Для обслуживания крупных гидравлических прессов применяют манипуляторы, выполняемые по большей части в виде автопогрузчиков, снабженных подъемно-опускными и поворотными в горизонтальной плоскости хоботами ,не|:уш,ими грузозахватные органы. Такими манипуляторами затрачивается много времени на выполнение операций по загрузке крупной заготовки в штамп и по извлечению отштампованной детали, что влечет за собой непроизводительный простой пресса.
Согласно изобретению, для повышения производительности прессов за счет экономии времени, затрачиваемого на подачу заготовок и уборку изделий, для обслуживания пресса применены два манипулятора, пере мещающиеся по двум рельсовым путям, уложенным с обеих сторон стола под траверсой пресса, параллельно продольной или поперечной 0|7и последнего, причем один путь имеет выход к месту приема заготовок, а второй - к месту укладки изделий. Манипуляторы выполнены так, что они проходят в пространство между столом и колоннами пресса, для чего габариты их (Соответственно сокраш ены. Это достигнуто тем, что манипуляторы выполнены монорельсовыми, а путь для их передвижения выполнен с одним опорным рельсом и одним направляющим рельсом, лежащим в одной вертикальной плоскости с первым, предназпаченным для восприятия опрокидывающего момента от груза, подвешенного к хоботу манипзлятора.
Хоботы манипуляторов снабжены сопламн для обдува штампов и заготовок и соплами для распыления подводимой к ним смазки и направления струй сжатого воздуха. Для удобства оперирования с длинномерными заготовками, каждый манипулятор снабжен двумя хоботами.
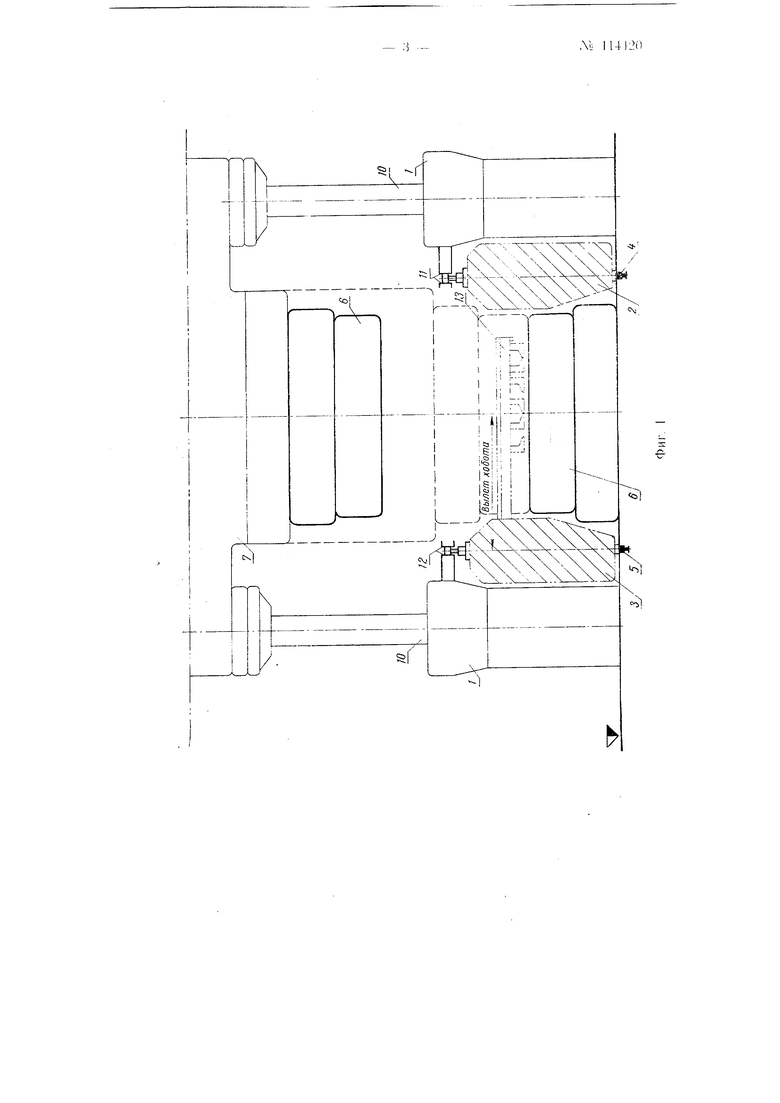
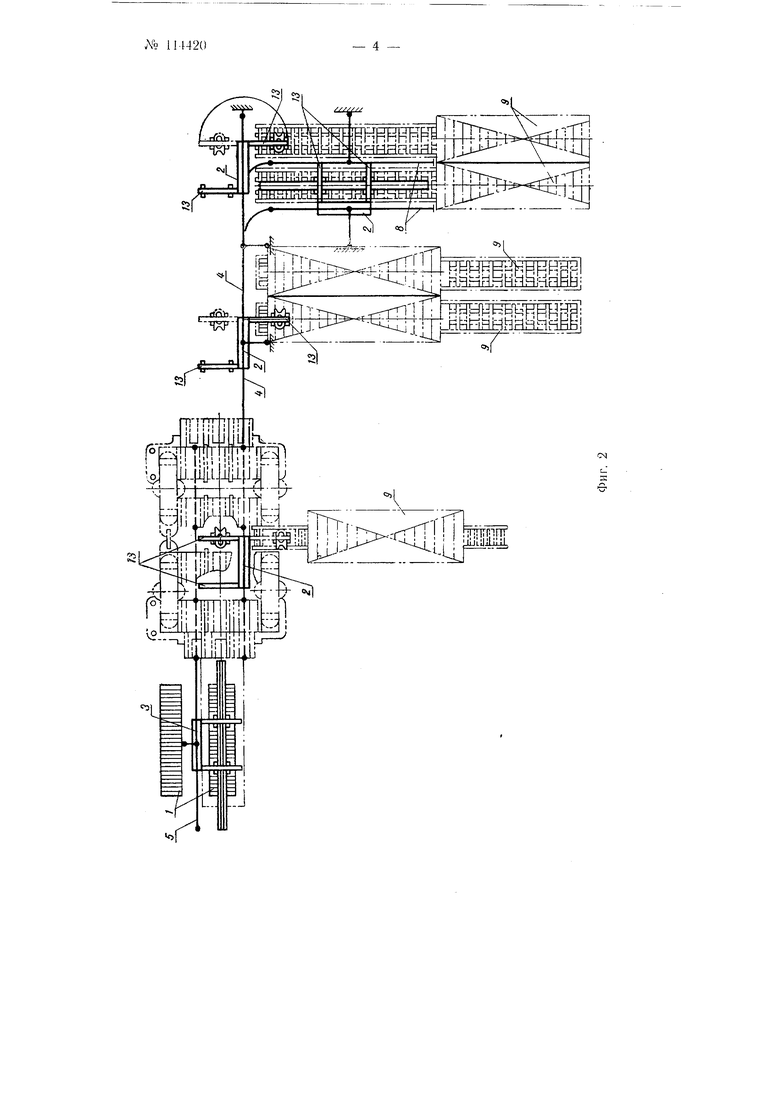
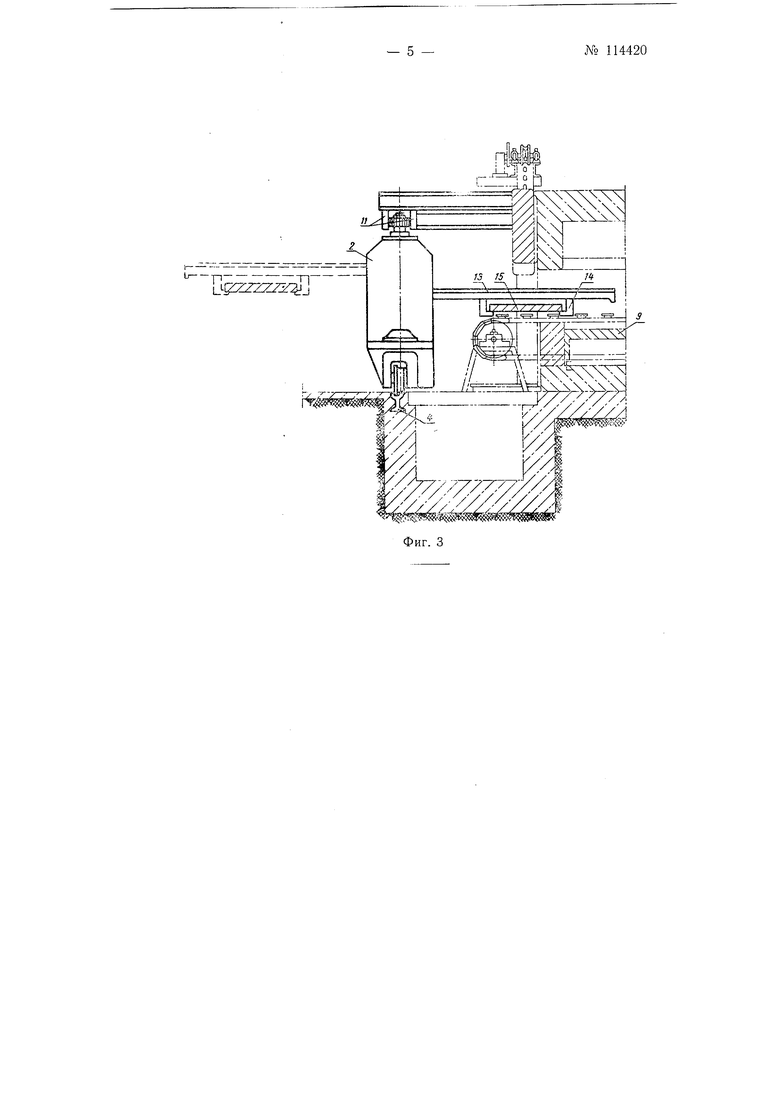
На фиг. 1 схематически изображен общий вид пресса с у/:тановкой для его обслуживания; на фиг. 2 - установка в плане; на фиг. 3 - общий вид манипулятора.
