Изобретение относится к трубопрокатному производству для получения на прошивных станах гильз-заготовок для дальнейшего производства труб.
Известна направляющая линейка прошивного стана [Данилов Ф.А., Глейберг А.З., Балакин В.Г. "Горячая прокатка труб". - М.: Металлургиздат, 1962, с.223÷224]. Радиус желобчатой выемки в гребне известной линейки определяется геометрически из эмпирически заданной глубины выемки и ее ширины в этом месте. Радиус выемки на выходе составляет 0,8÷1,0 диаметра гильзы. Промежуточные значения радиуса выемки нарастают пропорционально расстоянию от гребня.
Недостатками применения известной направляющей линейки являются большая степень свободы гильзы при ее перемещении по выходной стороне линейки, что приводит к искривлению переднего конца гильзы и значительному колебанию ее диаметра по длине, а также наведению повышенной разностенности. При прошивке тонкостенной гильзы зачастую происходит потеря устойчивости профиля и заполнение металлом заготовки пространства между валком и периферийным участком известной линейки, приводящее к аварийной остановке процесса прошивки гильзы. Повышенная кривизна переднего конца гильзы приводит к затруднениям или даже невозможности введения внутрь ее длинной оправки для прокатки труб на последующем раскатном стане. Увеличение диаметра переднего конца гильзы достигает 2,5% ее номинала (при современных требованиях ±0,5%), что затрудняет или делает невозможным захват гильзы первым калибром последующего трубопрокатного агрегата.
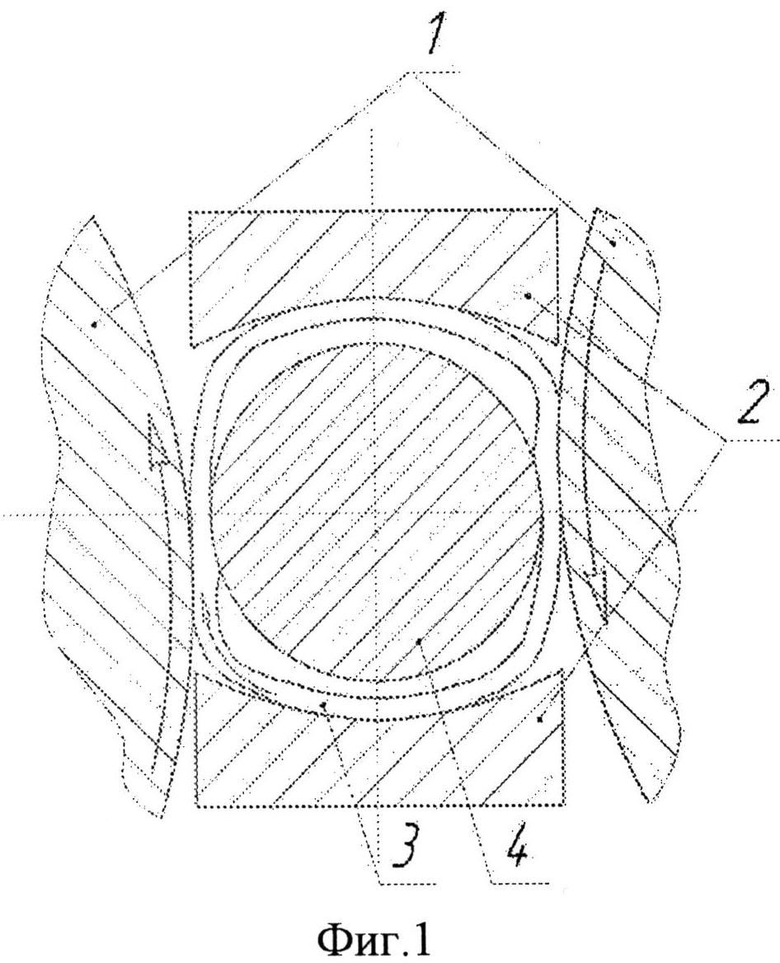
Перечисленные недостатки влекут излишние потери металла из-за обрезки концов гильзы ненадлежащего качества или даже к исключению из процесса целых гильз (выбросы). Значительная разностенность гильзы ведет к повышенной разностенности готовых труб. Потеря устойчивости профиля при прошивке тонкостенных гильз (фиг.1) вызывает аварийный останов процесса.
Технической задачей предлагаемого изобретения является снижение расходного коэффициента металла и простоев, связанных с устранением аварийных ситуаций, возникающих вследствие потери устойчивости профиля и переполнения очага деформации.
