Изобретение относится к машиностроению и может быть использовано для финишной обработки отверстий.
Известно устройство для хонингования отверстий, содержаш.ее шпиндельную головку с механизмом разжима и два шарнирных соеди-нения с четырьмя степенями свободы каждое, одно из которых установлено между корпусом инструмента и шпинделем.
Использование известного исключает необходимость изготовления сложного шарнирного инструмента, так как шарнирное крепление инструмента в этом случае является составной частью станка в виде муфты 1.
Известное устройство имеет следуюш,ие недостатки.
Вследствие погрешностей установки обрабатываемой детали ось шпинделя не совпадает с осью обрабатываемого отверстия и сориентированного по отверстию инструмента. При передаче усилия разжима от оси шпинделя на ось инструмента кроме осевой силы возникает поперечная сила, которая приложена к концу иглы и имеет неизменное направление, обусловленное взаимным расположением осей шпинделя и обрабатываемого отверстия детали. Поперечная сила приводит к изгибу инструмента, а также вызывает дополнительные усилия на обрабатываемой поверхности, приводяш,ие к ухудшению формы (получению отверстия с изогнутой осью). Образование изогнутого отверстия способствует увеличению рассогласования между осями шпинделя и обрабатываемого отверстия детали, следовательно, к дальнейшему ухудшению формы обрабатываемого отверстия.
Таким образом, с помош,ью известного устрйства нельзя обрабатывать отверстия с высокой точностью по схеме шарнирный инструмент - жесткая деталь, так как в известном .устройстве исполнительный орган механизма разжима не ориентируется по шарнирному инструменту и усилие разжима направлено не по оси иглы разжима.
Кроме того, при врашении инструмента вокруг оси обрабатываемого отверстия корпус инструмента и игла разжима поворачиваются и смеш.аются в своих шарнирных соединениях. Из-за несовпадения осей шарнирных соединений эти смешения не равны, что приводит к изменениям взаимного положения корпуса инструмента и иглы разжима, следовательно, к изменениям усилия разжима и значительным колебаниям усилий резания. В данной конструкции оси шарнирных соединений не могут быть совмешены, так как одно из шарнирных соединений при разжиме перемеш,ается относительно другого шарнирного соединения.
Целью изобретения является повышение точности геометрической формы отверстия
при обработке по схеме шарнирный инструмент - жесткая деталь.
Указанная цель достигается тем, что в устройстве для отделочной обработки отверстий, содержащем шпиндельную головку с механизмом разжима и два шарнирных соединения с четырьмя степенями свободы каждое, одно из которых установлено между корпусом инструмента и шпинделем, другое шарнирное соединение установлено между механизмом разжима и корпусом шпиндельной головки, при этом оси перемещений обоих шарнирных соединений расположены в одной плоскости и точки пересечений осей совмещены.
г Новые связи шарнирных соединений с элементами устройства, а также указанное расположение осей шарнирных соединений не вызывает дополнительной изгибающей силы и тем самым обеспечивает точную геометрическую форму обрабатываемого
0 отверстия. Кроме того, предлагаемая конструкция исключает непроизвольное перемещение иглы разжима относительно корпуса инструмента и обеспечивает стабильные условия резания.
На фиг. 1 схематически изображено
предлагаемое устройство, разрез; на фиг. 2 - разрез А-А на фиг. I.
В корпусе 1 на подшипниках 2 установлен шпиндель 3, связанный с шестерней 4 привода 5 вращения. В верхней
части шпинделя 3 установлены шарнирные соединения б и 7, имеющие по четыре степени свободы каждое. Оси перемещений обоих шарнирных соединений расположены в одной плоскости и точки пересечений осей совмещены. Гильза 8 для закреплес ния корпуса 9 инструмента установлена в шарнирном соединении 7, а механизм разжима, например Гидроцилиндр 10, установлен в шарнирном соединении 6. Игла 11 разжима инструмента соединена со штоком 12 гидроцилиндра 10.
0 Устройство работает следующим ообразом.
В начале цикла устрйство опускают вниз и вводят корпус 9 инструмента в деталь (не показана). После этого начинается вращение шпинделя 3, передаваемое шестерней 4 от привода 5 и подача рабочей жидкости в гидроцилиндр 10. При этом шток 12 перемещается с иглой 11 разжима, раздвигая буксы 13. Устройство во время обработки совершает возвратно-по0 ступательное движение. После окончания цикла обработки отверстия устройство возвращается в исходное положение. При вводе инструмента в отверстие обрабатываемой детали корпус 9 инструмента с помощью шарнирного соединения 7 самоустанавливается
5 соосно отверстию. При этом гидроцилиндр 10 устанавливается соосно инструменту.
