эо | ел
Изобретение относится к обработке металлов давлением и может быть использовано для получения деталей с односторонним орёбрением.
Известен способ получения деталей с орёбрением, заключающийся в деформировании поверхности заготовки и оформлении на ней оребрения Cl 1«
Недостатком этого способа является значительный расход металла, идущего в облой при оформлении контура оребрения.
Известен способ получения деталей типа плит с орёбрением, заключа ющийся в приложении к заготовке усилия зажима и приложении усилий деформирования к локальным участкам расположенным с противоположной формуюр1ему оребрению стороны заготовки С..
Недостатками известного способа являются наличие значительныхудельных усилий при деформировании, а также значительный расход металла з готовки.
Целью изобретения является повышение экономичности процесса.
Поставленная цель достигается тем, что при способе получения дета лей типа плит с орёбрением преимущественно по контуру, заключающемуся в приложении к заготовке усилия зажима и приложении усилий деформирования к локальным участкам, расположенным с противоположной формуемому оребрению стороны заготовки, качестве исходной заготовки используют плоскую заготовку с припуском по периметру, а усилие деформирования в процессе формирования оребрения прилагают к припуску заготовки под углом к направлению приложения усилия зажима.
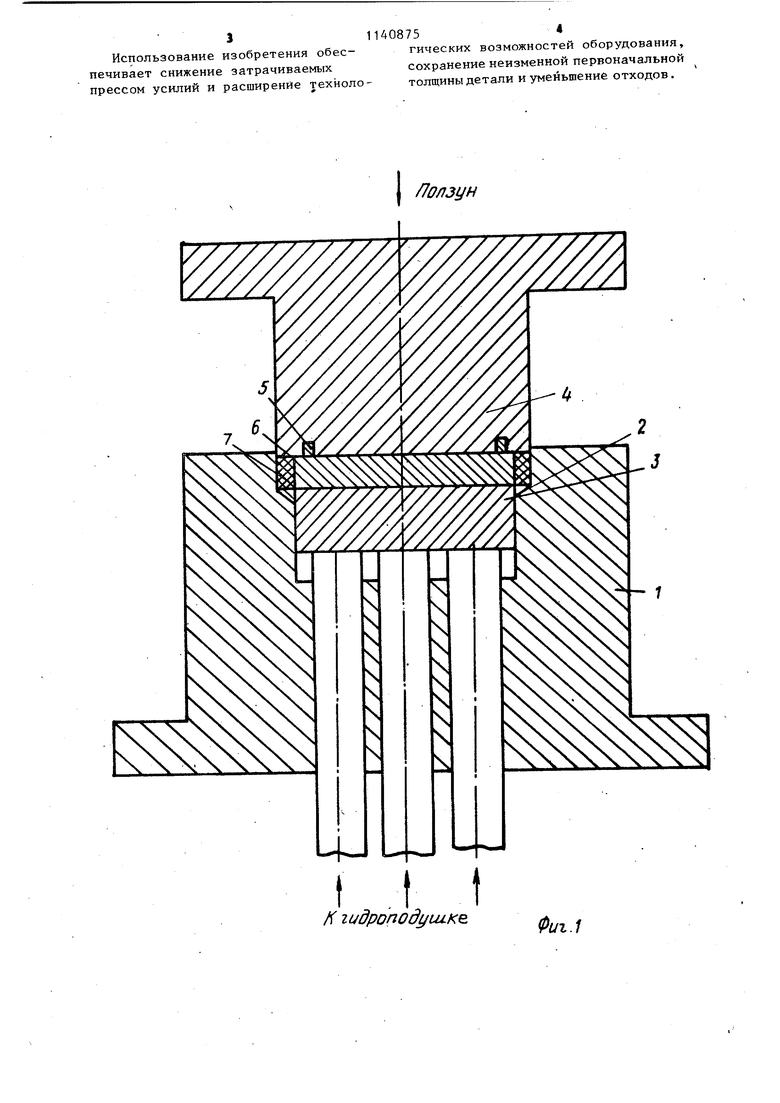
На фиг.1 представлена схема осуществления предлагаемого способа до начала процесса деформирования-, на фиг.2 - то же, после окончания процесса деформирования.
