1
Изобретение относится к-обработке материалов давлением, в частности к конструкции щтампового инструмента для гибки изделий из проволоки.
Целью изобретения является увеличение долговечности штампа за счет уменьшения трущихся пар.
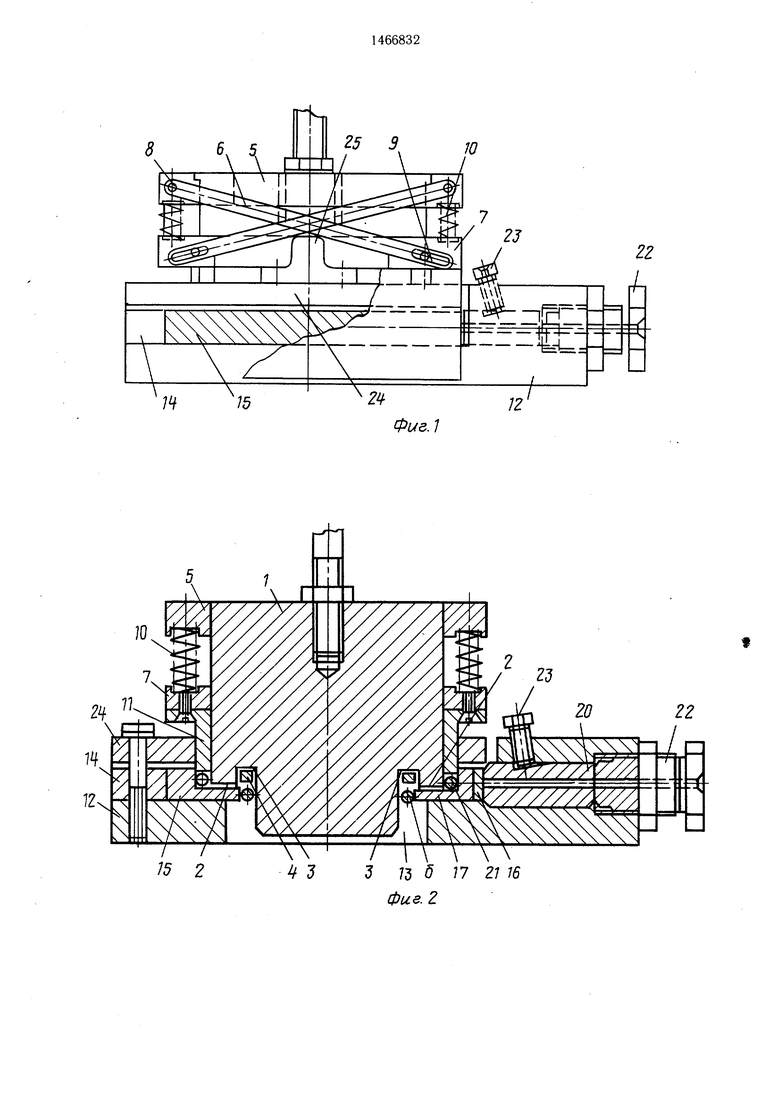
На фиг. 1 изображен штамп, общий вид, на фиг. 2 - то же, продольный разрез; на фиг. 3 - то же, поперечный разрез; на фиг. 4 - то же, вид сверху.
Штамп для гибки изделий состоит из. вертикально расположенной оправки 1 с прямоугольным профилем поперечного сечения, установленной с возможностью осевого перемещения и выполненной на рабочем конце ступенчатой.
Ступени 2 размещены на больщей стороне сечения оправки и имеют ширину, равную меньщей стороне сечения. У основания ступеней 2 выполнены пары 3 для размещения съемника 4. На оправке 1 установлен узел шагового перемещения, состоящий из жестко закрепленной на оправке рамки 5, щарнирно присоединенных к рамке 5 двух пар рычагов 6 и подвижной рамки 7, со щтырями 8, размещенными в пазах 9 рычагов 6. Между рамками 5 и 7 размещены пружины 10. На рамке 7 установлены толкатели 11.
Устройство содержит также основание 12 с окном 13 под оправку 1 и с направляющей 14 для пуансона 15, имеющего ручей для П-образной гибки, и режуц ую планку 16. С пуансоном 15 жестко связаны элементы 17 для окончательной гибки, размещенные ниже ручья для П-образной гибки. Пуансон 15 и элементы 17 имеют опорные поверхности 18 и 19. Со стороны подачи проволоки размешена матрица 20 для отрезки заготовки 21, зафиксированная полым регулировочным 22
4
О) 05 00 03
to
фиксирующими вставками 26, а с оправки съемником 4 и падает через окно 13 основания 12 в тару (не показана).
Устранение быстроизнашивающихся клиновых пар для привода инструмента увеличивает долговечность штампа.
