(0.10.2)d
I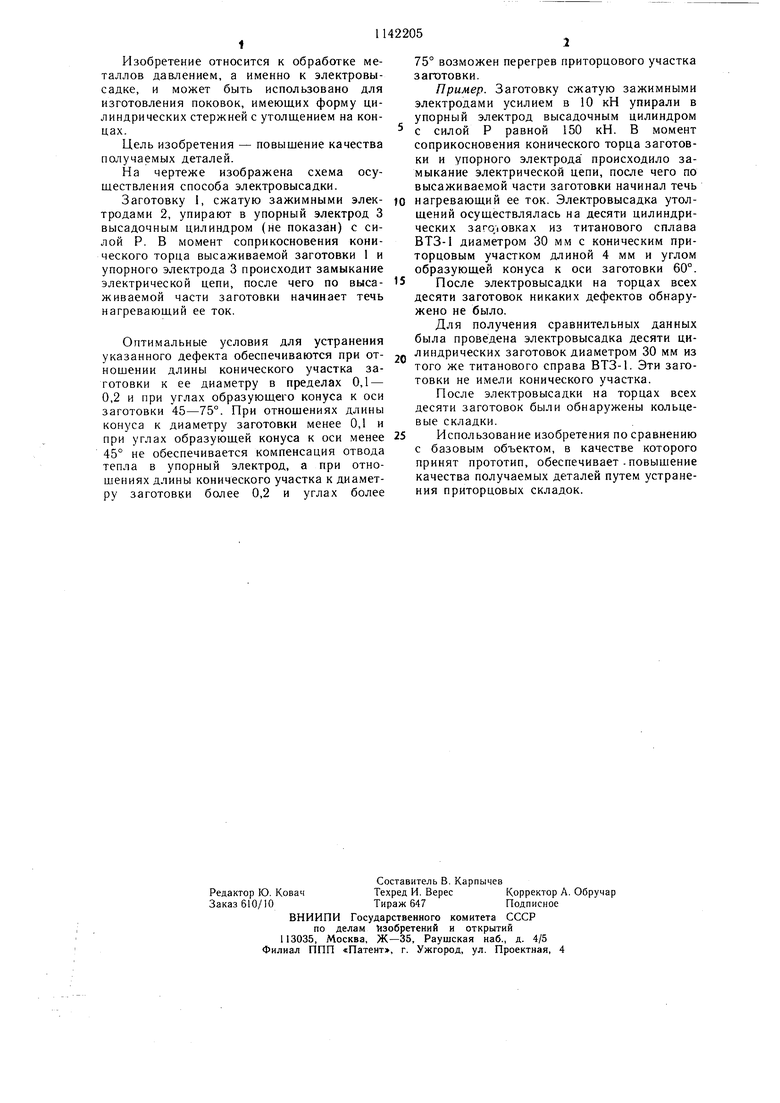
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления изделий типа стержней с утолщением электровысадкой | 1985 |
|
SU1303239A1 |
| Контактный инструмент для электровысадки | 1980 |
|
SU996024A1 |
| Способ изготовления профилированных втулок с утолщением | 1976 |
|
SU593796A1 |
| Устройство для электровысадки | 1987 |
|
SU1433615A1 |
| СПОСОБ ЭЛЕКТРОВЫСАДКИ КОНЦЕВЫХ УТОЛЩЕНИЙ НА СТЕРЖНЕВЫХ ЗАГОТОВКАХ | 1990 |
|
RU2014936C1 |
| Устройство для высадки | 1978 |
|
SU745586A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ ИЗДЕЛИЙ С ФЛАНЦЕМ НА ТОРЦЕ И БУРТОМ В СРЕДНЕЙ ЧАСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2041007C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ТИПА СТЕРЖНЯ С ФЛАНЦЕМ | 2009 |
|
RU2419505C1 |
| УСТРОЙСТВО ДЛЯ ДВУСТОРОННЕЙ ЭЛЕКТРОВЫСАДКИ | 1998 |
|
RU2148462C1 |
| Устройство для высадки утолщений на концах заготовок типа стержней | 1980 |
|
SU878403A1 |
1. СПОСОБ ЭЛЕКТРОВЫСАДКИ КОНЦЕВЫХ УТОЛЩЕНИЙ на стержневых заготовках, включающий, нагрев участка заготовки под формуемое утолщение путем пропускания через него электрического тока и приложение к заготовке осевого усилия деформирования, отличающийся тем, что, с целью повышения качества получаемых деталей, предварительно концевой участок заготовки со стороны под формуемое утолщение выполняют в форме усеченного конуса, меньшее основание которого является торцом заготовки. 2. Способ по п. 1, отличающийся тем, что отношение длины участка заготовки в форме усеченного конуса к ее диаметру выбирают в пределах 0,1 -0,2, а угол наклона образующей указанного участка к продольной оси заготовки устанавливают в пределах 45-75°.
ч..Ч I
Jy
Ги
4 Ю IsD
,
О
сл Изобретение относится к обработке металлов давлением, а именно к электровысадке, и может быть использовано для изготовления поковок, имеющих форму цилиндрических стержней с утолщением на концах. Цель изобретения - повышение качества получаемых деталей. На чертеже изображена схема осуществления способа электровысадки. Заготовку 1, сжатую зажимными электродами 2, упирают в упорный электрод 3 высадочным цилиндром (не показан) с силой Р. В момент соприкосновения конического торца высаживаемой заготовки 1 и упорного электрода 3 происходит замыкание электрической цепи, после чего по высаживаемой части заготовки начинает течь нагревающий ее ток. Оптимальные условия для устранения указанного дефекта обеспечиваются при отнощении длины конического участка заготовки к ее диаметру в пределах 0,1 - 0,2 и при углах образующего конуса к оси заготовки 45-75°. При отношениях длины конуса к диаметру заготовки менее 0,1 и при углах образующей конуса к оси менее 45° не обеспечивается компенсация отвода тепла в упорный электрод, а при отношениях длины конического участка к диаметру заготовки более 0,2 и углах более 75° возможен перегрев приторцового участка заготовки. Пример. Заготовку сжатую зажимными электродами усилием в 10 кН упирали в упорный электрод высадочным цилиндром с силой Р равной 150 кН. В момент соприкосновения конического торца заготовки и упорного электрода происходило замыкание электрической цепи, после чего по высаживаемой части заготовки начинал течь нагревающий ее ток. Электровысадка утолщений осуществлялась на десяти цилиндрических заго;1овках из титанового сплава ВТЗ-1 диаметром 30 мм с коническим приторцовым участком длиной 4 мм и углом образующей конуса к оси заготовки 60°. После электровысадки на торцах всех десяти заготовок никаких дефектов обнаружено не было. Для получения сравнительных данных была проведена электровысадка десяти ци-линдрических заготовок диаметром 30 мм из того же титанового справа ВТЗ-1. Эти заготовки не имели конического участка. После электровысадки на торцах всех десяти заготовок были обнаружены кольцевые складки. Использование изобретения по сравнению с базовым объектом, в качестве которого принят прототип, обеспечивает .повышение качества получаемых деталей путем устранения приторцовых складок.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ковка и объемная штамповка стали | |||
| Справочник под редакцией Сторожева В | |||
| М | |||
| М., Машиностроение, 1967 г | |||
| т | |||
| I с | |||
| Приспособление для воспроизведения изображения на светочувствительной фильме при посредстве промежуточного клише в способе фотоэлектрической передачи изображений на расстояние | 1920 |
|
SU172A1 |
