Изобретение относится к машиностроению и может быть использовано в штамповочном производстве при изготовлении круглых стопорных колец из заготовок в виде пружин.
Цель изобретения - повышение качества стопорных колец.
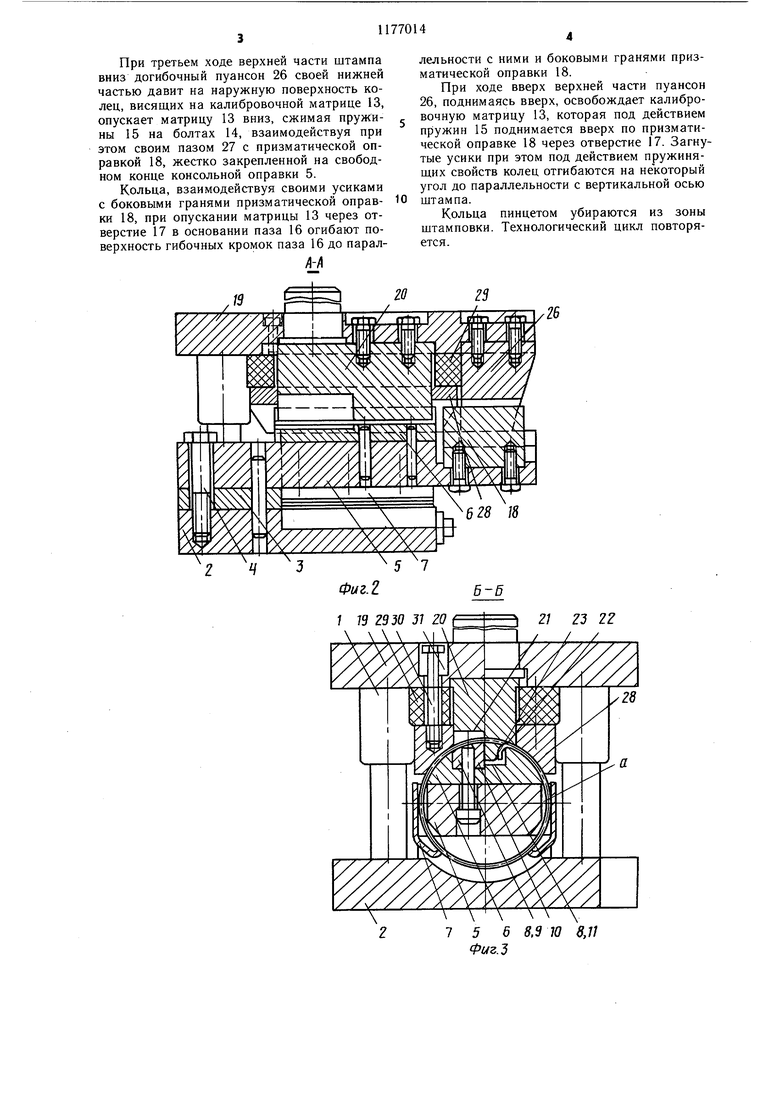
На фиг. 1 изображен штамп, вид в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1; на фиг. 6 - готовая деталь.
Штамп для изготовления пружинных стопорных колец содержит нижнюю и верхнюю части с направляющими элементами 1.
В нижней части штампа (фиг. 2) на нижней плите 2 через прокладку 3 консольно бо;|тами 4 закреплена оправка 5. На закрепленном конце оправки 5 смонтирована двухпозиционная матрица 6 и л естко направляющие 7 с зазором а по ее боковым сторонам. /Цвухпозиционная матрица 6 выполнена со сквозным пазом 8 сложного контура, который на первой позиции несимметричен, (фги. 3) в левой части прямоугольный 9 с )MiJieiiiibiM в нем неподвижным ножом 10, г, tK.iaBOH части -- гибочный криволинейный 11, а па второй позиции симметричный гибочный паз 12 (фиг. 4). Калибровочная матрица 13 (фиг. 5) посредством болтов 14 и пружин 15 закреплена на свободном конце оправки 5 и выполнена с пазом 16, гибочные кромки которого аналогичны гибочным кромкам паза 12 двухпозиционной матрицы 6, содержащим в основании отверстие 17. По одной вертикальной оси с матрицей 13 на осфавке 5 жестко закреплена призматическая оправка 18.
В верхней части (фиг. 2) штампа на верхней плите 19 закреплен двухпозиционный пуансон 20 с несимметричной относительно вертикальной оси криволинейной поверхностью на первой позиции (фиг. 3) левая часть которой содержит прямоугольный паз 21, а правая - гибочный паз 22. Выступающая кромка прямоугольного паза 21 и кромка гибочного паза 22 образуют режущую кромку подвижного отрезного ножа 23. На второй позиции (фиг. 4) вв шолнены симметричные пазы 24 и 25. На верхней плите закреплен также догибочный пуансон 26 с пазом 27 (фиг. 5) и прижим-съемник 28 через резиновый буфер 29 болтами 30 в гнездах 31 верхней плиты 19.
