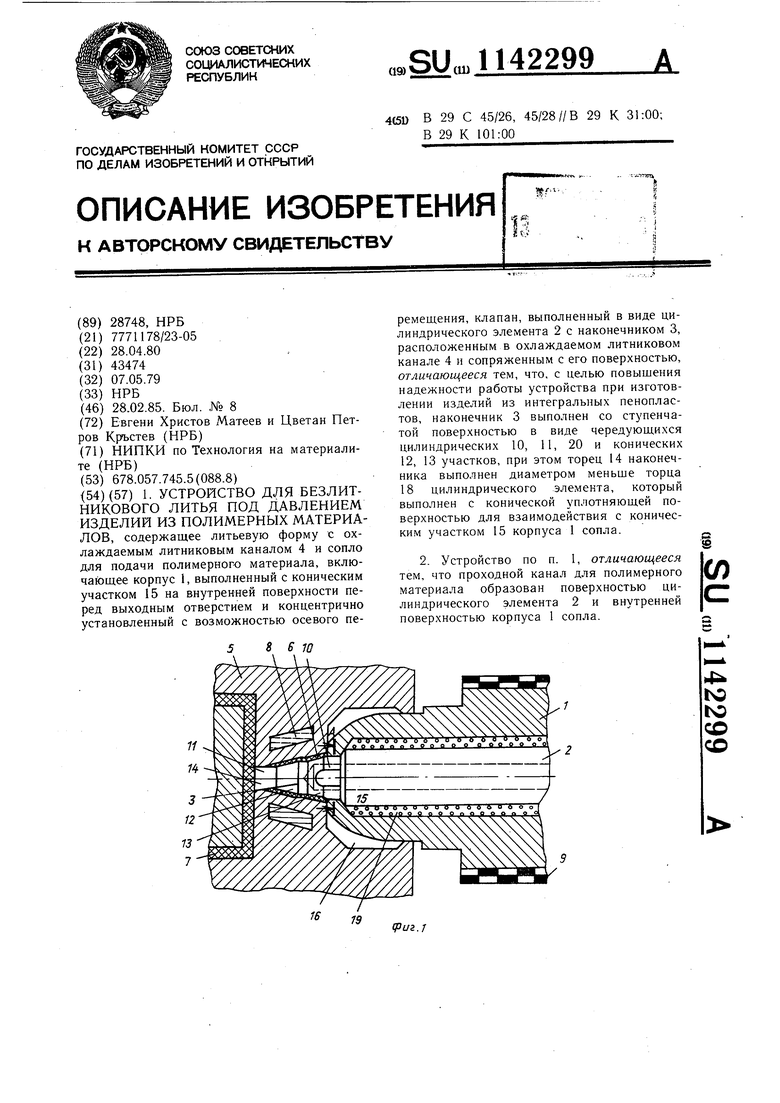
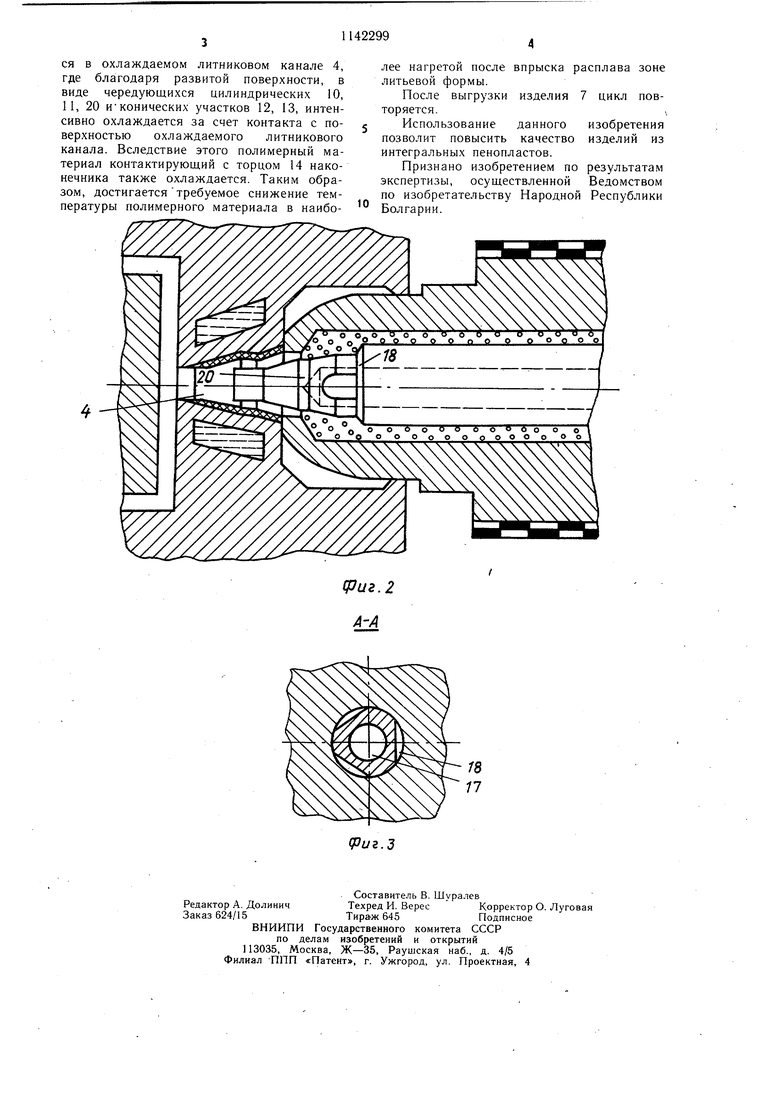
Изобретение относится к переработке полимерных материалов и может быть использовано для изготовления безлитников изделий из интегральных пелопластов. Наиболее близким к предлагаемому является устройство для безлитникового литья под давлением изделий из полимерных материалов, содержащее литьевую форму с охлаждаемым литниковым каналом и сопло для подачи полимерного материала, включающее корпус, выполненный с коническим участком на внутренней поверхности перед выходным отверстием и концентрично установленный с возможностью осевого перемещения клапан, выполненный в виде цилиндрического элемента с наконечником, расположенным в охлаждаемом литниковом канале и сопряженным с его поверхностью (патент Японии № 48- 38472, кл. 25/5/С10, 1973). Однако в случае изготовления .изделий из интегральных пенопластов требуется больщой диаметр впускного литникового канала, при этом необходимо обеспечить интенсивное отверждение полимерного материала в оформляющей полости в зоне впускного литникового канала. В известном устройстве не исключена возможность недостаточного охлаждения полимерного материала в этой зоне, что приводит к дефектам изделий. Цель изобретения - повыщение качества изготовления изделий из интегральных термопластов. Поставленная цель достигается тем, что устройство для безлитникового литья под давлением изделий из полимерных материалов, содержащее литьевую форму с охлаждаемым литниковым каналом и сопло для подачи полимерного материала, включающее корпус, выполненный с коническим участком на внутренней поверхности перед выходным отверстием, и концентрично установленный с возможностью осевого перемещения клапан, выполненный в виде цилиндрического элемента с наконечником, расположенным в охлаждаемом литниковом канале и сопряженным с его поверхностью, согласно изобретению, наконечник выполнен со ступенчатой поверхностью в виде чередующихся цилиндрических и конических участков, при этом торец наконечника выполнен диаметром меньше торца цилиндрического элемента, который выполнен с конической, уплотняющей поверхностью для взаимодействия с коническим участком