Технический результат достигается тем, что линейка направляющая прошивного стана, включающая входную и выходную стороны с гребнем между ними, выполняется на выходной ее стороне от гребня с конической желобчатой выемкой радиусом Ri=K×Hi где K=(0,52÷0,75) - коэффициент, зависящий от толщины стенки гильзы; Hi - расстояние между валками в текущем сечении очага деформации в конусе раскатки; Ri - радиус желобчатой выемки линейки в текущем сечении очага деформации в конусе раскатки. При этом значение коэффициента находится в прямой зависимости от толщины стенки гильзы.
При прошивке толстостенных гильз, когда поперечное ее сечение при обжатии не теряет устойчивости, целесообразно применять больший коэффициент. В случае прошивки гильз тонкостенных, когда они не обладают высокой поперечной устойчивостью, необходимо калибр очага деформации исполнять более тесным, т.е. при расчете профиля линейки направляющей выбирают коэффициент меньшего значения. Таким образом, при этом значение коэффициента находится в прямой зависимости от толщины стенки гильзы.
Известное и предлагаемое технические решения поясняются Фиг.1, Фиг.2 и Фиг.3, где
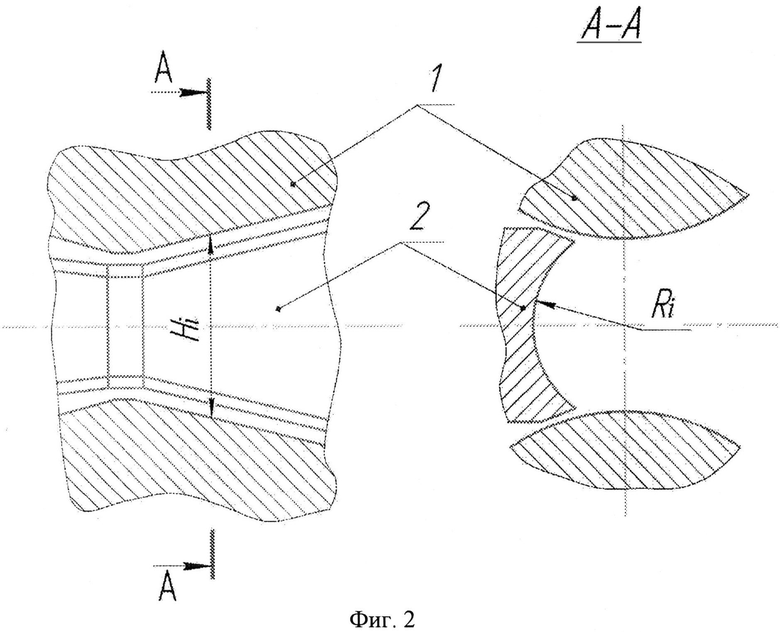
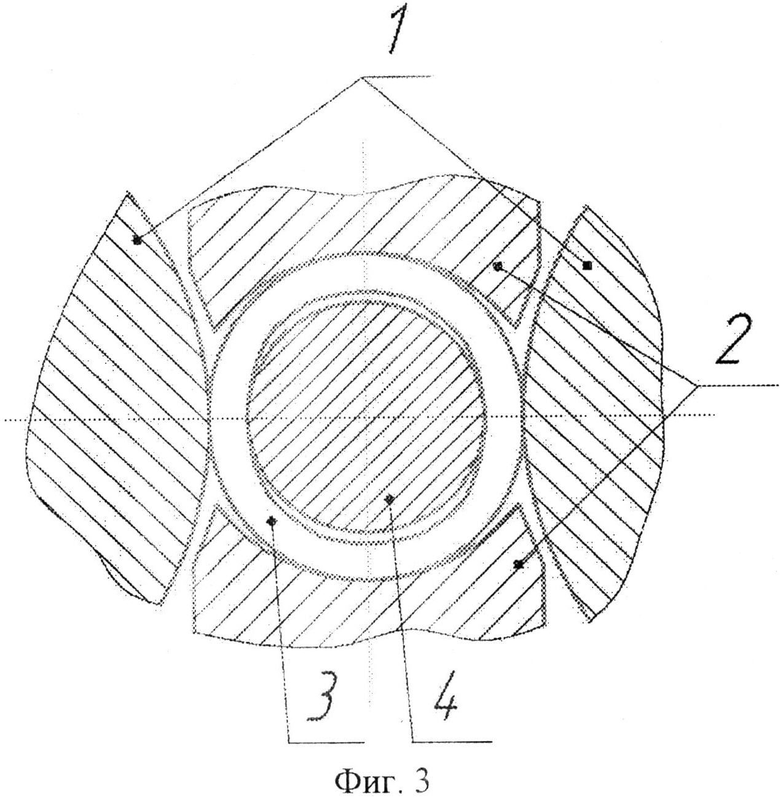
1 - валок прошивного стана,
2 - направляющая линейка,
3 - гильза,
4 - оправка.
