1
Изобретение относится к термической обработке изделий без коробления, изготавливаемых из.жаропрочных сплавов на нипелевой основе, в ;частности при термообработке лопаток турбин двигателей ГТД, и может быть применено также в отрасли машиностроения.
Известно устройство для термической обработки заготовок, содержащее круглое днище, оправку и распорный стержень lj .
Однако известное устройство не обеспечивает возможности обработки заготовок сложной конфигурации, в частности обработку заготовок лопаток .
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для термической обработки лопаток, содержащее основание и установленную в нем оправку в виде концентрично расположенных колец с зазо ром между собой, изготовленных из м териалов с различными коэффициентами линейного расширения и центрального распорного элемента 2j .
Однако известное устройство характеризуется сложностью, что приводит к снижению удобства пользования им при загрузке и выгрузке обрабатываемых заготовок лопаток, так как в этом случае требуется индивидуально каждую заготовку после установки ее в устройство автономно фиксировать резьбовым фиксатором. Применение резьбовых элементов в устройствах, работаю1дих при условиях высоких температур, нежелательно и ненадежно, так как резьбовое соединение быстро выходит из строя за счет выгорания профиля резьбы, а это может привести к нарушению термофиксации и в конечном счете к браку. I
Цель изобретения - упрощение
монтажа устройства и исключение коробления заготовок лопаток.
Поставленная цель достигается тем, что в устройстве для термической обработки лопаток, содержащем основание и установленную в нем оправку в виде концентричных колец, расположенных между собой с зазором и изготовленных из материалов с раз личнь1ми коэффициентами линейного раширения и центрального распорного
25182
элемента внутреннее кольцо вьшолнено составным в -виде двух сегментов, торцы которых параллельны диаметральной оси оправки, и установленных 5 между сегментами двух вставок, а центральный распорньй элемент - в виде цилиндрического стержня, взаимодействующего боковой поверхностью с сегментами и вставками, при этом
10 наружное капьцо, сегменты и вставки выполнены из материала с коэффициентом линейного расширения, равным нулю, а стержень - из материала с коэффициентом линейного расширения
15 больше нуля.
Предлагаемое выполнение устройства позволяет повысить качество термически обработанных заготовок лопаток, так как в этом случае исключается коробление тонких элементов заготовок лопаток.
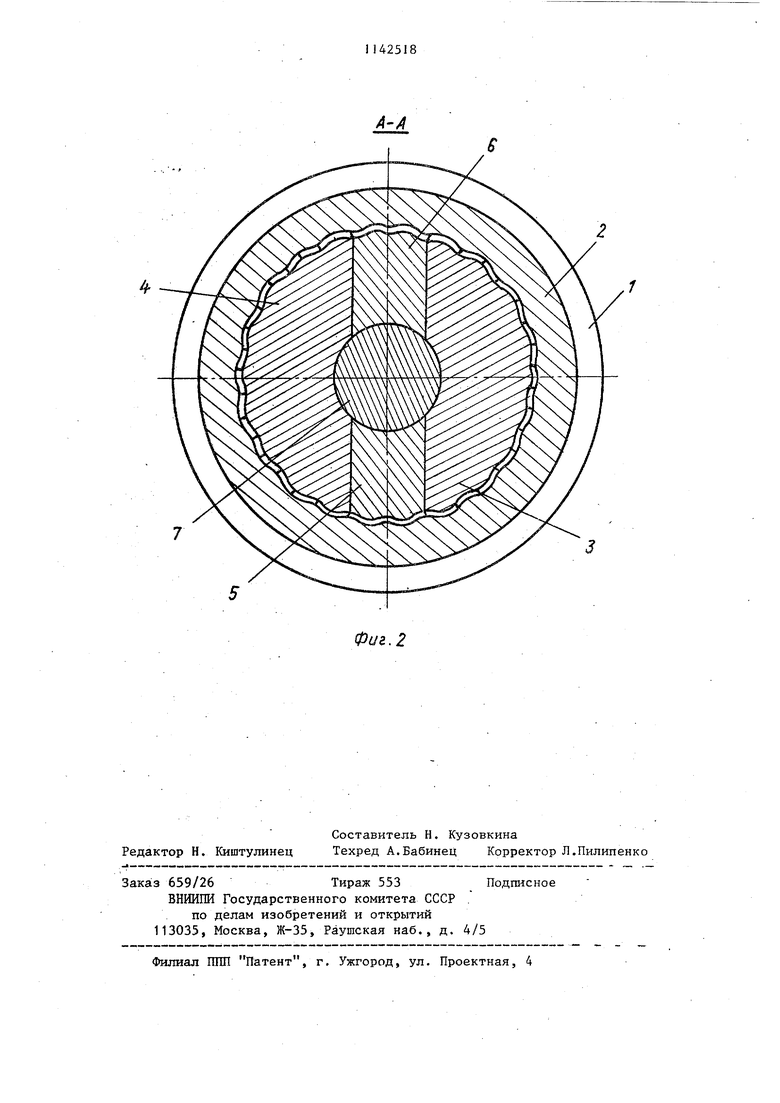
На фиг.1 показано устройство, разрез; на фиг.2 - разрез А-А на фиг.1.
Устройство для термической обработки заготовок лопаток из сплавов на никелевой основе состоит из основания 1, в котором смонтированы оправка; состоящая из наружного кольца 2 и внутреннего составного кольца, вьшолненного в виде двух секторов 3 и 4, торцы которых параллельны диаметральной оси оправки, и двух вставок 5 и 6 и центрального распорного стержня 7. Внутренняя поверхность кольца 2 имеет сложную конфигурацию, выполненную по форме конфигурации профиля корыта пера лопатки. В предлагаемом устройстве по
