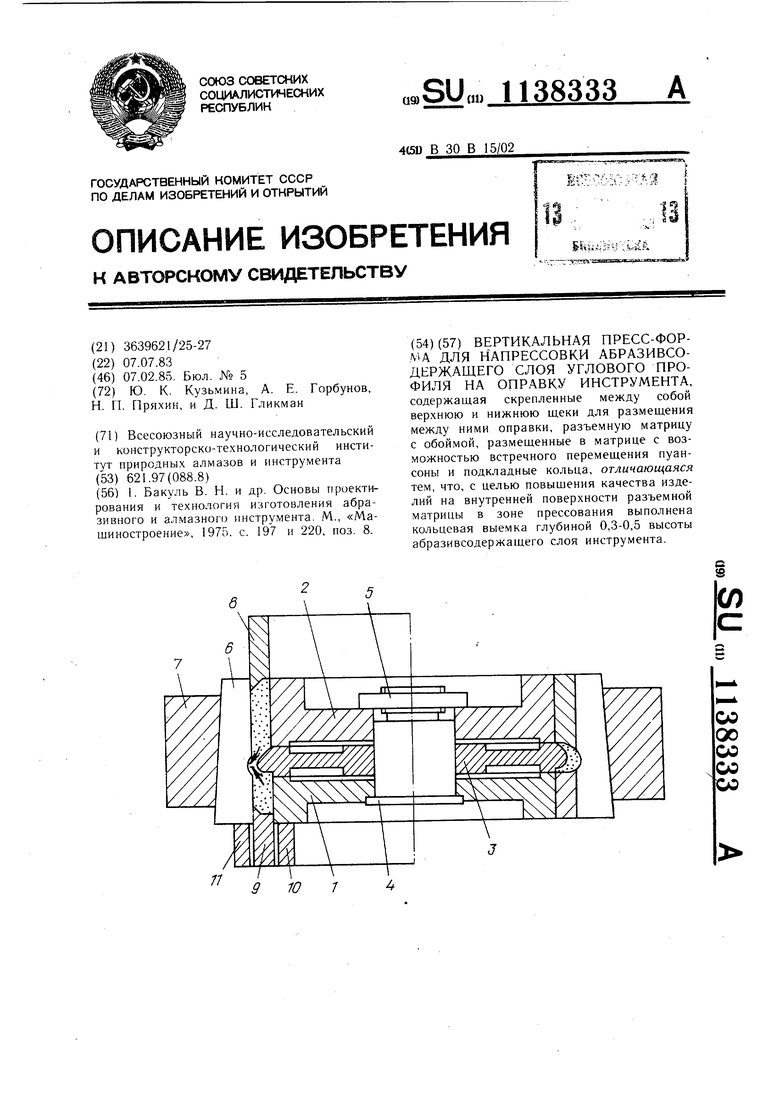
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Бакуль В | |||
| Н | |||
| и др | |||
| Основы проектирования и технология изготовления абразивного и алмазного инструмента | |||
| .М., «Машиностроение, 1975 | |||
| с | |||
| Способ утилизации отработанного щелока из бучильных котлов отбельных фабрик | 1923 |
|
SU197A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
