1 1
Изобретение относится к машико- строению, а именно к конструкциям пресс-форм для изготовления абразивкого инструмента.
Цель изобретения - расширение тех нологических возможностей и повьгаге- ние производительности за счет сокращения вспомогательного времени на сборку и разборку.
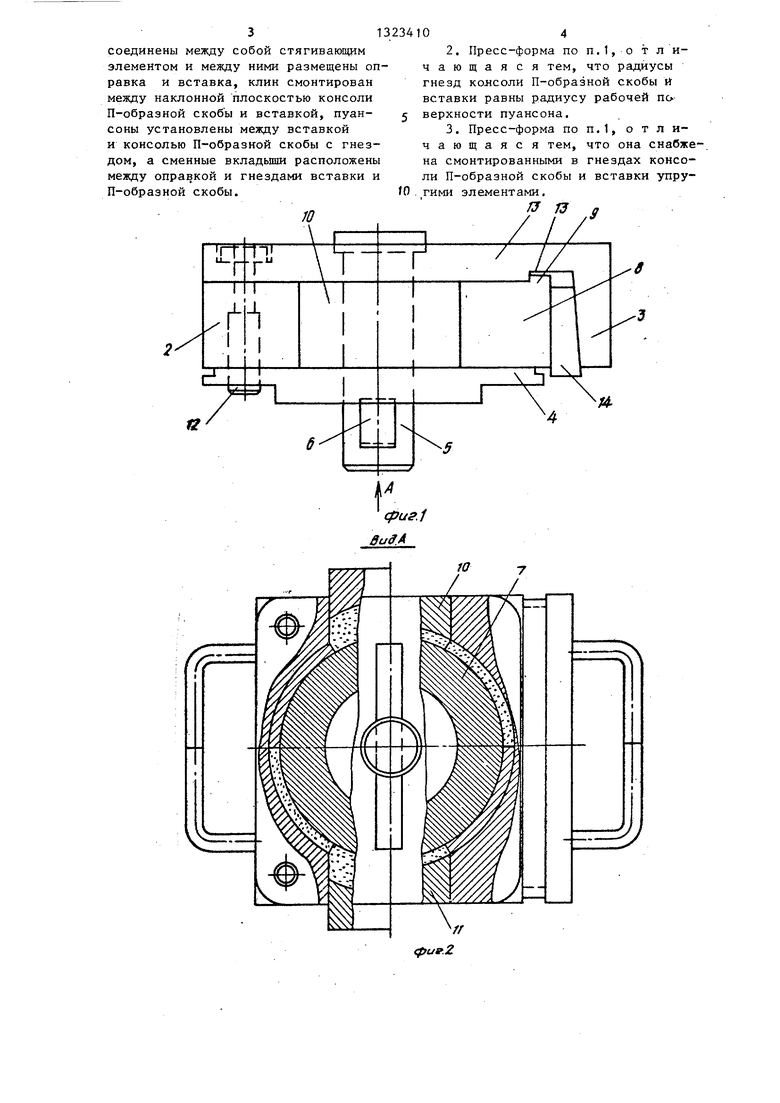
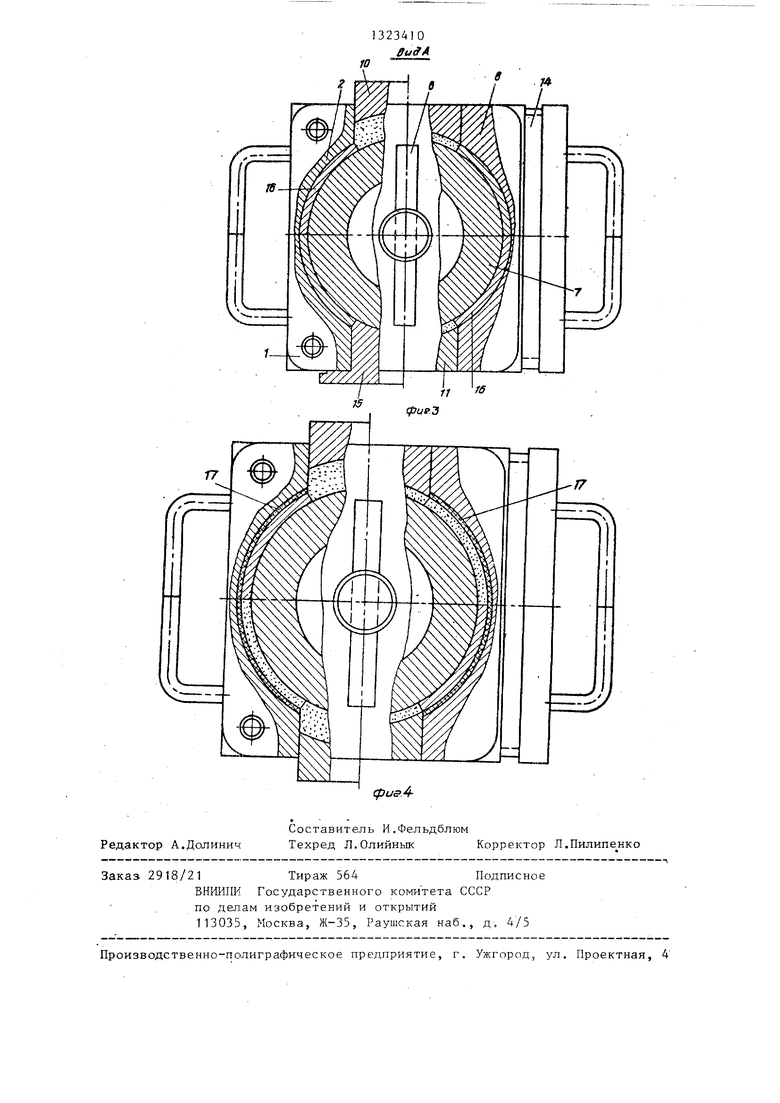
На фиг.1 показано устройство, общий ВИД , на фиг.2 - вид А на фиг,1 на фиг.З - вид А на фиг.1 с установкой упораi на фиг.4 - конструкция пресс-формы с упругими элементами.
Пресс-форма содержит П-образную щеку, включающую основание 1 и консоли 2 и плоскую щеку 4, соединенные .между собой стягивающим элементом 5 с клином 6, Между основанием 1 и щекой 4 размещены оправ- ка 7 и вставка 8 с выступом 9„ М«жду консолью 2 и вставкой 8 установлены пуансоны 10 и 11 с цилиндрическими рабочими поверхностями. На консоли 2 и вставке 8 выполнены гнезда, огра- ничейные цилиндрическими поверхностями с радиусами, равными радиусу рабочих поверхностей пуансонов 10 и 11„ Консоль 2 соединена с основанием 1 прецизионными пальцами 12„ Вставка 8 размещена своим выступом 9 в пазу 13 основания и зажата клином 14,. контактирующим с наклонной плоскостью консоли 3. При необходимости выполнения предварительной подпрес- совки шихты вместо одного из пуансонов может устанавливаться опора 15 и вкладыши 16, Для прессования шахты с повышенной упругостью устанавливаются упругие элементы 17.
Пресс-форма работает следующим образом.
