1068265j
Изобрётёйие относится к обработке ме:Платформы 13 и 14 кинематически святаллов давлением, а именно к p j6oTH3HpOiiaHзаны между собой посредством шарйирного
яым линиям горячей штамповки, и можетмйогозвейника 19. Один из рычагов шарнирбыть использовано в порошковой металлур-його мйогозвенника содержит ролик 20 и
гии для горячего динамического прессова-фиксаторы 21.
йия деталей из предварительно спеченных Устройство 4 горизонтального пёремешеизделий.ния заготовок содержит лоток 22 с пазом. Известна роботизированная линия горя-перегружатель 23, установленный на шличей штамповки, содержащая вибробункер,цевом вал 24 и жестко соединенный с тягой лоток с механизмом поштучной выдачи за-25, связанной с пневмоцилийдром 26. -На готовок, нагреватель, устройство горизон- lOперегружателе 23 установлены упоры 27 тального перемещения заготовок, промыш- iи 28, а сам перегружатель 23 установлен с ленный работ и горячещтампованныйвозможностью вравратйо-поступательйого пресс 1.перемещения в пазу лотка 22 и предназначен Известная линия является узкоспециали .для перегрузки заготовки 10 с платфбрмы 13 зированной и предназначена для горячейпо лотку 22 в приемное гнездо 9 вертикальштамповки-заготовок специальной формы. його лотка 8. Перегружатель 23 снабжен Целью изобретения является расширение .также упором 29 с датчиком 10 наличия за технологических возможностей линии.готовки на платформе 13.
Указанная цель достигается тем, что вВнутри вертикального лотка 8 установроботозированйой линии горячей штампов-;лены упругие элементы 30 предйазйачейки, содержащей вибробункер, лоток с меха- 20 удержания заготовок от перемещенизмом поштучной выдачи заготовок, иагре-яия под действием сил тяжести,
ватель, устройство горизонтального пере-К платформе 14 примыкает лоток 2, сомещейия заготовок, промышленный роботдержаихий плоские пружины 31, расположени горячештамповочйый пресс, механизм поные над платформой 14, предназначенные
штучИой выдачи выполнен в виде двух под-для фиксации заготовок 10 при подъеме платпружиненных платформ, установленных с формы 14.
возможностью перемещения в вертикальнойКроме того, линия включает также свеплоскости и кинематически связанных меж-топриемник 32, штамп (пресс-форму) 33,
ду собой посредством дополнительно вве-:тару 34 для брака, гравитационный.лоток 35,
денных в устройство шарнирного многозвен тару 36 для готовой продукции.
Ника и фиксаторов его нижнего положения; ; ,..Линия работает следующим образом.
а устройство горизонтального перемещенияВ исходном положении платформы 13
заготовок содержит лоток с пазом и пере-и 14 находятся йа одном уровне, заготовки
гружатель с двумя упорами, смонтирован-загружены в вибробункер 1, рабочая часть
ным с возможностью возвратйо-поступатель- перегружателя 23 находится в приемном гйезйого перемещения в пазу лотка и взаимодей- де 9 вертикального лотка 8, толкатель 11 -
ствия посредством упоров с шарнирным мйо I 35 краййем йижнем положейии, «рука прогозвенйиком. . .. мышлейного ро.бота 6 расположена над наНа фиг. 1 изображена роботизировайная пресса 7 - в крайнем верхнем положении,
линия горячей щтамповки, план; на фиг. 2 -штамп 33 раскрыт.
разрез А-А на фиг. 1; на фиг. 3 - разрезПосле включения линии заготовки 10 из
Б-Б йа фиг. 2; на фиг. 4 - разрез В-В вибробункера 1 поступают по лотку 2 на
на фиг. 2. :платформы 13 и 14 механизма поштучной
Роботизированйая линия горячей штам- ;выдачи заготовок. После того, как первая
повки содержит вибробункер I, лоток 2с;заготовка 10 входит в контакт с упором 29
механизмом 3 поштучной выдачи заготовок, перегружателя 23, датчик йаличия заготовустройство 4 горизонтального перемещения выдает команду на включение пневмоцизаготовок, нагреватель 5, промышленныйлиндра 26, в результате чего перемещается
робот 6 и горячештамповочный пресс 7, нав крайнее положение тяга 25 и перегружагреватель 5 расположен под вертикальным. тель 23. |1ри этом упор 27 взаимодействует
лотком 8, имеющим приемное гнездо 9 дляс роликом 20, в результате чего шарнирный
заготовок 10. Под вертикальным лотком 8мйогозвейник 19 поворачивается, а платфорразмещен толкатель 1J, расположенный сво- 50ма 13 по цилиндрическим направляющим 15
ей торцовой частью вгнезде 9 вертикально-опускается вййз и ее верхняя плоскость совго лотка 8 и соединенный со штоком пнев-мещается с плоскостью лотка 22, платформоцплийдра 12. Механизм 3 пощтучйой вы-ма 14 перемещается вверх, прижимая йаходачи содержит платформы 13 и 14, установ- дящую на йей заготовку 10 к плоским пруленйые с возможностью вертикального пере- жинам 31, останавливая движение заготовок
мещейия в цилиндрических направляющих 55JQ „3 лотка 2 и вибробункера 1.
