Изобретение относится к металлообработке и может найти применение для закрепления деталей во время механической обработки на металлорежущих станках.
Известна оправка, содержащая корпус, центрально расположенную тягу с коническим хвостовиком и кулачками, контактирующими с конусом тяги 1.
Недостатком такой оправки является узкий диапазон диаметров отверстий закрепляемых деталей, что вызвано незначительным ходом тяги, ограниченным величиной зазора между конусом тяги и коническим отверстием корпуса.
Наиболее близкой к изобретению является оправка, в радиальных отверстиях корпуса которой расположены разжимные элементы, установленнь1е в наклонных пазах .
Однако известная оправка отличается недостаточно широким диапазоном диаметров закрепляемых отверстий.
Цель изобретения - расширение технологических возможностей путем увеличения диапазона закрепляемых деталей.
Указанная цель достигается тем, что оправка, в радиальных отверстиях корпуса которой расположены разжимные элементы, установленные в наклонных пазах тяги, снабжена фланцем с торцовыми зубьями и полыми цилиндрическими кулачками с зубьями на цилиндрической поверхности и резьбой на внутренней поверхности полости, а на разжимных элементах выполнены резьбовые выступы, предназначенные для взаимодействия с резьбой кулачков, при этом зубья кулачков предназначены для взаимодействия с торцовыми зубьями фланца, установленного с возможностью поворота относительно корпуса..
Такое выполнение оправки расширяет, технологические возможности путем увеличения диапазона закрепляемых деталей.
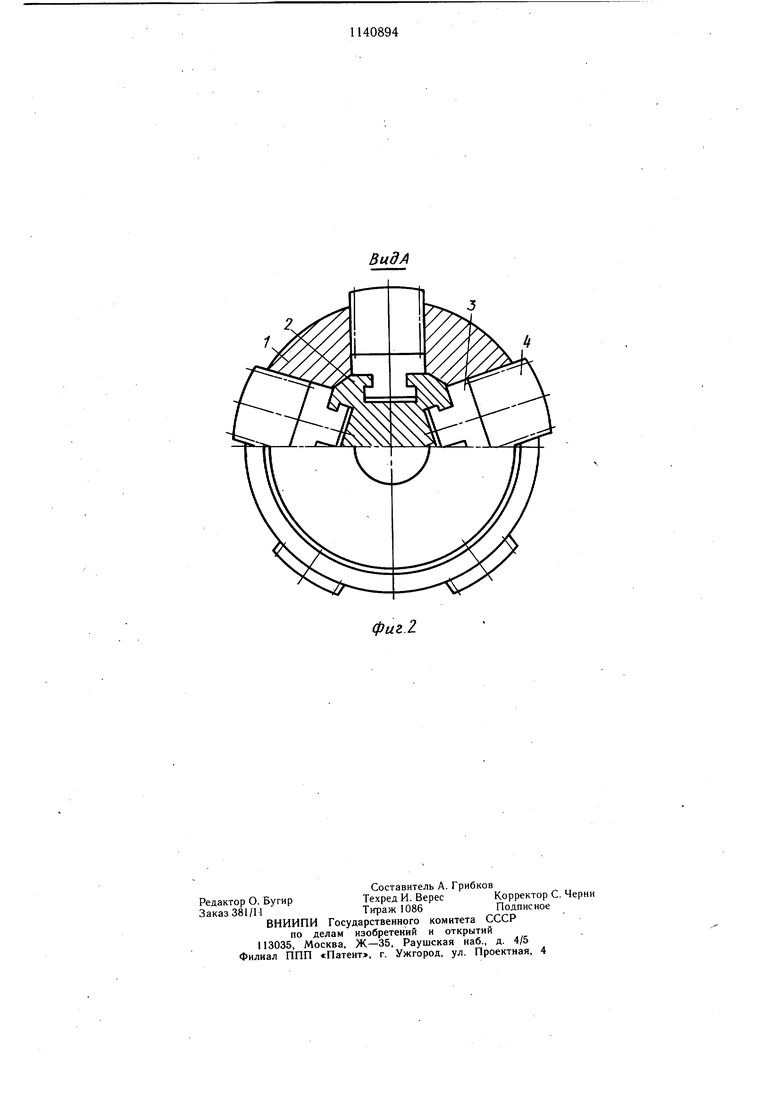
На фиг. 1 представлена оправка, общий вид; на фиг. 2 - вид А на фиг. 1.