0 внутренней поверхности кольца 2 можно установить 28 заготовок лопаток. Сектора 3 и 4, а также вставки 5 и 6 по своей наружной поверхности выполнены в профиль спинки пера лопатки и в общей сумме также для 28 заготовок лопаток. Сопрягаемые боковые поверхности секторов и вставок вьтолнены параллельно диаметральной оси оправки, т.е. оси кольца 2. Это
0 требование необходимо для обеспечения сборки и разборки секторов и вставок, а также и стержня при установке или снятии с устройства заготовок лопаток 8. Зазор между наружным кольцом 2 и внутренним в виде секторов 3 и 4 и вставок 5 и 6 определяется формой сечения пера заго-. тонки лопатки 8. Детали оправки (кольцо 2, сектора 3 и 4 и вставки 5 и 6) изготовлены из материала с коэффициентом линейного расширения, равным нулю, например в предлагаемо устройстве они изготовлены из карборунда, а центральный распорный стержень 7 изготовлен из материала с коэффициентом линейного расширения больше нуля, например он изготовлен из стали 1Х18Н10Т. Основание 1 может быть изготовлено из любой жаропрочной стали. Выбор указанных материалов для оправки и стержня обусловлен тем, чтобы в ус;/овиях высоких температурньгх режимов заготовки лопаток В находились в терм фиксированном положении. Это обеспе чивает предотвращение их коробления как в процессе нагрева, так и при охлаждении. Устройство работает следующим образом. На основании 1 свободно ставят кольцо 2 и на каждый его ручей в вертикальном положении устанавлива ют заготовки лопаток 8, например в количестве 28 штук. Затем во внутрь кольца 2 свободно ставят по следовательно два сектора 3 и 4, перемещая их от центра и по окружн ти кольца 2 до совмещения заготовк лопаток 8 с ручьем пера по форме его спинки. Затем свободно устанав ливают последовательно вставки 5 и в зазор между боковыми поверхностя ми секторов 3 и 4. Вставки раздвиг ют от центра в сторону установленных заготовок лопаток 8. После уст новки секторов и вставок в образованное ими в центре отверстие вводится центральный распорный стержень 7. Последний обеспечивает беззазорное поджатие всех заготовок лопаток 8 в оправке и этим самым осуществляется фиксированное положение заготовок в устройстве. В таком состоянии устройство готово к работе, т.е. подготовлено к загрузке его с заготовками в термическую печь. После проведения процесса термообработки заготовок и охлаждения до комнатной температуры снятие готовых деталей с устройства осуществляется в обратной последовательности, т.