15 и 16 и оснащеййых пружинами 7 и 18.Фиксаторы 2t удерживают щарнирйый
возврата.многозвенник 19 соответственно и платфоргревателем 5, ползун горячештамповочйого му 13 в йижнем положении, а платформу 14 - в верхнем положении. В крайнем положении перегружателя 23 срабатывает конечный выключатель, выдак щий команду пневмоцнлиндру 26 на обратный ход, при этом тя1-а 25 и перегружатель 23 возвращаются в исходное положение. Рабочая часть перегружателя при обратном движении захватывает заготовку 10 с платформы 13 и по лотку 22 перегружает заготовку 10 в гнездо 9 вертикального лотка 8. При перемещении перегружателя 23 упор 28 взаимодействует с роликом 20 щарнирного многоАвенника 19, в результате этого фиксаторы 21 отводятся, после чего пружинами 17 и 18 платформы 13 и 14 возвращаются в исходное положение. При подаче заготовки 10 перегружателем 23 в гнездо 9 вертикального лотка 8 срабатывает конечный выключатель, который выдает команду на включение в работу пяевмоцилиндра 12, который толкателем 11 пере.меихает заготовку 10 в вертикальный лоток 8. При перемещении вверх заготовка Ю изгибает упругие пластины 30 и продолжает двигаться дальше вместе с толкателем, it. При возврате толкателя II в исходное положение заготовка 10 остается в вертикальном лотке 8, так как ее перемещению вниз за счет сил тяжести препятствуют упругие пластины 30. За несколько таких циклов работы лилия обеспечивается загрузка нагревателя 5. Нагрев заготовок 10 до нужнскй температуры в нагревателе 5 контролируется реле времени, которое в заданный момейт выдает команду пневмоцилиндру 12 на перемещение .И и $аготов|Л 10. находящейся в гнезде 9 вер тикального лотка 8. При последовательном поступлении заготовок 10 в вертикальной лоток 8 верхняя заготовка 10 выталкивается из нагревателя 5. Если заготовка 10 нагрета до нужной темперйтуры, срабатывает светоприемник 32, сблокированный с конечным выключателем, контролирующим верхнее положение толкателя 11. После чего включается программа управления промышленным роботом 6. «Рукой промышленного робота 6 заготовка 10 транспортируется в штамп 33, толкатель 11 в это время перемещается в исходное положение, а перегружатель 23 перемещается в рабочее положение. После операции штамповки «рука промыщленного робота 6 снимает готовую деталь со штампа 33 и сбрасывает ее в гравитационный лоток 35, по. )му детали поступают в тару 36 для готовой продукции, и цикл повторяется. В случае, если заготовка 10, выталкиваемая из нагреват я 5, имеет температуру, йиже допустимой для штамповки, то светоприемник 32 не срабатывает, а сблокированный с ним конечный выключатель выдает команду на вк.чючение подпрограммы промышленного робота 6, в результате чего его «рука сбрасывает заготовку 10 в тару 34 для брака. Предлагаемое конструктивное выполнение роботизированной линий горячей штамповки позволяет на ней без существенных изменений штамповать большую номенклатуру различных по конфигурации н весу деталей, что расширяет ее технологические во можности.
- -- - - - 5 в
«Риг/
Фие.5
У//////////////Л 77////// У7/)/////////////////А
У 1л 1л f f.ffiJ.
