Изобретение относится к литейному производству, в частности к изготовлению форм по выплавляемым моделям. Известно запорное устройство для прессформ, используемых при изготовлении выплав ляемых моделей и выполненных из резины, содержащее воронку и нагнетательный канал для подачи модельного состава в полость пресс-формы. При этом воронка во время запрессовки модельного состава и в течение некоторого времени после него перекрывается наконечником шприца для запрессовки модельного состава в пресс-формы 11. Недостатком указанного способа является отсутствие возможности изготовления выплавляемых моделей из состава, замешанного с газообразным веществом под высоким давлением. Наиболее близким к изобретению по техни ческой сущности и достигаемому результату является запорное устройство для пресс-форм содержащее корпус, механизм перекрытия под вода модельного состава к нагнетательному каналу пресс-формы 2. Недостатком известного устройства является, отсутствие возможности изготовления выплавляемых моделей из модельного состава, замешанного с газообразным веществом, под давлегшем, превышающим 2 кг/см. Цель изобретения - повышение качества моделей и сниже1шя расхода модельной, массы путем использования высокого давления при запрессовке модельного состава с замеша ным в него газообразным веществом. Поставленная цель достигается тем, что в запорном устройстве для пресс-форм, используемых при изготовлении вьшлавляемых моделей, содержащем корпусе, механизм перекрытия подвода модельной массы к нагнетательному каналу пресс-формы, воронку, механизм перекрытия выполнен в виде резиновой диафрагмы, в центре которой размещены воронка -и соосно с ней - нагнетательный канал, сообщаемые между собой прорезью, выполненной в диафрагме. На чертеже изображено запорное устройство, поперечный разрез. Запорное устройство содержит Механизм 1 перекрытия, вьшолненный в виде резиновой диафрагмы с прорезью 2, загрузочную ворон ку 3 и нагнетательный канал 4. Загрузочная воронка 3 своей верхней част и нагнетательный канал 4 размещены в диафрагме соосно друг другу и разделены пере городкой, в которой выполнена прорезь 2 п общей оси воронки 3 и верхней части нагнетательного канала 4. Механизм 1 перекрытия установлен в корпусе 5, имеющей по оси от верстия 6. Корпус 5 и механизм перекрытия 1 распо ложены концентрично с нагнетательным каналом, верхняя часть которого выполнена в резиновой диафрагме. Корпус 5 соединен с пресс-формой 7 виитами. При этом наружная боковая поверхность механизма 1 перекрытия и внутренняя поверхность корпуса 6 образуют зазор, обеспечивающий joipyrocTb механизма 1 перекрытия. Торцовые поверхности механизма 1 перекрытия прижаты к поверхности 8 пресс-формы 7 корпусом 5 без зазора. Запорное устройство работает следующим образом. Конусная часть 9 запрессовочного устройства вводится через отверстие 6 корпуса 5 в загрузочную воронку 3 и п{Я1жимается к механизму 1 перекрытия. Под действием otлы давления конусной части запрессованного устройства прорезь 2 механизма 1 перекрытия раскрывается и пропускает модельный состав, поступающий под давлением 2-4 атм. из запрессовочного устройства, в 1игнетательный канал 4 через его верхнюю часть. Модельный состав, предварительно замешенный с газообразным веществом (например воздухом), заполняет полость 10 пресс-формы 7. При этом отверстие 6 ограничивает деформацию механизма 1 перекрытия, которая происходит под действием давления конусиой части 9 запрессовочного устройства. После заполнения модельным составом прессформы 7 конусная часть 9 запрессовочного устройства выводится из загрузочной воройки 3. Раскрытая во время запрессовки модельного состава прорезь 2 механизма 1 перекрытия под действием упругих сил резиновой диафрагмы закрьтается, препятствуя выходу модельного состава из полости пресс-формы 7. Величина упругих сил резиновой диафрагмы достатоода, чтобы предотвратить выход мо-дельного состава даже под давлением газообразных веществ, замещенных в него, величина которого остается равным величине давления запрессовки модельного состава в пресс-форму (свыше 2 атм). Пузырьки газа, замешанного в модельный состав, под действием давления скапливаются под запорным устройством, оттесняя еще не застывишй модельный состав от резиновой диафрагмы, образуя прослойку, которая уменьшает теплоотдачу между модельным составом и запор п 1м устройством. Постепенно (жопившиеся под резиновой диафрагмой запорного устройства газообрам1ые вещества выходят в атмосферу через прорезь 2, раскрывающуюся под действием их давления. Одновременно газы оказьгаают дзвлеиие на модельиый состав, уплотняя его и обеспечивая четкое заполнение в тонких частях и острых углах пресс-формьь
После полного затвердевания модельного состава образуется полая модель, стенки которой обладают высокой плотностью и прочностью.