Формула изобретения Штамп для гибки изделий типа рамок
и упорным 23 винтами. С противоположной гибочному пуансону 15 стороны на направляющих планках 14 расположен про- тивоотжим 24 оправки 1, на котором смонтированы упоры 25, взаимодействующие с рычагами 6. Гибочный пуансон имеет пазы под фиксирующие вставки 26, закрепленные на основании 12, и пазы под упорные штыри 27, закрепленные в противоотжиме z4.jjjiaiwn АЛИ i иики изделии типа рамок
Штамп для гибки изделий типа рамок из проволоки, содержащий смонтированную работает следующим образом.на основании неподвижную матрицу для отЧерез отверстия регулировочного винтарезки заготовки, установленный на основа22 и матрицы 20 производят подачунии с возможностью перемещения в плоспроволоки до направляющей планки 14кости основания пуансон с режущей кром(привод подачи не показан). От датчика 5 кой, ручьем для П-образной гибки заго- пути движения заготовки (не показан)товки, элемент для окончательной гибки
подается команда на одновременное включе-и неподвижный съемник, а также установние приводов гибочного пуансона 15 и оп-ленную с возможностью принудительного
равки 1 (не показаны). Оправка 1 опус-перемещения вдоль оси штампа оправку с
кается в определенное положение (ходрабочим концом прямоугольного сечения,
оправки постоянный). Гибочный пуансон 15, 20 отличающийся тем, что, с целью повыше- перемещаясь горизонтально, относительнония долговечности штампа за счет уменьматриць 20 отрезает заготовку режущейшения трущихся пар, он снабжен узлом
планкой 16, которая ложится на опорнуюшагового перемещения заготовки вдоль
поверхность и оформляется, принимая П-об-оси штампа, выполненным в виде установразную форму. После чего подается ко- 25 енной. на оправке подпружиненной рамки,
двух пар перекрестно размещенных рычагов, одни концы которых закреплены на ролике, а другие установлены неподвижно на оправке, и упоров, неподвижно смон- --., ...тированных на основании с возможностью
упорными штырями 23 и ложится на ос- 30 взаимодействия с соответствующей парой нование 12, фиксируемая вставками 26.рычагов, рабочий конец оправки выполнен
с осесиметричными ступенями на большей стороне сечения, ширина которых выполнена равной меньшей стороне сечения, и с пазами у основания ступеней, съемник усманда на возвращение механизмов в исход- -ное положение. При этом согнутая заготовка сдвигается по оправке 1 при разжатии пружин 10 толкателем 1 1, а с опорной поверхности гибочного пуансона 15
При втором рабочем ходе гибочный пуансон 15 отрезает и гнет вторую заготовку, а предыдущую догибают гибочные элементы 17 по нижней части конца
оправки 1. При обратном ходе вторая 35 тановлен в упомянутых пазах, а рабочие
заготовка перемещается по оправке снимается с опорной поверхности 18, а изделие снимается с опорной поверхности 19
элементы для окончательной гибки жестко связаны с пуансоном и размещены ниже уровня рабочего ручья пуансона.
фиксирующими вставками 26, а с оправки съемником 4 и падает через окно 13 основания 12 в тару (не показана).
Устранение быстроизнашивающихся клиновых пар для привода инструмента увеличивает долговечность штампа.
Формула изобретения Штамп для гибки изделий типа рамок
jjjiaiwn АЛИ i иики изделии типа рамок
из проволоки, содержащий смонтированную на основании неподвижную матрицу для оттановлен в упомянутых пазах, а рабочие
элементы для окончательной гибки жестко связаны с пуансоном и размещены ниже уровня рабочего ручья пуансона.
Ю
/ 23
лI
/-
Л
/2
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для изготовления деталей из проволоки гибкой | 1988 |
|
SU1583203A1 |
| Штамп для гибки скоб из прутковой заготовки | 1981 |
|
SU1015965A1 |
| Устройство для изготовления фигурных деталей из проволоки | 1986 |
|
SU1400740A1 |
| ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ НАСАДОЧНЫХ ЭЛЕМЕНТОВ ТЕПЛОМАССООБМЕННЫХ АППАРАТОВ | 1995 |
|
RU2085320C1 |
| Трехпереходный штамп для изготовления петли | 1990 |
|
SU1784350A1 |
| Штамп последовательного действия | 1985 |
|
SU1278075A1 |
| Штамп последовательно совмещенного действия | 1985 |
|
SU1269890A1 |
| Универсально-гибочный автомат для изготовления деталей малых серий | 1988 |
|
SU1637891A1 |
| Штамп для гибки скоб из штучных заготовок | 1990 |
|
SU1807904A3 |
| Штамп для гибки профилированных заготовок | 1986 |
|
SU1388143A1 |

Изобретение относится к обработке материалов давлением, в частности к конструкции штампового инструмента для гибки изделий из проволоки. Цель изобретения - повышение долговечности штампа за .счет умсньп ения трущихся пар. увеличение долговечности штампа. После подачи проволоки через отверстия регулировочного винта матрицы для отрезки до направляющей планки оправка опускается. Гибочный пуансон отрезает заготовку режущей планкой и производит П-образную гибку. При обратном ходе согнутая заготовка снимается с оправки толкателями, прикрепленными к подпружиненной раме гибочного пуансона упорными штырями, и ложится на нижнюю плиту. При следующем ходе гибочный пуансон отрезает и гнет ее, а предыдущую заготовку доги- бают элементы окончательной гибки. Затем снова подается команда на возвращение механизмов в исходное положение. Изделие снимается съемниками и фиксирующими вставками. Уменьшение числа инструментов и их приводов уменьшает число изнашиваемых деталей. 4 ил. (О (Л
/ / /5 2
J
ФагЛ
f
/ 1 V 3 П б 17 21 16
Фиг. г
12
| Штамп для гибки типа скоб из прутковой заготовки | 1976 |
|
SU599888A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