Способ осуществляется в штампе, имеющем матрицу 1, по периметру которой вьшолнены скощенные заплечи,ки 2, выталкиватель 3 и пуансон 4 с углублениями 5 по форме заданног оребрения. Заготовка 6 имеет технологические припуски 7.
Способ осуществляется следующим образом.
Заготовку 6, на которой необходимо выполнить оребрение по контуру и на которой предусмотрены по контуру технологические припуски 7, укладывают на матрицу 1. При этом выталкиватель 3 под действием гидроподушки пресса находится в верхнем положении. При рабочем ходе пресса пуансон 4 опускается вниз, соприкасаясь с деталью 6. Усилием гидроподушки пресса, приложенным к пуансону 4, заготовку 6 по всей площади до границы с технологическими припусками зажимают между пуансоном 4 и выталкивателем 3 При дальнейшем ходе ползуна пресса вниз зажатая заготовка 6 вместе с пуансоном 4 и выталкивателем 3 также движется вни В момент соприкосновения заготовки 6 и заплечиков 2 матрицы 1 происходит деформация металла в припускной части заготовки 6. Поскольку заготовка 6 зажата между пуансоном 4 и выталкиватешем 3 и толщина ее остается неизменной, то металл, вытесняемьй из технологических : припусков, перераспределяется и заполняет углубления 5 пуансона 4 ,
Предлагаемым способом могут быть изготовлены листовые детали, оребренные как по внешнему, так и по внутреннему контуру, а также смешанной конфигурации.
« I
Пример. Выполняют оребрение штамповкой крьппек из алюминиевого сплава повьшенной твердости. Используют заготовку размером 460X250 мм и толщиной 10 мм с технологическим припуском по ее контуру 10 мм. Для осуществления способа применяют
пресс П-237 .усилием 2000 тс. I
На пресс устанавливают штамп описанной конструкции. В пуансоне штампа выполнены углубления для ;оребрения шириной 4 мм и глубиной 10 мм. На матрице штампа заплечики скошены под угол 30 . Вся площадь крьппки зажата между выталкивателем и пуансоном, и при движении зажатой детали вниз металл, контактируя с матрицей, из технологических припусков перетекает в углубления пуансона. В результате получают крьш1ку того же размера 460Л250 мм с орёбрением 4X10 мм.
31140875