Конструкция запорного устройства по прототипу не дает возможности получить модели из модельного состава, замешенного с газообразным веществом и запрессованного под дав- fg
лением свыше 2 атм. (модели, полученные таким способом, меняют свои размеры после выема их из пресс-формы).
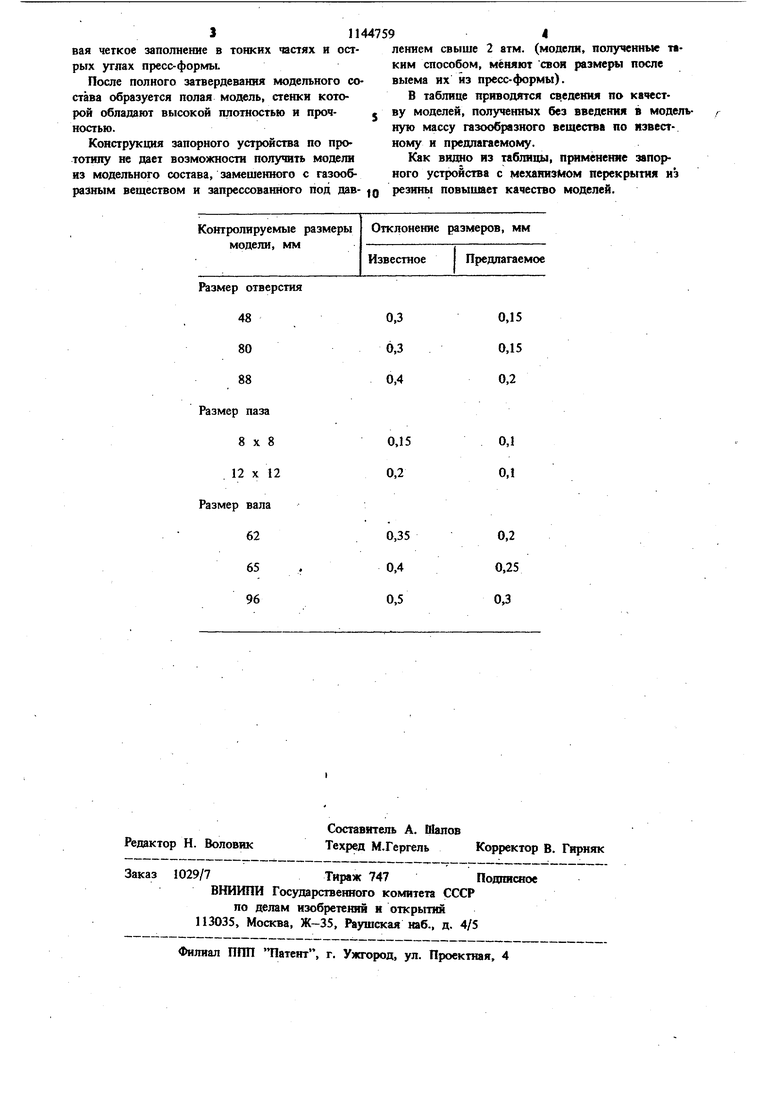
В таблице приводятся сведения по качеству моделей, полученных без введения в модельную массу газообразного вещества по известному и предлагаемому.