внутренней поверхности корпуса сопла. Кроме того, проходной канал для полимерного материала образован поверхностью цилиндрического элемента и внутренней поверхностью корпуса сопла. На фиг. 1 показано устройство при закрытом сопле, продольный разрез-, на фиг. 2 - то же, при открытом сопле; на фиг. 3 - разрез А-А на фиг. 1. Устройство содержит литьевую форму 5 с охлаждаемым посредством каналов 8 литниковым каналом 4, сопло для подачи полимерного материала, включающее корпус 1, выполненный с коническим участком 15 на внутренней поверхности, перед выходным отверстием и концентрично установленный с возможностью осевого перемещения клапан, выполненный в виде цилиндрического элемента 2 с наконечником 3, который расположен в охлаждаемом литниковом канале 4 и сопряжен с его поверхностью. Наконечник 3 выполнен со ступенчатой поверхностью в виде чередующихся цилиндрических 10, 11, 20 и конических участков 12, 13, при этом торец 14 наконечника 3 выполнен диаметром меньше торца 18 цилиндрического элемента 2, который выполнен с конической, уплотняющей поверхностью для взаимодействия с коническим участком 15 внутренней поверхности корпуса 1 сопла. Проходной канал для полимерного материала образован поверхностью цилиндрического элемента 2 и внутренней поверхностью корпуса 1 сопла. Наконечник 3 можеи быть выполнен по меньшей мере с одним участком с гиперболической или параболической поверхностью. Литьевая форма сопряжена с корпусом 1 сопла с образованием между ними кольцевой полости 16. С внешней стороны последнего установлен нагреватель 9. Цилиндрический элемент 2 выполнен с полостью 17 для уменьшения нагрева наконечника 3 полимерным материалом 19 при закрытом сопле. Устройство работает следующим образом. Для впрыска полимерного материала в литьевую форму клапан отводится от нее и расплав через проходной канал и охлаждаемый литниковый канал 4 поступает в оформляющую полость, по окончании впрыска клапан перемещается в исходное положение, выдавливая при этом остатки полимерного материала из охлаждаемого литникового канала 4 в литьевую форму 5 и частично за счет конической уплотняюUJ eй поверхности торца 18 в проходной канал. Между наконечником 3 и внутренней поверхностью охлаждаемого литникового канала 4 остается тонкий слой 6 полимерного материала. Наконечник клапана сравнительно мало нагревается во время непродолжительного впрыска полимерного материала, находит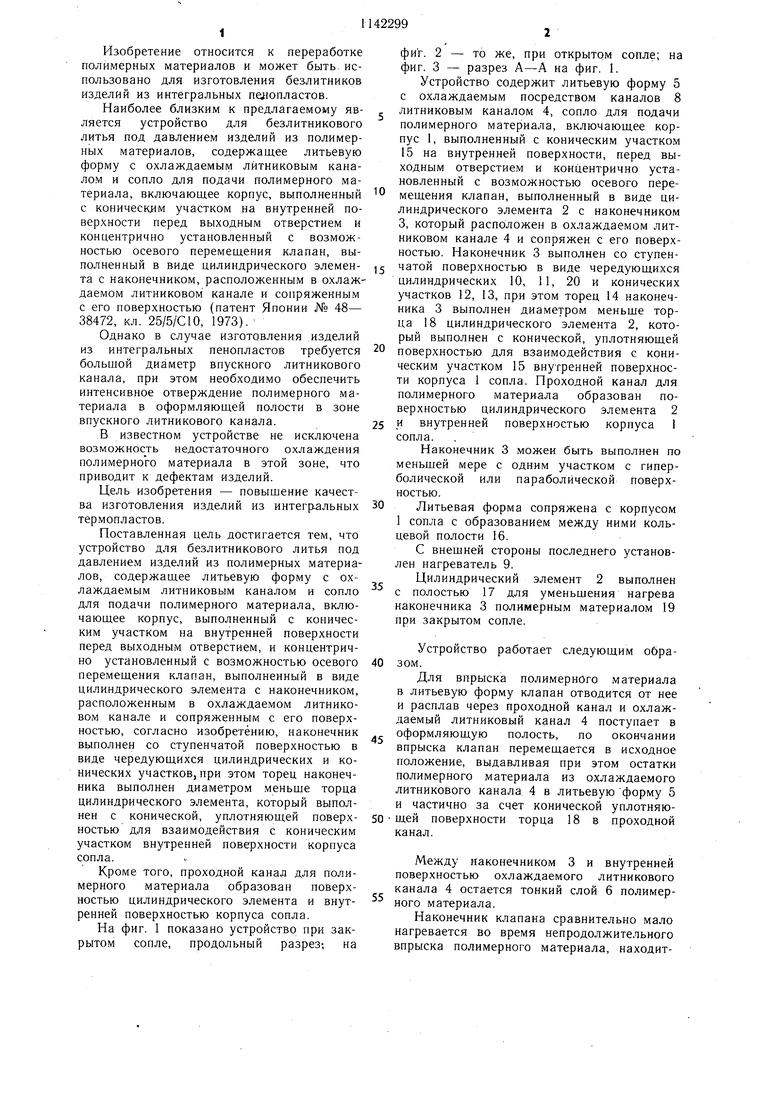