В расточке корпуса 1 оправки подвижно установлена тяга 2 с образованными на
ее поверхности наклонными Т-образными пазами. В пазах тяги 2 размещены концевые участки разжимных элементов 3, на резьбовых выступах которых установлены своей внутренней резьбовой поверхностью полые цилиндрические кулачки 4. С торца к корпусу 1 с помощью двух полуколец 5 прикреплен фланец 6 с торцовыми зубьями, а на цилиндрической поверхности кулачков 4 выполнены зубья, предназначенные для взаимодействия с зубьями фланца 6.
Оправка работает следующим образом. После установки зажимаемой детали (не показана) базовым отверстием на оправку тяга 2, перемещаясь влево, своими наклонными пазами разводит разжимные элементы 3 и связанные с ними кулачки 4 в радиальном направлении, тем самым закрепляя деталь.
При раскреплении детали тяга 2 перемещается вправо, смещая разжимные элеменQ ты 3 с помощью Т-образных пазов к оси оправки. В результате этого деталь освобождается от воздействия кулачков 4.
При необходимости настройки оправки на другой размер зажимаемой детали вращают фланец 6. Если вращение фланца 6 происходит по часовой стрелке (фиг. 2), то при правой резьбе выступов разжимных элементов 3 происходит увеличение размера оправки. При вращении фланца 6 против часовой стрелки размер оправки уменьшается. Изменение размера оправки происходит за счет
0 того, что при вращении фланца б зубья на его торцовой поверхности взаимодействуют с зубьями кулачков 4. Кулачки 4, поворачиваясь при этом относительно разжимных элементов 3, смещаются в радиальном направлении.
Использование предлагаемой оправки по сравнению с известной за счет расширения технологическ ;х возможностей (увеличение диапазона диаметров отверстий закрепляемых деталей) позволит, в два раза сократить