Штамп работает следующим образом.
В исходном положении верхняя часть находится в верхнем положении и центрируется относительно нижней части направляю1ЦИМИ э-лементами 1. На оправку 5, консольно закрепленную через прокладку 3 болтами 4 на нижней плите 2, надевается благодаря зазору а между оправкой 5 и направляющими 7 заготовка, пружина из двадцати витков, до упора в прокладку 3. Пружина висит на первой позиции двухпозиционг ной матрицы 6, поддерживаемая направляющими 7 снизу и фиксируемая ими же с боков.
При ходе верхней части штампа вниз вместе с верхней плитой 19 спускаются вниз пуансоны - двухпозиционный 20 и догибочный 26 - и прижи.м-съемник 28, закрепленный через резиновый буфер 29 болтами 30 в гнездах 31 верхней плиты 19. Прижим-съемник 28 своей рабочей поверхностью, выполненной с радиусом наружной поверхности кольца, прижимает заготовку к матрице 6 на первой позиции. При дальнейшем ходе вниз болты 30 в гнездах 31 верхней плиты 19 идут вверх, а отрезной нож 23, образованный криволинейной рабочей поверхностью первой позиции двухпозиционного пуансона 20. производит разделение пружинной заготовки при взаимодействии с неподвижным отрезным ножом 10, закрепленным в пазу 9 первой позиции двухпозиционной матрицы 6. Далее при ходе вниз своей гибочной кромкой 22 пуансон 20 на первой позиции производит загибку усика на гибочной кромке паза 11 двухпозиционной матрицы 6.
При ходе верхней части щтампа вверх пуансон 20 на первой позиции идет вверх, освобождая гибочный паз 11 первой позиции двухпозиционной матрицы 6. Загнутые усики под действием пружинящих свойств колец отгибаются на некоторый угол от параллельности с вертикальной осью щтампа. Болты 30 в гнездах 31 перемещаются вниз, и далее прижим-съемник 28 освобождает разрезанные кольца.
Кольца пинцетом передвигаются в направляющих 7 по двухпозиционной матрице 6 на вторую позицию, где происходит операция загибки обоих усиков.
При втором ходе верхней части штампа вниз у колец, поддерживаемых снизу и зафиксированных с боков направляющими 7, а сверху - прижимом-съемником 28, производится загибка второго усика на второй позиции двухпозиционного пуансона 20 на гибочных кромках второй позиции двухпозиционной матрицы до параллельности усиков с вертикальной осью штампа.
При ходе вверх верхней части пуансон 20 на второй позиции поднимается вверх, освобождая гибочный паз 12 второй позиции двухпозиционной матрицы 6. Загнутые усики, под действием пружинящих свойств колец, отгибаются на некоторый угол от параллельности с вертикальной осью штампа.
Кольца, поддерживаемые снизу и зафиксированные сбоку направляющими 7, пинцетом за усики передвигаются в зону действия калибровочной матрицы 13 и догибочного пуансона 26.
При третьем ходе верхней части штампа вниз догибочный пуансон 26 своей нижней частью давит на наружную поверхность колец, висящих на калибровочной матрице 13, опускает матрицу 13 вниз, сжимая пружины 15 на болтах 14, взаимодействуя при этом своим пазом 27 с призматической оправкой 18, жестко закрепленной на свободном конце консольной оправки 5.
Кольца, взаимодействуя своими усиками с боковыми гранями призматической оправки 18, при опускании матрицы 13 через отверстие 17 в основании паза 16 огибают поверхность гибочных кромок паза 16 до парал(лельности с ними и боковыми гранями призматической оправки 18,
При ходе вверх верхней части пуансон 26, поднимаясь вверх, освобождает калибровочную матрицу 13, которая под действием пружин 15 поднимается вверх по призматической оправке 18 через отверстие 17. Загнутые усики при этом под действием пружинящих свойств колец отгибаются на некоторый угол до параллельности с вертикальной осью штампа.
Кольца пинцетом убираются из зоны штамповки. Технологический цикл повторяется.
