,2. Устройство для отделения крупных отливок от литниковой системы, преимущественно полученных литьем по выплавляемым моделям, содержащее нажимной механизм и приспособление для установки блока отливок ;С двумя стойками, одна из которых имеет центрирующую втулку 6 т ли ч а ю щ е е с я тем, что, с
целью улучшения качества отливок и повышения производительности труда,
.оно снабжено подвижным в горизонтальной плоскости упором-фиксатором, верхний срез которого расположен ниже оси центрирующей втулки и который предназначен для взаимодействия
; с питателем литниковой системы,а вторая стойка выполнена с фигурным паз ом.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для отделения литника от питателей отливок | 1986 |
|
SU1435391A1 |
| Приспособление для сборки модельных звеньев в блок | 1975 |
|
SU549241A1 |
| Способ получения крупногабаритных тонкостенных отливок по выплавляемым моделям | 1987 |
|
SU1567316A1 |
| МОДЕЛЬНЫЙ КОМПЛЕКТ ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ФОРМ ПО РАЗОВЫМ МОДЕЛЯМ | 1991 |
|
RU2025193C1 |
| Литниковая система керамической формы для центробежного литья с вертикальной осью вращения | 1983 |
|
SU1161225A1 |
| Способ сборки блока удаляемых литейных моделей | 2021 |
|
RU2773975C1 |
| Способ получения отливок в оболочковую форму и литейная форма для его осуществления | 1975 |
|
SU704438A3 |
| Литниковая система для сифонной заливки керамических форм | 1989 |
|
SU1720782A1 |
| Литейная форма для получения отливок | 1985 |
|
SU1364230A3 |
| Способ изготовления керамических литейных форм по выплавляемым моделям | 1977 |
|
SU764836A1 |
1. Способ отделения крупныхотливок от литниковой систе 1Ы, преимущественно полученных литьем по выплавляемым , вкличшощий си.ловое воздействие на блок отливок, отличающийся тем, что, с целью улучшения качества отливок и повышения производительности труда, силовое воздействие осуществля- ют на отливку перпендикулярно оси стояка литниковой системы в направлении наименьшего момента сопротивления сечения ее питателя.
. .
Изобретение относится к литейному производству, в частности к об.работке отливок, преимущественно прлученньк в произэодстве литья по вьтлавляемым моделям,- и может быть исподьзавано в литейных цехах машиностроительных заводов. .
Известен способ отделения отливок от литниковой системь в производстве литья по вьтлавляемым моде1ЛЯМ путем механического воздействия .например вибрацией, при этом блок отливок перед отделением от стоиков предварительно подвергают охлаждению СО. . .
Недостатком известного, способа, является длительность обработки блока, применимого для отделения литников в основном мелких деталей. Кроме того, длительная вибрация сказывается на механических свойствах деталей.
-Наиболее, близким к предлагаемому способу по технической сущности и достигаемому результату является сп соб отделения крупных отливок от литниковой системы, преимущественно получаемых при точном литье по вьт; лавляемым моделям, включающий силовое воздействие на блок отливок .21
Недостатком известного способа является его низкая производительность. Кроме того, известный способ требует применения высококвалифицированной рабочей силы.
Наиболее близким к предлагаемому устройству является устройство для отделения крупных отливок от литниковой системы, преимущественно полученных литьем по вьтлавляемым моделям, содержащее нажимной механизм
и приспособление для установки блока отливок с двумя стойками, одна из которых имее.т центрирующую втулку 131 Цель изобретения - улучшение ка
5 чества отливок и повышение производительности труда.
Поставленная цель достигается тем, что согласно способу отделения крупных отливок от литниковой систе 0. мы, преимущественно полученных литьем по выплавляемым моделям, включающему силовое воздействие на блок отливок, силовое воздействие осуществляют на отливку перпендикулярно оси
15 стояка литниковой системы в направлении наименьшего момента сопротивления сечения ее питателя.
Устройство для отделения крупных отливок от литниковой системы, преимущественно полученных литьем по выплавляемым моделям, содержащее нажимной механизм и приспособление для установки блока отливок с двумя стойками, одна из которых имеет центрирующую втулку, снабжено подвижным в горизонтальной плоскости упоромфиксатором, верхний срез которого расположен ниже оси центрирующей втулки и который предназначен для
3Q взаимодействия с питателем литниковой систе№ 1, а вторая стойка выполнена с фигурным пазом. .
На фиг. 1 изображено устройство для отделения крупных отливок от литниковой системы, общий вид1 на фиг. 2 - вид по стрелке А на фиг.1; на фиг. 3 - разрез Б-Б на фиг. 2.
Устройство, предназначенное для осуществления способа отделения от-. 40 ливок от литниковой системы, содержит нажимной механизм 1 (фиг. 1).