Q комплект зажимных оправок, а также повысить производительность металлорежущих станков примерно на 10% за счет уменьшения времени на переналадку.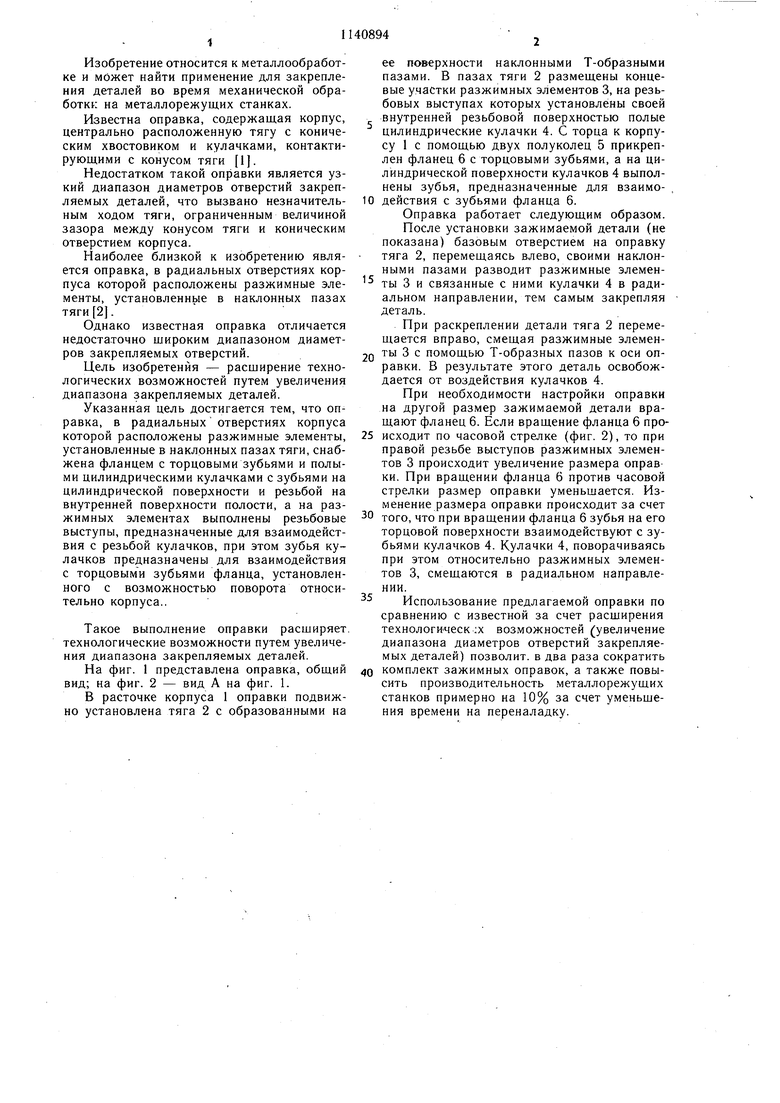
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка | 1986 |
|
SU1351723A2 |
| Оправка | 1982 |
|
SU1093418A1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Оправка | 1984 |
|
SU1175623A1 |
| Оправка | 1988 |
|
SU1696165A1 |
| СПОСОБ УСТАНОВКИ ЗАГОТОВОК ДЕТАЛЕЙ ТИПА ДИСКОВ | 2010 |
|
RU2443513C1 |
| РАЗЖИМНАЯ ОПРАВКА | 1992 |
|
RU2047423C1 |
| Оправка разжимная для исправления деформации отверстия прецизионных тонкостенных длинномерных труб в процессе наружной обработки | 2019 |
|
RU2759818C2 |
| ТОКАРНЫЙ ПЛАВАЮЩИЙ ПАТРОН | 2010 |
|
RU2449862C2 |
| Оправка | 1985 |
|
SU1291301A1 |
ОПРАВКА, в радиальных отверстиях корпуса которой расположены разжимные элементы, установленные в наклонных пазах тяги, отличающаяся тем, что с целью расширения ее технологических возможностей путем увеличения диапазона закрепляемых деталей - оправка снабжена фланцем с торцовыми зубьями и полыми цилиндрическими кулачками с зубьями на цилиндрической поверхности и резьбой на внутренней поверхности полости, а на разжимных элементах выполнены резьбовые выступы, предназначенные для взаимодействия с резьбой кулачков, при этом зубья кулачков предназначены для взаимодействия с торцовыми зубьями фланца, установленного с возможностью поворота относительно корпуса. (Л 00 ;о 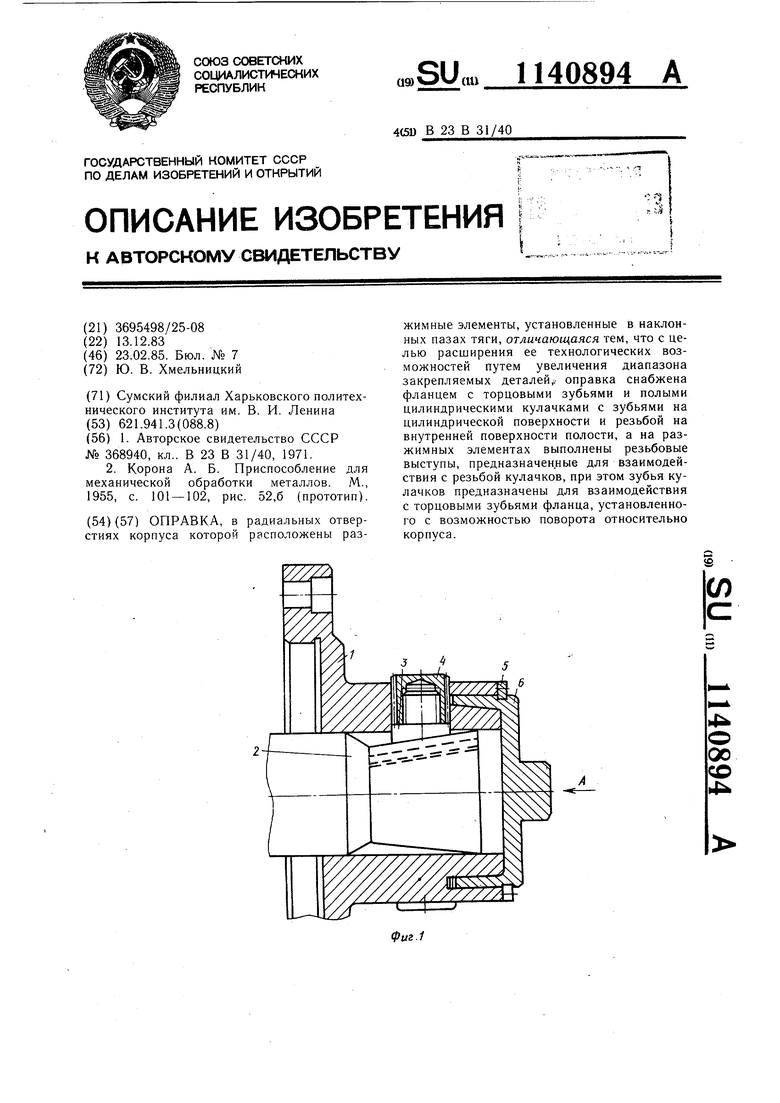
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU368940A1 | |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Корона А | |||
| Б | |||
| Приспособление для механической обработки металлов | |||
| М., 1955, с | |||
| Приспособление для записи звуковых явлений на светочувствительной поверхности | 1919 |
|
SU101A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