го
ФигЛ

| название | год | авторы | номер документа |
|---|---|---|---|
| Роботизированная линия горячей штамповки | 1985 |
|
SU1355454A1 |
| Линия горячей штамповки | 1983 |
|
SU1119826A1 |
| Роботизированная линия горячей штамповки | 1979 |
|
SU863309A1 |
| Роботизированный технологический комплекс для горячей штамповки | 1987 |
|
SU1581455A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ | 1990 |
|
RU2009756C1 |
| Автоматическая линия | 1985 |
|
SU1296373A1 |
| Автоматическая линия горячей штамповки | 1980 |
|
SU940986A1 |
| Роботизированная линия горячей штамповки | 1979 |
|
SU997947A1 |
| Автоматическая линия горячей штамповки | 1988 |
|
SU1538980A1 |
| Автоматизированный комплекс горячей штамповки | 1988 |
|
SU1602602A1 |


РОБОТИЗИРОВАННАЯ ЛИНИЯ ГОРЯЧЕЙ ШТАМПОВКИ, содержащая вибробункер, лоток с механизмом поштучной . выдачи заготовок, нагреватель, устройство горизонтального перемещения заготовок, промышленный робот и горячештамповочйый пресс, отличающаяся тем, что, с целью расширения технологических возможностей линии, механизм поштучной выдачи выполнен в виде двух подпружиненных платформ, установленных с возможностью перемещения в вертикальной плоскости и кинематически связанных между собой посредством дополнительно введенных в устройство шарнирного многозвениика и фиксаторов его нижнего положения, а устройство горизонтального перемещения заготовок содержит лоток с пазом и перегружатель с двумя упорами, смонтированный с возможностью возвратно-поступательного перемещения в пазу лотка и взаимодействия посредством упос S6 ров с шарнирным многозвенйиком. (Л о: 00 1чЭ 05 СП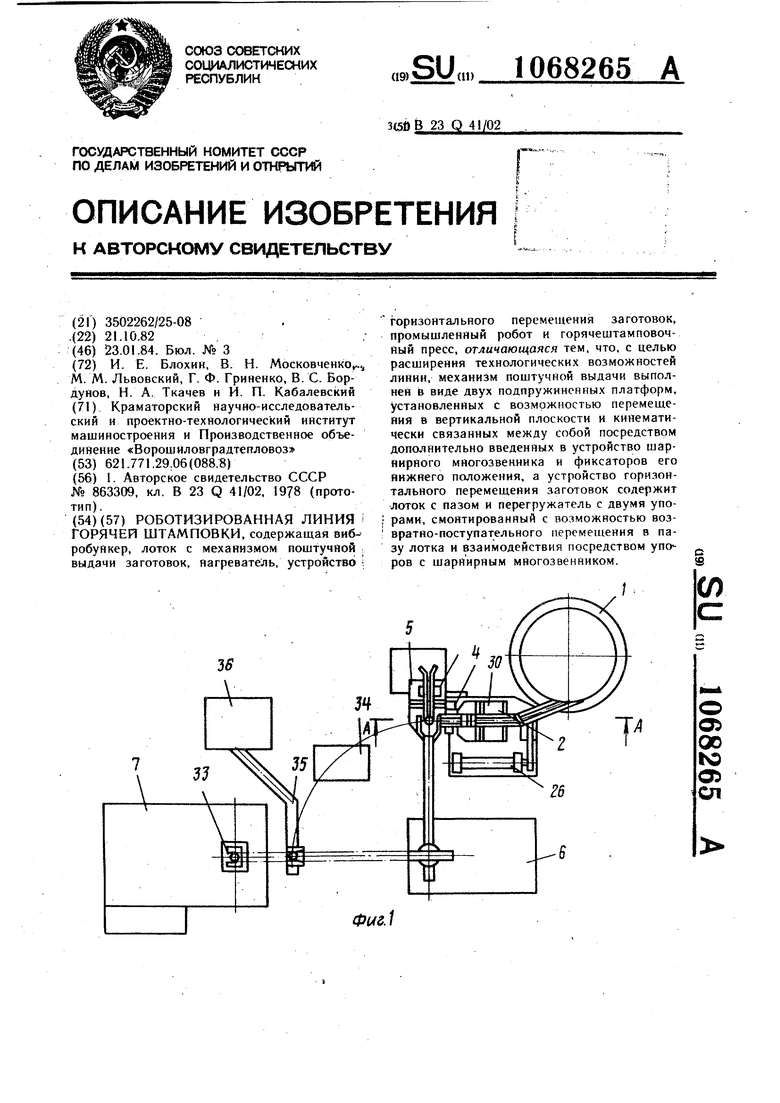
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Роботизированная линия горячей штамповки | 1979 |
|
SU863309A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