На фиг.1 показано, как при прошивке тонкостенной гильзы при использовании линейки направляющей известной конструкции происходит искажение профиля и переполнение очага деформации за счет заполнения металлом свободного пространства, образованного периферийной частью профиля известной линейки направляющей прошивного стана и его валком.
На Фиг.2 изображена предлагаемая линейка направляющая прошивного стана.
Выходная сторона линейки после гребня выполняется с конической желобчатой выемкой радиусом (Ri), составляющим 0,52÷0,75 текущего расстояния между валками (Hi), определяемым каким-либо способом (аналитическим, графически либо с применением компьютерных программ); при этом значение коэффициента находится в прямой зависимости от толщины стенки гильзы
На фиг.3 показано формоизменение профиля гильзы при ее прошивке в раскатном конусе очага деформации при применении предлагаемой линейки направляющей прошивного стана.
Предлагаемая линейка направляющая прошивного стана работает таким образом, что обеспечивает более стесненный калибр в зоне ее выходной части. В этом случае не происходит искажение профиля и заполнение металлом зазора между валками и линейками исключается, что обеспечивает получение гильзы с минимальным изменением диаметра и толщины стенки, прямолинейность ее переднего конца, а также исключает аварийное прекращение процесса прошивки гильзы из-за переполнения очага деформации в раскатной зоне.
Использование изобретения позволит снизить расходный коэффициент металла и простои основных агрегатов при производстве горячекатаных труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологический инструмент прошивного стана | 1985 |
|
SU1321493A1 |
| Линейка валкового прошивного стана | 2017 |
|
RU2671022C1 |
| ОПРАВКА КОСОВАЛКОВОГО ПРОШИВНОГО СТАНА | 2009 |
|
RU2378063C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ БЕСШОВНЫХ ТОНКОСТЕННЫХ ТРУБ | 2008 |
|
RU2368440C1 |
| СПОСОБ ПОЛУЧЕНИЯ БЕСШОВНЫХ ТРУБ | 2011 |
|
RU2455092C1 |
| Линейка прошивного стана | 1980 |
|
SU910241A1 |
| Линейка прошивного стана | 1983 |
|
SU1144738A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОНКОСТЕННЫХ ТРУБ НА ТРУБОПРОКАТНЫХ АГРЕГАТАХ С ТРЕХВАЛКОВЫМ РАСКАТНЫМ СТАНОМ | 2013 |
|
RU2556164C1 |
| Способ производства труб | 1979 |
|
SU839631A1 |
| Линейка прошивного стана | 2023 |
|
RU2814544C1 |
Изобретение относится к трубопрокатному производству для получения на прошивных станах гильз-заготовок для дальнейшего производства труб. Направляющая линейка включает входной и выходной участки с гребнем между ними. Получение гильзы с минимальным изменением диаметра и толщины стенки, с прямолинейным передним концом, обеспечивается за счет того, что линейка выполнена с конической желобчатой выемкой после гребня радиусом, составляющим 0,52÷0,75 текущего расстояния между валками. Линейка работает таким образом, что обеспечивает более стесненный калибр в зоне ее выходной части. В этом случае не происходит искажение профиля и заполнение металлом зазора между валками и линейками. 3 ил.
Линейка направляющая прошивного стана гильз-заготовок, включающая входной и выходной участки с гребнем между ними, отличающаяся тем, что на выходном участке линейки после гребня выполнена коническая желобчатая выемка радиусом Ri=К×Нi,
где Ri - радиус желобчатой выемки линейки в текущем сечении очага деформации;
Hi - расстояние между валками в текущем сечении очага деформации;
К = 0,52÷0,75 - коэффициент, находящийся в прямой зависимости от толщины стенки прошиваемой гильзы.
| Ф.А.ДАНИЛОВ и др.Горячая прокатка труб, М., Металлургиздат, 1962, с.223-224 | |||
| Технологический инструмент прошивного стана | 1985 |
|
SU1321493A1 |
| Линейка прошивного стана | 1983 |
|
SU1144738A1 |
| Технологический инструмент для винтовой прошивки | 1977 |
|
SU622517A1 |
| Линейка прошивного стана | 1973 |
|
SU443691A1 |
| US 4028923 A, 14.06.1977 | |||