П-образная щека устанавливается в горизонтальное положение, в от- верстие в щеке вводится стягиваю1(Ц1й элемент 5,, на основание щеки укладывается оправка 7, со стороны консоли 3 устанавливается вставка 8, а между поверхностями консоли 2, встав ки 8 и оправкой устанавливаются вкладыши 15, совмещая кромки торцов вкладьш1еЙ5 обращенные в камеру прессования с кромками консоли 2 и вставки 8„ В нижнюю загрузочную камеру устанавливается опора 15. Оправка 7 с вкладышами 15 обжимается меязду Хонсолью и вставкой с помощью кли- на 14, после чего щека 4, фиксируясь
102
от поворота пальцами 12, укладываетс на консоль 2 и- вставку 8 и прижимается к ним и торцу оправки клином 6 В верхнюю камеру после засыпки и разравнивания пшхты устанавливается пуансон 10. После предварительной подпрессовки шихты пресс-форма переворачивается на 180, опора вынимается и после засьтки и разравнивания шихты в камеру устанавливается пуансон 11. Пресс-форма переносится на пресс и напрессовывается рабочий слой на первые два участка поверхности оправки. I
Для подготовки пресс-формы ко
второму прессованию распрессовыва- ются клинья, снимаются щека и диаметрально противоположные вкладьгаш, а оправка проворачивается таким образом, чтобы вновь напрессованный на оправку слой занял место снятых вкладышей. Пресс-форма собирается и производится напрессовка слоя на вторые два участка поверхности оправки. Процесс напрессовывания повторяется до замыкания рабочего слоя на оправке.
