1 Изобретение относится к механосбо речному производству,.; в частности к оборудованию для сборки запрессовкой деталей, например дюбелей с шайбами Наиболее близким к предлагаемому является устройстводля сборки деталей запрессовкой, преимущественно дюбелей с шайбами, содержащее привод ные роторы сгнздами для дюбелей и шайб, установленные на параллельных осях с возможностью синхронного вращения 0 J . Однако известное устройство, ограничивает скорости движения роторов и производительность сборочных устройств. Цель изобретения - повьшение производительности. Указанная цель достигается тем, что в устройстве для сборки деталей запрессовкой, преимущественно дюбелей с шайбами, содержащем приводные роторы с гнездами для дюбелей и шайб, установленные на параллельных осях с возможностью синхронного вращения, ротор с гнездами для дюбелей выполнен полым, а ротор с гнездами для шайб установлен внутри полого ротора. На фиг.1 изображено предлагаемое устройство, вид; на фиг, 2 траектория движения дюбеля и шайбы, Устройство содержит ротор I с гнездами для шайб 2 и ротор 3 с гнездами для дюбелей 4, Ротор с гнез дами для дюбелей 4 выполнен полым. Ротор 1 с гнездами для шайб 2 расположён внутри ротора 3. Синхрониза ция движения роторов t и 3 осуществляется синхронизирзпощей зубчатой передачей в виде двух пар зубчатьпс колес 5,6, и 7, 8. 42 Устройство для сборки дета.пей запрессовкой, преимущественно дюбелей с шайбами, работает следующим образом. Роторы 1 и 3 установлены на параллельных осях с возможностью синхронного вращения, при котором рабочие позиции одновременно проходят положение окончательной сборки (точку касания окружностей), т.е. за одинаковое время проходит одинаковое число рабочих позиций как на роторе 3 с гнездами длл дюбелей 4, так и на роторе 1 с гнездами для шайб 2. При этом синхронизирующая зубчатая передача между роторами 1 и 3 имеет передаточное отношение, равное обратному отношению чисел рабо-чих позипий и , где o иозд угловые скорости соответственно ротог ров с гнездами для шайб и