Использование изобретения обес- гических возможностей оборудования, печивает снижение затрачиваемых сохранение неизменной первоначальной прессом усилий и расширение техноло- толщины детали и уменьшение отходов.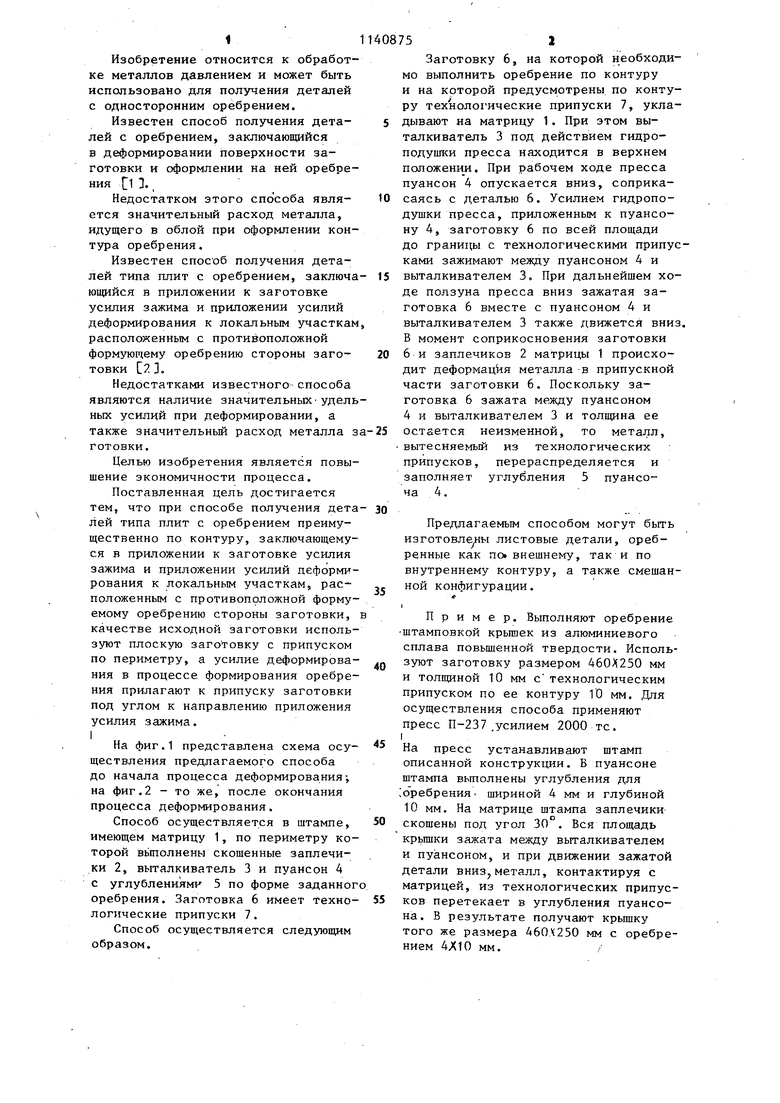
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ ШТАМПОВАННЫХ ЗАГОТОВОК ТИПА СТАКАНОВ И ЧАШ ИЗ ВЫСОКОПРОЧНОГО АЛЮМИНИЕВОГО СПЛАВА СИСТЕМЫ Al-Zn-Mg-Cu, ЛЕГИРОВАННОГО СКАНДИЕМ И ЦИРКОНИЕМ | 2012 |
|
RU2514531C2 |
| ШТАМП ДЛЯ ВЫТЯЖКИ ДЕТАЛЕЙ СЛОЖНОЙ ФОРМЫ | 2001 |
|
RU2201830C2 |
| СПОСОБ И ШТАМП ДЛЯ ИЗГОТОВЛЕНИЯ КРУПНОГАБАРИТНЫХ ПРОБОК ШАРОВЫХ КРАНОВ | 2017 |
|
RU2648916C1 |
| ШТАМП ДЛЯ ФОРМООБРАЗОВАНИЯ ЛИСТОВЫХ ДЕТАЛЕЙ С ЭЛЕКТРОТЕРМИЧЕСКИМ НАГРЕВОМ | 2004 |
|
RU2277449C2 |
| Способ безоблойной штамповки | 1981 |
|
SU994099A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ СТУПИЦЫ С ФЛАНЦЕМ | 1997 |
|
RU2115532C1 |
| УСТРОЙСТВО ДЛЯ ОТБОРТОВКИ И ФОРМОВКИ ТОНКОСТЕННОЙ КОНИЧЕСКОЙ ЗАГОТОВКИ | 2014 |
|
RU2580269C1 |
| ШТАМП С ГОРИЗОНТАЛЬНЫМ РАЗЪЕМОМ МАТРИЦ ДЛЯ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 2013 |
|
RU2550067C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ШТАМПОВКИ ЛОПАТОК | 2011 |
|
RU2501626C2 |
| СПОСОБ ШТАМПОВКИ ПОКОВОК ТИПА КРЕСТОВИН | 1999 |
|
RU2165329C2 |
СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ ТИПА ПЛИТ С ОРЕБРЕНИЕМ преимущественно по контуру, заключающийся в приложении к заготовке усилия зажима и приложении усилий деформирования к локальным участкам, расположенным с противоположной формуемому оребрению стороны заготовки, отличающийся тем, что, с целью повышения экономичности процесса, в качестве исходной заготовки используют плоскую заготовку с припуском по периметру, а ycarftie деформирования в процессе формирования оребрения прилагают к припуску заготовки под углом к направлению приложения усилия зажима.
/7олзун
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ЛОКАЛЬНОЙ ШТАМПОВКИ ОРЕБРЕННЫХ ПАНЕЛЕЙ ПЕРЕМЕННОЙ ШИРИНЫ | 0 |
|
SU279307A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Штамп для выдавливания панелей с односторонним оребрением | 1976 |
|
SU596349A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