5-Б
21 Z3 2Z
/ / /
v V
7 5 6 8.3 Ю 8,11 Фиг.Ъ
L 0 2475
28 24,25 I/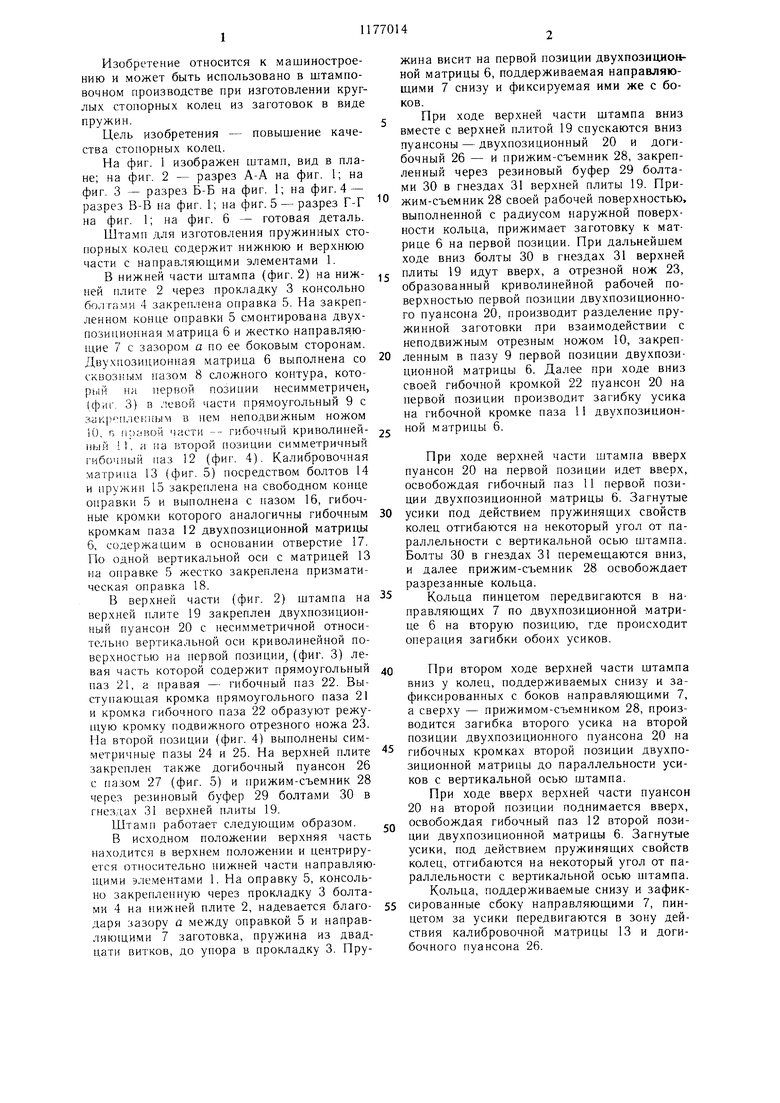
| название | год | авторы | номер документа |
|---|---|---|---|
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Последовательный штамп для изготовления деталей с отогнутыми элементами | 1986 |
|
SU1344466A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Способ изготовления деталей типа стопорных колец с отогнутыми внутрь усиками и устройство для его осуществления | 1987 |
|
SU1480939A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ПРАВКИ ОТВОДОВ | 1971 |
|
SU429869A1 |
| Штамп гибочный | 1978 |
|
SU753517A1 |
| Штамп совмещенного действия для гибки и обрезки деталей | 1980 |
|
SU931261A1 |
| Штамп для получения из листового материала изделий с отогнутыми участками | 1982 |
|
SU1055563A1 |
| Гибочный штамп для изготовления П-образных деталей | 1991 |
|
SU1803227A1 |
ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ СТОПОРНЫХ КОЛЕЦ, включающий средство для гибки колец, закрепленное на верхней и нижней плитах штампа, и закрепленный на верхней плитеприжим-съемник, отличающийся тем, что, с целью повышения качества колец, средство для гибки состоит из консольно закрепленной на нижней плите фиксирующей оправки, смонтированных на боковых сторонах оправки направляющих элементов, закрепленной на верхней части оправки двухпозиционной матрицы с двухпозиционным гибочным пазом сложной формы, профиль кромок которого на первой позиции несимметричен относительно вертикальной оси и имеет с одной стороны прямоугольную, а с другой криволинейную кромку, а на второй позиции - симметричен относительно вертикальной оси и имеет криволинейные и наклонные гибочные кромки, смонтированной на фиксирующей оправке подпружиненной калибровочной матрицы с гибочным пазом, кромки которого выполнены радиусом, соответствующим радиусу внутренней поверхности кольца, и с отверстием в основании паза, жестко закрепленной на фиксирующей оправке призматической оправки с боковыми гранями, параллельными наклонным гибочным кромкам второй позиции паза матрицы, установленной с возможностью взаимодействия с фиксирующей оправкой через отi верстие в основании паза, и закрепленных на верхней плите двух пуансонов - двух(Л позиционного, профиль которого соответствует профилю двухпозиционного гибочного паза матрицы, и догибочного с призматическим пазом, боковые грани которого параллельны гибочным кромкам калибровочной матрицы. 4 
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ШАЙБ | 0 |
|
SU310723A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