с гнездами для дюбелей, Е и Zg -г число рабочих позиций соответственно роторов с гнездами для шайб и с гнездами для дюбелей. Сборка дюбеля 4 с шайбой 2 осуществляется за счет сближения рабочих позиций роторов 1 и 3. Дюбель 4j совершая сложное относительное двх-шение (по циклоиде , принудительно вдавливается в отверстие шайбы 2. Предлагаемое устройство для сборки деталей запреС4.:овкой по сравнению с базовьм объектом (прототип обеспечивает йовьшгение производительности вследствие того, что сборка деталей осуществляется на большом числе позиций, на которых дюбель,, совершая плоское движение относительно шайбы, постепенно внедряется в ее отверстие, при этом собираемые детали остаются неподвижными относительно своих роторов.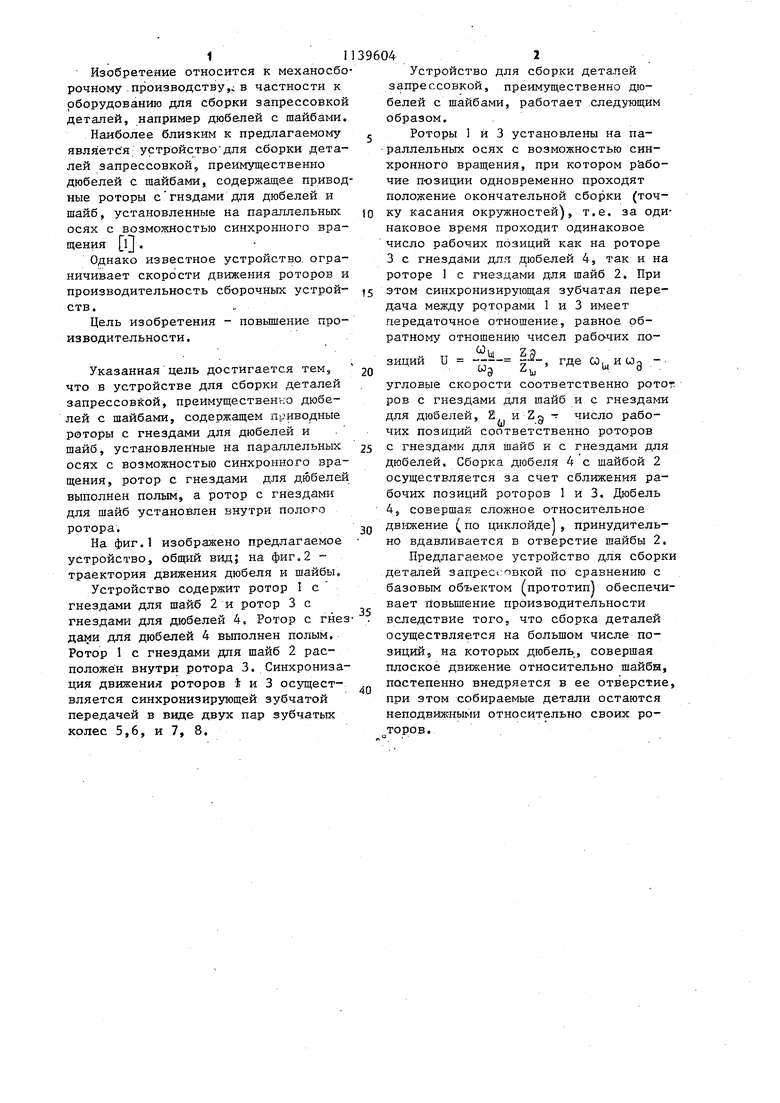
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки деталей запрессовкой | 1986 |
|
SU1685665A2 |
| Автомат для сборки дюбелей с шайбами | 1991 |
|
SU1794004A3 |
| Станок для сборки комбинированного шипа противоскольжения | 2023 |
|
RU2821136C1 |
| Станок для сборки узлов | 1977 |
|
SU677801A1 |
| Устройство для сборки | 1991 |
|
SU1757836A1 |
| СТАНОК ДЛЯ АВТОМАТИЧЕСКОЙ СБОРКИ АВТОМОБИЛЬНОГО КОМБИНИРОВАННОГО ШИПА ПРОТИВОСКОЛЬЖЕНИЯ | 2019 |
|
RU2725254C1 |
| Устройство для сборки роликов | 1981 |
|
SU1054007A1 |
| Автомат для сборки стержневых деталей с шайбами | 1987 |
|
SU1791095A1 |
| Пневмомеханическое устройство для угловой ориентации втулок с радиальным отверстием | 1985 |
|
SU1299768A1 |
| Загрузочное устройство | 1991 |
|
SU1815134A1 |
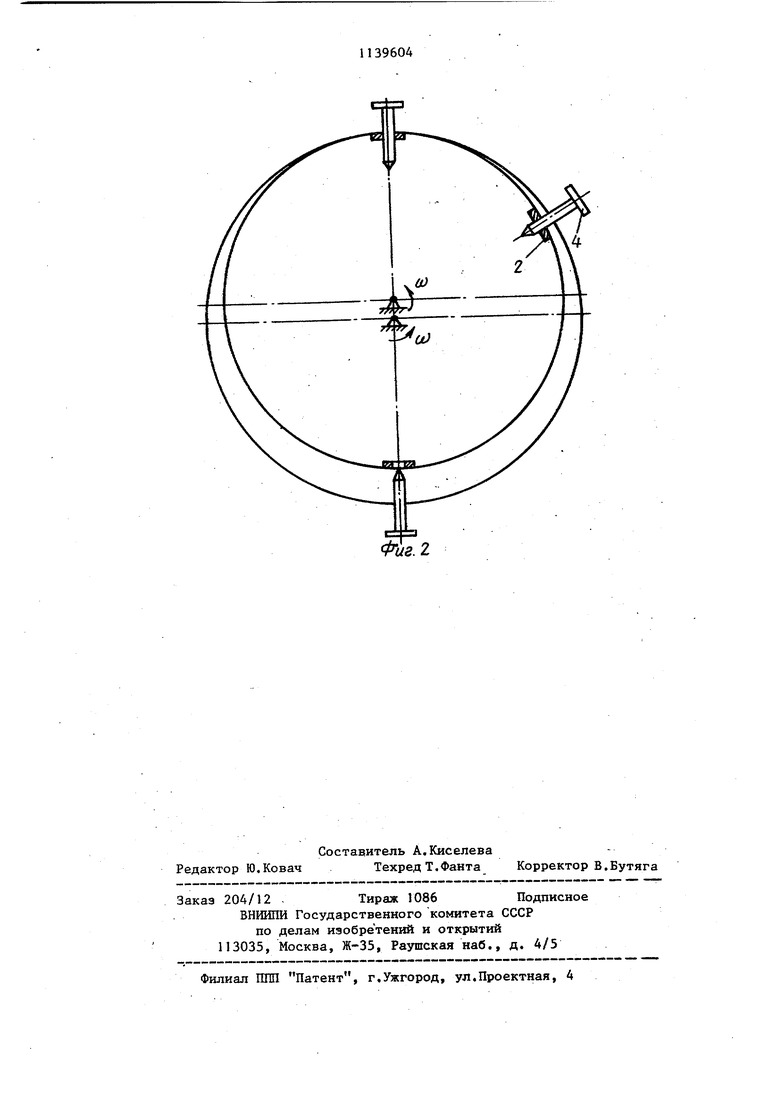
УСТРОЙСТВО ДЛЯ .СБОРКИ ДЕТАЛЕЙ ЗАПРЕССОВКОЙ, преш гущественно дюбелей с шайбами, содержащее привод ные-роторы с гнездами для дюбелей и шайб, установленные на параллельных осях с возможностью синхронного вращения, отличающееся тем, что, с целью повышения производитель ности, ротор с гнездами для дюбелей выполнен полым, а ротор с гнездами для шайб установлен внутри полого ротора. (Л со ;о 35
| КПатент США № 3896539, кл.29/430, 1975 (прототип). |