Экономический эффект при внедрении достигается за счет расширения технологических возможностей и повьш1ения производительности.
Формула изобретения
1. Пресс-форма для напрессовки рабочего слоя на оправку абразивного HHCTpyMeHTas содержащая размещенные по обе стороны оправки две щеки со стягивающим их элементом, радиаль- но расположенные пуансоны с цилиндрическими рабочими поверхностями и вставку, отличающаяся тем, что, с целью расширения технологических возможностей и повьшзени производительности за счет сокращени вспомогательного времени на сборку и разборку, она снабжена сменными вкладьШ1ами и запорным клином, одна из щек выполнена в виде П-образной скобы с основанием с центральным отверстием и сквозным пазом и двумя консолями, на внутренней стороне одной из которьк выполнено ограниченное цилиндрической поверхностью гнездо и на другой - наклонная плоскость, а на вставке выполнен выступ и ограниченное цилиндрической поверхностью гнездо, при этом щеки
313234
соединены между собой стягивающим элементом и между ними размещены оправка и вставка, клин смонтирован между наклонной плоскостью консоли П-образной скоб ы и вставкой, пуан- j соны установлены между вставкой и консолью П-образной скобы с гнездом, а сменные вкладьшш расположены между оправкой и гнездами вставки и П-обраэной скобы.fO
04
2.Пресс-форма по п.1, о т л и- чающаяся тем, что радиусы гнезд колсоли П-образной скобы иг вставки равны радиусу рабочей по- верхности пуансона,
3.Пресс-форма по п.1, о т л и чающаяся тем, что она снабжена смонтированными в гнездах консоли П-образной скобы и вставки упругими элементами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Прессформа для напрессовки рабочего слоя на оправку абразивно-алмазного инструмента | 1982 |
|
SU1108019A1 |
| Пресс-форма для напрессовки рабочего слоя на оправку абразивно-алмазного инструмента | 1984 |
|
SU1234218A2 |
| Пресс-форма для напрессовки прерывистого рабочего слоя на оправку алмазного инструмента | 1985 |
|
SU1278049A1 |
| Пресс-форма для напрессовки рабочего слоя с чередующимися участками различных характеристик на оправку рабочего инструмента | 1985 |
|
SU1418065A1 |
| Пресс-форма для прессования абразивного инструмента с прерывистым рабочим слоем | 1986 |
|
SU1400901A1 |
| Пресс-форма для напрессовки рабочего слоя на оправку абразивного инструмента | 1984 |
|
SU1177177A1 |
| Пресс-форма для изготовления алмазного инструмента | 1985 |
|
SU1242304A1 |
| Пресс-форма для изготовления абразивного инструмента | 1984 |
|
SU1217574A1 |
| Пресс-форма для напрессовки порошкового слоя на поверхность детали | 1985 |
|
SU1337197A1 |
| Штамп для гибки скоб | 1986 |
|
SU1388152A1 |
Изобретение относится к области машиностроения, а именно к конструкциям пресс-форм для изготовления абразивного инструмента. Цель изобретения - расширение технологических возможностей и повьшение производительности - достигается за счет выполнения на внутренних поверхностях консоли П-образной скобы и вставки гнезд, ограниченных цилиндрическими поверхностями с радиусом, равным радиусу рабочей поверхности пуансонов. При этом создается щадящая распрес- совка, п озволяющая сохранить слабо сформированный брикет рабочего слоя. 2 3.п. ф-лы, 4 ил. о 9 Q С
10
//
efjusf.Z
14
(риз-4Редактор А.Долинич
Составитель И.Фельдблюм
Техред Л.Олийнык Корректор Л.Пилипенко
Заказ 2918/21Тираж 564Подписное
ВНИИПИ Государственного комитета СССР по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д,, 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
| Прессформа для напрессовки рабочего слоя на оправку абразивно-алмазного инструмента | 1982 |
|
SU1108019A1 |