Как видно из таблицы, применение запорного устройства с механизмом перекрытия из резины повышает качество моделей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для изготовления выплавляемых моделей | 1976 |
|
SU638424A1 |
| Устройство для запрессовки модельногоСОСТАВА B пРЕСС-фОРМу | 1979 |
|
SU831342A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1985 |
|
SU1304971A1 |
| Установка для запрессовки модельного состава под вакуумом | 1980 |
|
SU931273A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1983 |
|
SU1156813A1 |
| Пресс-форма для изготовления выплавляемых моделей | 1983 |
|
SU1080914A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 1973 |
|
SU404542A1 |
| Установка для запрессовки модельной массы | 1979 |
|
SU772681A1 |
| Способ изготовления выплавляемых моделей | 1981 |
|
SU1045996A1 |
| Установка для запрессовки модельной массы | 1979 |
|
SU872005A1 |
ЗАПОРНОЕ УСТГОЙСТВО ДЛЯ ПРЕСС-ФОРМ, ИСПОЛЬЗУЕМЫХ ПРИ ИЗГОТОВЛЕНИИ ВЬПЛАВЛЯЕМЫХ МОДЕЛЕЙ, содержащее корпус, механизм перекрытия подвода модельного состава к нагнетательному каналу пресс-формы, воронку, отличающееся тем, что, с целью повышения качества моделей и снижения расхода модельной массы за счет использования высокого давления при запрессовке модельного состава с замешанным в него газообразным веществом, механизм перекрытия вьшолнен в виде резиновой даафрагмы, в центре которой размещены воронка и соосно с ней - нагнетательный канал, сообщаемые между собой прорезыа, вьшолненной в диафрагме. 4 4: сл со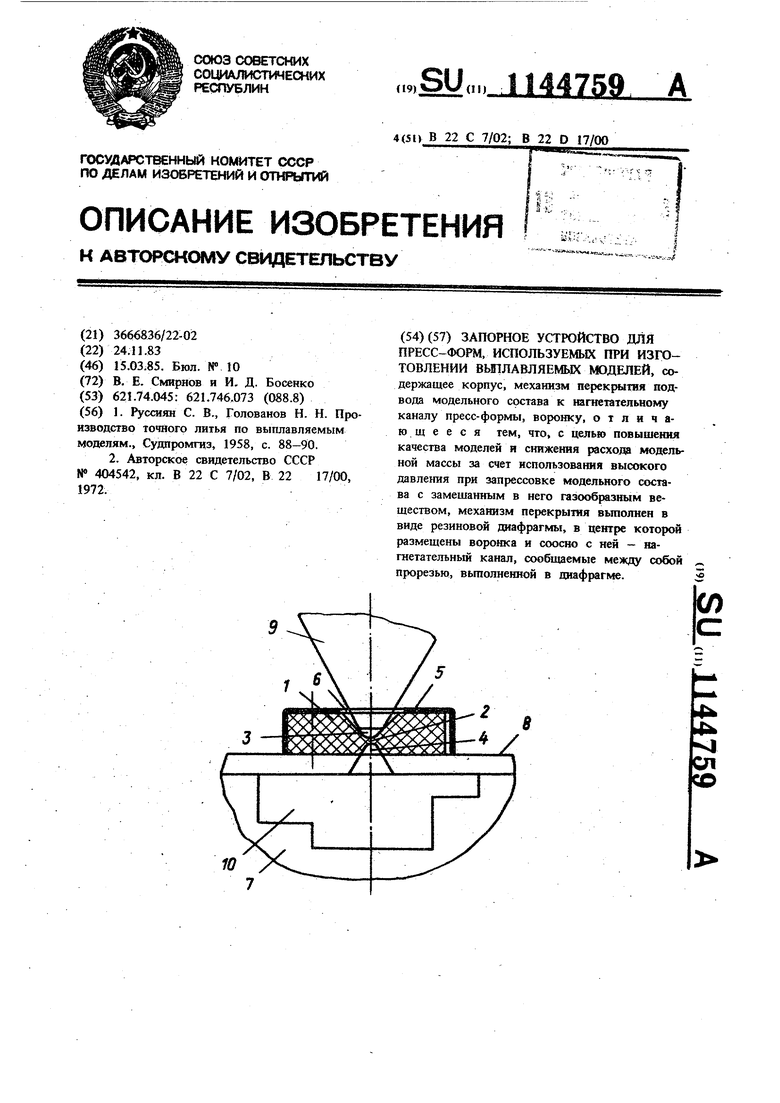
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Руссиян С | |||
| В., Голованов Н | |||
| Н | |||
| Производство точного литья по выплавляемым моделям., Судпромгиз, 1958, с | |||
| Шланговое соединение | 0 |
|
SU88A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ВЫПЛАВЛЯЕМЫХ МОДЕЛЕЙ | 0 |
|
SU404542A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