31
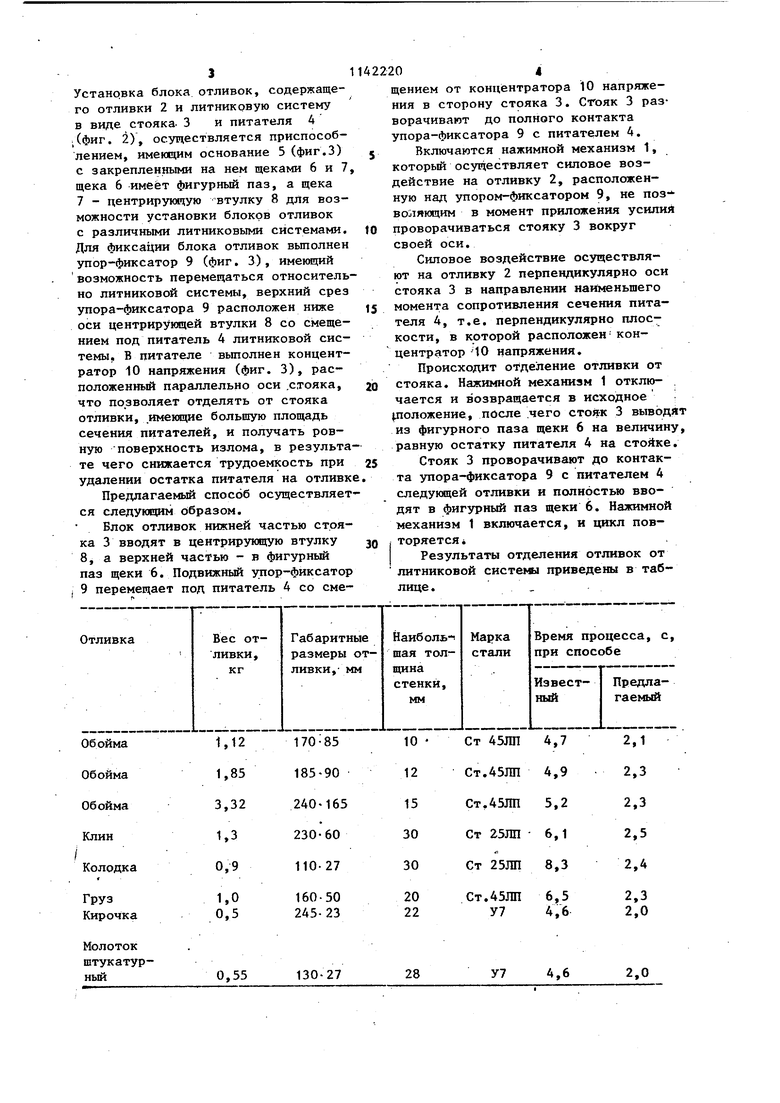
Установка блока отливок, содержащего отливки 2 и литниковую систему в виде стояка. 3 и питателя 4 ;(фиг. 2), осуществляется приспособлением, имеющим основание 5 (фиг.З) с закрепленными на нем щеками 6 и 7, щека 6 имеет фигурный паз, а щека 7 - центрирующую втулку 8 для возможности установки блоков отливок с различными литниковыми системами. Для фиксации блока отливок выполнен упор-фиксатор 9 (фиг, 3), имекиций возможность перемещаться относительно литниковой системы, верхний срез упора-фиксатора 9 расположен ниже оси центрирующей втулки 8 со смещением под питатель 4 литниковой системы. В питателе вьтолнен концентратор 10 напряжения (фиг. 3), расположенньй параллельно оси .стояка, что позволяет отделять от стояка отливки, .имекяцие болыпую площадь сечения питателей, и получать ровную поверхность излома, в результате чего снижается трудоемкость при удалении остатка питателя на отливке
Предлагаемый способ осуществляется следующим образом.
Блок отливок нижней частью стояка 3 вводят в центрир5гющую втулку 8, а верхней частью - в фигурный паз щеки 6. Подвижный упор-фиксатор 9 перемещает под питатель 4 со сме204
щением от концентратора 10 напряжения в сторону стояка 3. Стояк 3 разворачивают до полного контакта упора-фиксатора 9 с питателем 4. Включаются нажимной механизм 1, который осуществляет силовое воздействие на отливку 2, расположенную над упором-фиксатором 9, не поз-воляющим в момент приложения усилия
проворачиваться стояку 3 вокруг своей оси.
Силовое воздействие осуществляют на отливку 2 перпендикулярно оси стояка 3 в направлении наименьшего
момента сопротивления сечения питателя 4, т.е. перпендикулярно плоскости, в которой расположенконцентратор 10 напряжения.
Происходит отделение отливки от
стояка. Нажимной механизм 1 отключается и возвращается в исходное положение, после .чего стоя-к 3 выводят из фигурного паза щеки 6 на величину, равную остатку питателя 4 на стойке.
Стояк 3 проворачивают до контакта упора-фиксатора 9 с питателем 4 следукяцей отливки и полностью вводят в фигзфный паз щеки 6. Нажимной механизм 1 включается, и цикл повторяется i
Результаты отделения отливок от литниковой системы приведены в таблице.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ОТДЕЛЕНИЯ ОТЛИВОК ОТ СТОЯКОВ В ПРОИЗВОДСТВЕ ЛИТЬЯ по ВЫПЛАВЛЯЕМЫМ МОДЕЛЯМ | 0 |
|
SU276326A1 |
| Способ изготовления замочных ключей с отверстием для замочного шпенька из одной болванки с помощью штамповки и протяжки | 1922 |
|
SU221A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| кл | |||
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