е. сначала из устройства снимается центральный стержень 7, потом последовательно сдвигаются вставки 5 и 6 к центру оси устройства и удаляются из него. После этого также последовательно смещаются к центру сектора 3 и 4 и удаляются из устройства. Потом с кольца 2 снимаются лопатки 8 и повторяется загрузка следующей партии заготовок на кольцо 2. Применение предлагаемого устройства позволяет значительно уменьшить припуск на механическую обработку лопаток после термообработки по сравнению с существзтющим припуском на величину отклонений, имеющих место при термообработке в известном базовом устройстве. Кроме того, снижается трудоемкость механической обработки и упрощается сборка и разборка устройства при загрузке и разгрузке его заготовками лопаток в процессе работы.

| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШНЕВЫХ КОЛЕЦ | 1997 |
|
RU2111266C1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ПРАВКИ ИЗДЕЛИЙ | 2003 |
|
RU2249630C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКОВ С ЛОПАТКАМИ ТИПА "БЛИСК" (BАРИАНТЫ) И ШТАМП ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2010 |
|
RU2450883C1 |
| Система регулирования радиального зазора | 2017 |
|
RU2649167C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ПОРШЕВЫХ КОЛЕЦ В ПАКЕТЕ | 1996 |
|
RU2087553C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ, ПО МЕНЬШЕЙ МЕРЕ, ОДНОЙ МЕТАЛЛИЧЕСКОЙ ДЕТАЛИ ТУРБОМАШИНЫ | 2013 |
|
RU2659520C2 |
| Автоматическое устройство термомеханического управления радиальным зазором между концами рабочих лопаток ротора и статора компрессора или турбины двухконтурного газотурбинного двигателя | 2018 |
|
RU2684073C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАТОЧНЫХ ЗАГОТОВОК | 2008 |
|
RU2381083C1 |
| СПОСОБ ЛИТЬЯ ПОЛЫХ ОХЛАЖДАЕМЫХ ИЗДЕЛИЙ И ЛИТОЕ ПОЛОЕ ОХЛАЖДАЕМОЕ ИЗДЕЛИЕ | 2003 |
|
RU2252109C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ШИРОКОХОРДОВЫХ ЛОПАТОК | 2008 |
|
RU2375135C1 |
УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЛОПАТОК, содержащее основание и установленную в нем оправку в виде концентричных колец, расположенных между собой с зазором и изготовленных из материалов с различными коэффициентами линейного расширения, и центрального распорного элемента, отличающееся тем, что, с целью упрощения монтажа устройства и исключения коробления заготовок лопаток, внутреннее кольцо выполнено составным в виде двух сегментов, торцы которых параллельны диаметральной оси оправки, и установленных между сегментами двух вставок, а центральный распорный элемент - в виде цилиндрического стержня, взаимодействующего боковой поверхностью с сегментами и вставками, при этом наружное кольцо, сегменты и вставки выполнены из материала с коэффициентом линейного расшире-. ния, равным нулю, а стержень - из (Л материала с коэффициентом линейного расширения больше нуля. Й сд 00 Фи.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ПРАВКИ КОЛЬЦЕВЫХ ДЕТАЛЕЙ | 0 |
|
SU245825A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО ДЛЯ ТЕРМОФИКСАЦИИ ДЕТАЛЕЙ 12 | 0 |
|
SU378460A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