Во время обрработки из-за биения инструмента, вызванного погрещностью его изго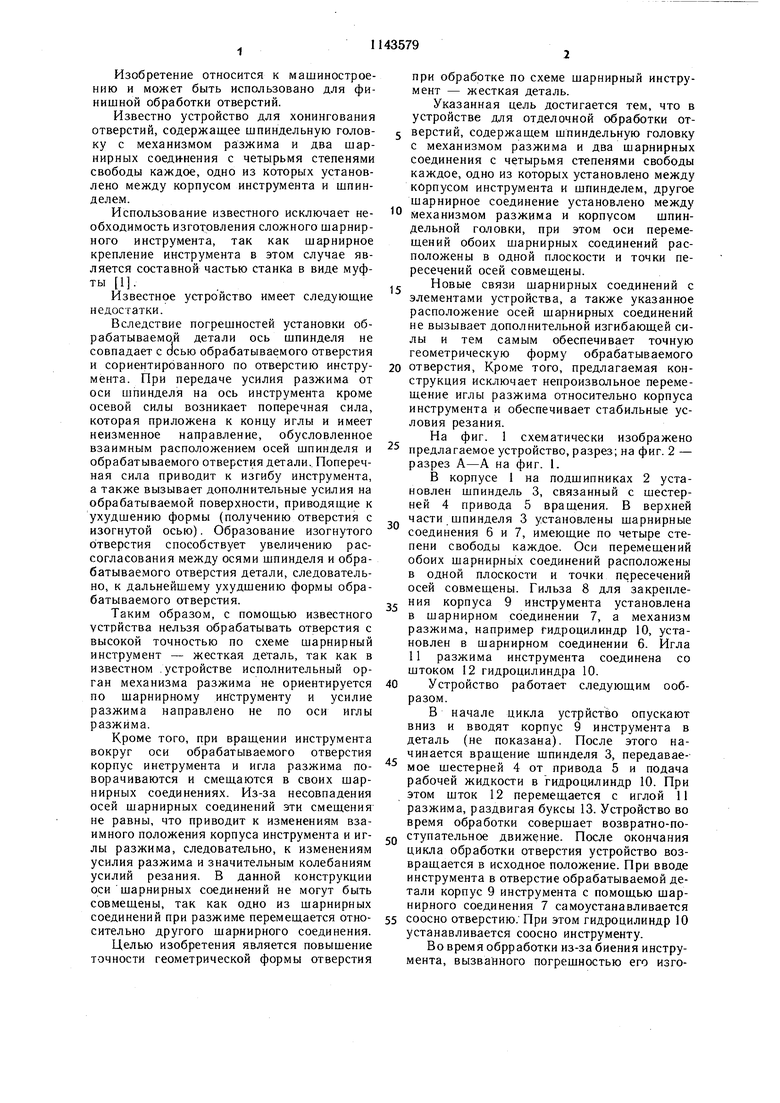

| название | год | авторы | номер документа |
|---|---|---|---|
| Шлицехонинговальное устройство | 1980 |
|
SU933406A1 |
| Станок для хонингования шлицевых отверстий | 1972 |
|
SU484974A1 |
| Шпиндельная головка | 1983 |
|
SU1085785A1 |
| ШЛИФОВАЛЬНАЯ ГОЛОВКА | 2002 |
|
RU2211132C1 |
| Устройство для хонингования | 1980 |
|
SU931417A1 |
| Шпиндельная головка | 1983 |
|
SU1159768A2 |
| Отделочно-расточной станок | 1983 |
|
SU1142233A1 |
| УСТРОЙСТВО ДЛЯ АЛМАЗНО-АБРАЗИВНОЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2010 |
|
RU2440880C2 |
| ШЛИФОВАЛЬНО-ПОЛИРОВАЛЬНЫЙ МОДУЛЬ | 1990 |
|
RU2022760C1 |
| Устройство для разжима брусков хона | 1983 |
|
SU1106644A2 |
УСТРОЙСТВО ДЛЯ ОТДЕЛОЧНОЙ ОБРАБОТКИ ОТВЕРСТИЙ, содержащее шпиндельную головку с механизмом разжима и два шарнирных соединения с четырьмя степенями свободы каждое, одно из которых установлено между корпусом инстру-мента и шпинделем, отличающееся тем, что, с целью повышения точности обработки, другое шарнирное соединение установлено между механизмом разжима и корпусом шпиндельной головки, при этом оси перемещений обоих шарнирных соединений расположены в одной плоскости и точки пересечений осей совмещены. (О 4 оо ел со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Куликов С | |||
| И | |||
| и др | |||
| Хонингование | |||
| Справочное пособие | |||
| М., «Машиностроение, 1973 | |||
| с | |||
| Приспособление для автоматической односторонней разгрузки железнодорожных платформ | 1921 |
|
SU48A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