Пресс / обслуживают два манипулятора 2 и 3. Манипуляторы переДо 114420
мещаются по двум рельчсовым путям 4 и 5, уложенным с обеих сторон стола пресса и штампов 6 под траверсой 7 пресса, параллельно его продольной оси. Один рельсовый путь 4 с ответвлениями 8 выходит к месту приема заготовок (к печам 9 с выкатным подом), а второй путь 5 - к месту укладки отпрессованных изделий (столам). С целью обеспечения прохода в узком пространстве между штамном 6 и колоннами 10 пресса, манипуляторы выполнены монорельсовыми и для восприятия опрокидывающего момента от груза поддерживаются направляющими рельсами П и 12.
Манипуляторы могут быть выполнены в виде велосипедных кранов, как изображено на фиг. 3, либо в виде монорельсовых подвесных тележек. В последнем случае опорный рельс укладывается поверху, а направляющий - снизу. Каждый манипулятор снабжен подъемно-опускным и поворотным в горизонтальной плоскО|:ти хоботом 13 с захватами 14 для заготовок 15. Для смазки и обдува заготовок на хоботе монтированы не показанные на чертеже сопла для распыления масла и направления струи сжатого воздуха. Для оперирования с длинномерными заготовками на каждом манипуляторе монтируются по два хобота, поворотных на 180°. Во время работы под прессом механизмы манипулятора питаются током от аккумуляторной батареи, а при работе вне пресса - током от контактной сети.
Предмет изобретения
1. Установка для обслуживания крупных гидравлических прессов при помощи самоходных манипуляторов с подъемно-опускными и поворотными в горизонтальной плоскости хоботами, несущими грузозахватные органы, отличающаяся тем, что, с целью повышения производительности прессов за счет экономии времени, затрачиваемого на подачу заготовок и уборку изделий, она включает два манипулятора, перемещающиеся по двум рельсовым путям, уложенным с обеих сторон стола под траверсой пресса, параллельно продольной или поперечной оси последнего, причем один путь имеет выход к месту приема заготовок, а второй- к месту укладки изделий.
2.Форма выполнения установки по п. 1, отличающаяся тем, что, с целью сокращения поперечных габаритов манипуляторов для прохода их в пространство между столом и колоннами пресса, каждый путь для передвиження манипуляторов выполнен с одним опорным рельсом и одним направляющим рельсом, лежащим в одной вертикальной плоскости, с первым и предназначенным для восприятия опрокидывающего момента от груза, подвещенного к хоботу манипулятора.
3.Установка по пп. 1 и 2, отличающаяся тем, что, с целью механизации операций смазки и обдува штампов и заготовок, хоботы манипуляторов снабжены соплами для распыления подводимой к ним смазки и направления струй сжатого воздуха.
4.Установка по пп. 1-3, отличающаяся тем, что. с целью удобства оперирования с длинномерными заготовками, каждый манипулятор снабжен двумя хоботами.
iiiLidrii
x-fe.
.a:r|lllJj.™te
: .1, ijblaHfigEE&§ ii3i
LUUU
1 I I 11 I
ту
,
t-il-j -i rfth
lOif:
IbLbitlit
oof
БШ}1ВБт та,Ггга; ц TK йЬНШйаше
1 I I ГУГП ГрШ j yiJilJliyi
r.sy

| название | год | авторы | номер документа |
|---|---|---|---|
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Поточная линия для штамповки крупногабаритных заготовок | 1981 |
|
SU1006168A1 |
| АВТОМАТИЗИРОВАННАЯ ПОТОЧНАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ МЕТОДОМ ПРЕССОВАНИЯ | 1992 |
|
RU2021146C1 |
| Комплекс для обработки заготовок | 1989 |
|
SU1731371A1 |
| Автоматизированная поточная линия для правки крупногабаритных листовых заготовок | 1990 |
|
SU1808447A1 |
| Поточная линия для штамповки крупногабаритных листовых заготовок | 1991 |
|
SU1834813A3 |
| Установка для изготовления гофрированных фильтрующих элементов из картона | 1986 |
|
SU1456184A1 |
| Манипулятор | 1982 |
|
SU1007967A1 |
| Ковочный агрегат | 1980 |
|
SU889483A1 |
| Автоматизированная линия для штамповки деталей из листового материала | 1987 |
|
SU1505639A1 |