| название | год | авторы | номер документа |
|---|---|---|---|
| Сопло литьевой машины для пластмасс | 1978 |
|
SU729080A1 |
| САМОЗАПИРАЮЩИЙСЯ ИНЖЕКТОР ВПРЫСКА РАСПЛАВА ПОЛИМЕРА | 2014 |
|
RU2574245C1 |
| Литьевая форма для изготовления изделий из полимерного материала | 1987 |
|
SU1497024A1 |
| СПОСОБ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2008222C1 |
| Литьевая форма | 1976 |
|
SU604703A1 |
| УЗЕЛ ЦЕНТРАЛЬНОГО ЛИТНИКОВОГО КАНАЛА | 2003 |
|
RU2297303C2 |
| Двухэтажная горячеканальная литьевая форма для полимерных изделий | 1982 |
|
SU1024285A1 |
| ПЛАСТИКАЦИОННЫЙ ЦИЛИНДР | 1996 |
|
RU2114733C1 |
| Устройство для дозирования расплава полимера | 1989 |
|
SU1712168A1 |
| Литьевая машина | 1989 |
|
SU1669740A1 |
1. УСТРОЙСТВО ДЛЯ БЕЗЛИТНИКОВОГО ЛИТЬЯ ПОД ДАВЛЕНИЕМ ИЗДЕЛИИ ИЗ ПОЛИМЕРНЫХ МАТЕРИАЛОВ, содержащее литьевую форму с охлаждаемым литниковым каналом 4 и сопло для подачи полимерного материала, включакэщее корпус 1, выполненный с коническим участком 15 на внутренней поверхности перед выходным отверстием и концентрично установленный с возможностью осевого перемещения, клапан, выполненный в виде цилиндрического элемента 2 с наконечником 3, расположенным в охлаждаемом литниковом канале 4 и сопряженным с его поверхностью, отличающееся тем, что, с целью повышения надежности работы устройства при изготовлении изделий из интегральных пенопластов, наконечник 3 выполнен со ступенчатой поверхностью в виде чередующихся цилиндрических 10, 11, 20 и конических 12, 13 участков, при этом торец 14 наконечника выполнен диаметром меньше торца 18 цилиндрического элемента, который выполнен с конической уплотняющей поверхностью для взаимодействия с коническим участком 15 корпуса 1 сопла. ® 2. Устройство по п. 1, отличающееся тем, что проходной канал для полимерного материала образован поверхностью цилиндрического элемента 2 и внутренней поверхностью корпуса 1 сопла. 4 Ю ГО со со